
工業用ロール及びその製造方法
【課題】アークにより発生した熱を利用して、溶加材を使用することなくロール胴体と軸部材が接合されている工業用ロール及びその製造方法を提供すること。
【解決手段】円筒形状または円柱形状のロール胴体(7)の両端部に軸部材(6)を嵌合させ、当該嵌合部に溶加材を用いることなくアーク熱源(8)を供給することにより、嵌合部を溶融させてロール胴体と軸部材とを接合する。
【解決手段】円筒形状または円柱形状のロール胴体(7)の両端部に軸部材(6)を嵌合させ、当該嵌合部に溶加材を用いることなくアーク熱源(8)を供給することにより、嵌合部を溶融させてロール胴体と軸部材とを接合する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、紙や各種フィルムや鉄鋼製品などのシートまたは板状物を製造する設備において、対象製品に印刷材料や塗料や接着剤などを塗布するために使用される各種工業用ロールに関するものである。詳しくは、溶加材を使用することなく局所的なアーク入熱による新規な接合方法を採用することで、溶加材を使用する溶接方法に必須の溶接開先加工を不要とするだけでなく、接合のための熱歪を抑制して、製造工数と製造に供する素材を低減しうる、印刷用や製紙用や光学シート・フィルムの製造等に使用することができる新規な工業用ロール及びその製造方法に関するものである。
【背景技術】
【0002】
従来から、各種工業用ロールは、一部が鋳造や鍛造等で製造されているが、一般的には、鉄鋼材料製の円筒形状又は円柱形状のもの(以下、「ロール胴体」という)に対して、ロール胴体の両端または両端を含む内側部分に、別箇に鉄鋼材料から製造された軸部材を焼嵌めまたは隙間嵌めにより嵌合した後、嵌合部の一部を溶加材により接合する方式で製造されているものが多い。ここで、溶接による接合方法としては、タングステン電極と嵌合部との間で放電アークを発生させ、アークにより発生した熱エネルギーを利用して溶加材と接合すべき部位とを溶解させて固着する、いわゆるティグ(TIG)溶接法やパルスティグ溶接法、溶加材を自動供給してアーク柱を大気から保護するためにシールドガスを供給するマグ溶接法やミグ溶接法などがあり、広く利用されている。
【0003】
また、焼き嵌めまたは隙間嵌めによる両材料の嵌合部には、接合深さを確保するとともに溶加材を肉盛りするための空隙、いわゆる溶接開先部を設けるのが常套手段である。
なお、溶接接合法としては、溶加材を用いない方法も存在しており、電子ビーム溶接法やレーザービーム溶接法や抵抗溶接法や摩擦圧接法などがその代表例である。
【0004】
例えば、特許文献1は、ロールを製作するにあたり、嵌め合い部分に対して電子ビームを熱源として溶接接合する方法を開示しているが、電子ビーム溶接の宿命として真空チャンバーを必要とするために、装置として高価であるだけでなく、また溶接して接合される物品を真空チャンバー内に収納して溶接する必要があるために加工サイズにも制約がある。
【0005】
また、特許文献2は、摩擦圧接法による定着ロールを提案している。しかし、摩擦圧接法は、対向させた材料の接合面に圧力を付与しつつ密接させ、その材料を高速度で回転させながら発生する摩擦熱により材料を溶融させて接合する方法である。従って、溶融した金属がバリとなって接合部位から押し出されること、軸部材とロール胴体とを接合させるためには構造的な制約があること、さらには大がかりな加工機械を必要とするので摩擦圧接法にも加工サイズの制約があり、汎用性がない。
【0006】
また、特許文献3には、溶接手段としてレーザービームや電子ビームを利用してロールを作製する方法が開示されている。レーザービーム溶接法や電子ビーム溶接法は溶加材を使用しないという特徴があり、熱エネルギーを局所に集中できるという利点はあるが、種々雑多なサイズの各種工業用ロールを対象とするには汎用性に欠けていて実用的ではない。
【0007】
さらに、特許文献4、特許文献5、特許文献6および特許文献7には、部材の接合手段として抵抗溶接を利用してロールを製造する方法が開示されている。抵抗溶接法も溶加材を使用しないという特徴はあるが、摩擦圧接法と同様に接合させる部材を面一に仕上げて接合する面を接触させる必要があるだけでなく、通電して材料自体の電気抵抗で生じるジュール熱で赤熱溶融させ且つ加圧接合する方法であるため、ロールの形状に設計上の配慮が必要なことに加えて、接合面を加圧するために熱歪み以外に加工応力歪みの発生を伴うので、ロールの作製に著しい制約がある。
このように、溶加材を使用しない溶接方法にはいずれも一長一短があるので、依然として溶加材を用いる溶接方法が多用されているのである。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平8−83011号公報
【特許文献2】特開平2−300780号公報
【特許文献3】特開2003−336625号公報
【特許文献4】特開2000−275956号公報
【特許文献5】特開2001−175074号公報
【特許文献6】特開2002−108093号公報
【特許文献7】特開2002−108093号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
従来のアークにより発生した熱エネルギーを利用する溶接(例えば、TIG溶接法等)は、溶加材を併用することを必須としており、そのために、軸部材とロール胴体との接合部位に溶加材を肉盛する隙間、いわゆる開先加工部を設けるための切削加工工程を必須としている。つまり、ロール胴体の両端部に開先加工した軸部材を焼き嵌めまたは隙間嵌めし、溶加材を順次開先加工部に繰り返し肉盛溶接して接合するのが通常の方法である。例えば、繰り返し溶接回数は、開先深さが4mmで、開先幅が5mmの開先加工部に対して直径1.2mmの溶加材を使用する場合、およそ5ないし6回程度溶加材を溶融させながら積層して肉盛り溶接している。開先加工は、通常、旋盤による切削加工またはグラインダ研削によって行われているが、開先加工部を設けること自体が加工工数を増加させている。さらに、実際の溶接作業では、溶接トーチが同一開先箇所を繰り返し通過するために、結果として溶接接合部に与える熱負荷も増えることになり、被熱による接合部の残留応力も熱負荷に比例して増大する。このように、溶加材を使用する従来の溶接法では、溶接部近傍のロール胴体と軸部材には熱歪が発生するので、溶接後には熱歪の除去のための熱処理や変形した部位の除去加工などを行った後、最終的にロールとしての寸法や形状精度を確保するための切削加工やグラインダ研磨加工を必須としている。ここで、切削除去すべき変形量(歪量)が増加すれば、当然機械的に除去する加工工数も増大することになる。歪の発生程度は、ロール胴体と軸部材の素材である鉄鋼材料の鋼種やサイズやそれまでの加工履歴により変化するが、除去すべき量(肉厚)が多ければ、除去代を見込んだ余分な部材寸法の設計を必要とするのは言うまでもない。
【0010】
また、溶接開先加工部に溶加材を溶融させながら肉盛り積層する方法の難点として、肉盛りされた溶加材に溶接欠陥が発生する確率が高いという問題がある。つまり、従来から一般に行われている工業用ロールの製造方法は、溶加材の使用を必須としており、それに付随する溶接開先加工の実施および溶接接合部に生じる熱歪や溶接欠陥の発生等の問題に加えて、溶接後の形状や寸法精度確保のために、余分に見込んだ除去代を切削除去しなければならないなど、加工工数や省資源および省エネルギーの観点から見て数多くの課題がある。
【0011】
本発明は従来の技術の有するこのような問題点に鑑みてなされたものであって、その目的は、アークにより発生した熱を利用して、溶加材を使用することなくロール胴体と軸部材が接合されている工業用ロール及びその製造方法を提供することにある。
【課題を解決するための手段】
【0012】
本発明者は、以下に詳細に説明するように、上記課題を解決するための予備試験として、溶加材を使用しない溶接接合方法として汎用性があり、熱量の高いプラズマ溶接機のプラズマアークを利用した板材による接合試験を実施した。
(1)プラズマアーク溶接試験片とTIG溶接試験片の溶接部硬度比較試験
本発明者は、汎用のプラズマアーク溶接およびTIG溶接によって鋼材を接合する場合の溶接部の硬度を比較する目的で、幅が50mm、長さが100mm、厚みが4mmのSUS304製の板材と、同サイズのSS400製板材を、それぞれ2枚ずつ準備した。図1はその接合方法を概略的に示す図で、左側の図1(a)は、開先加工を行わずにSS400(1)の幅が50mmの辺とSUS304(2)の幅が50mmの辺を突き合わせてプラズマアーク溶接する方法を示し、右側の図1(b)は、SS400(1)の幅が50mmの辺とSUS304(2)の幅が50mmの辺を突き合せて、その突き合わせ部に開先加工(W)を施して、その開先加工部に溶加材を肉盛り積層してTIG溶接する方法を示す。図1(a)(b)において、thは厚み方向を示し、Lは長さ方向を示す。以下の表1は、プラズマアーク溶接条件とTIG溶接条件を示す。
【0013】
【表1】

【0014】
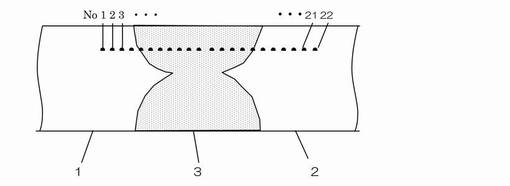
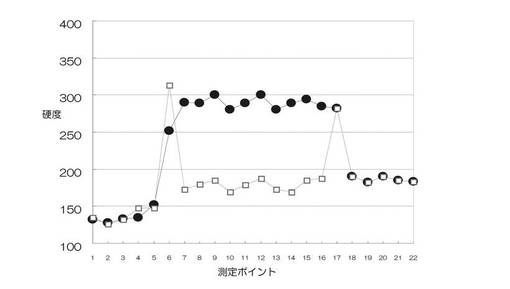
以上のようにして溶接したSS400とSUS304の幅が50mmの辺同士を突き合せて幅方向の中央部で長さ方向(幅方向に対して垂直方向)に切断し、切断面の溶接接合部及びその近傍の硬度を測定した。硬度測定点を図2に示し、硬度測定結果を図3に示す。図2において、No1、2、3、・・・21、22と表示した黒い点状の箇所が硬度測定点である。左側の部材がSS400(1)であり、右側の部材がSUS304(2)である。それら両部材は溶接接合部(3)を介して対峙しており、SS400(1)と溶接接合部(3)、SUS304(2)と溶接接合部(3)をわける曲線が境界部である。図3において、横軸の数字1〜22は図2に示した硬度測定点に対応し、縦軸は硬度(ビッカースHV)を示し、記号「●」がプラズマアーク溶接試験片の硬度を示し、記号「□」がTIG溶接試験片の硬度を示す。図3に明らかなように、プラズマアーク溶接試験片の溶接部の硬度はTIG溶接試験片の溶接部の硬度および母材の硬度よりも充分に大きく、溶加材を使用せずに溶接するプラズマアーク溶接法によれば、極めて高硬度の接合部を有する接合部材を提供しうることが分かる。
【0015】
(2)プラズマアーク溶接試験片とTIG溶接試験片の引張試験
本発明者は、汎用のプラズマアーク溶接およびTIG溶接によって鋼材を接合する場合の引張り強さを比較する目的で、幅が50mm、長さが100mm、厚みが4mmのSUS304製の板材と、同サイズのSS400製板材を、それぞれ4枚ずつ準備し、上記した図1(a)または図1(b)に示すように接合した。そして、立フライス盤にて、図4(a)に示す矩形状の試片を、図4(b)に示すような形状の最狭部が12mmである引張試験片に加工した。そして、引張試験を行った結果、いずれの試験片もSS400の母材側で破断した。このことは、プラズマアーク溶接による接合部の強度が母材強度よりも大きいことを示し、十分に実用に耐えることが分かった。以下の表2は、引張試験結果を示す。
【0016】
【表2】
【0017】
(3)プラズマアーク溶接試験片とTIG溶接試験片の曲げ試験
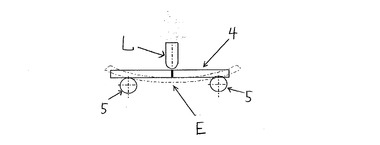
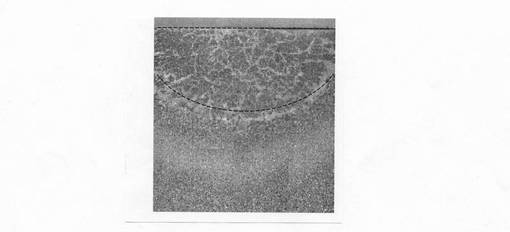
本発明者は、汎用のプラズマアーク溶接およびTIG溶接によって鋼材を接合する場合の曲げ強さを比較する目的で、幅が50mm、長さが100mm、厚みが4mmのSUS304製の板材と、同サイズのSS400製板材を、それぞれ4枚ずつ準備し、上記した図1(a)または図1(b)に示すように接合し、立フライス盤にて、図4(a)に示す矩形状の試片を、図4(b)に示すような形状の最狭部が12mmである試験片に加工した。そして、図5に示すように、その試験片(4)に荷重(L)を付加して曲げ試験を行った。5は試験片(4)を支えるサポートロールである。図6(a)は、曲げ試験後の試験片(4)を矢示方向E(図5参照)から見た外観を示す写真である。図6(b)は、図6(a)の試験片の湾曲部中央付近を拡大して示す写真(10倍)である。以下の表3は、曲げ試験結果を示す。
【0018】
【表3】
【0019】
表3に示すように、プラズマアーク溶接もTIG溶接も割れ発生や欠陥発生が見られず、プラズマアーク溶接による接合方法が十分に実用に耐えることが分かった。
(4)模擬ロールの作製
ロール胴体として、STKM13A鋼からなる、内径80mm、外径100mm、長さ100mmの円筒形状物を2つ準備し、その内径が80.2mmになるように切削加工した。また、軸部材として、S25C鋼からなる、外径80mm、長さ50mmの円柱形状物を4つ準備し、各円柱形状物について、上記ロール胴体との接合部となる外周部分を切削加工して外径を79.9mmにし、ロール胴体から突出する軸部の長さが20mm、軸部の外径が20mmになるように切削加工した。そして、かかる形状の2本の軸部材を上記ロール胴体の両端部に嵌入し、プラズマ溶接機により電流値150A、トーチ移動速度200mm/分、ロール胴体および軸部材の嵌合部とタングステン電極との間の距離を4mmとしてプラズマアークを発生させてロール胴体と軸部材を接合し、模擬ロール2本を作製した。
【0020】
その後、1本の模擬ロールの接合面を径方向に切断して、断面のマクロ観察(10倍)行うと、母材溶け込みによる接合深さ(STKA13A鋼とS25C鋼がプラズマアークの熱により溶解接合した長さ)が4.8mmであることを確認した。もう1本の模擬ロールについて、軸部をつかんで軸方向に荷重を付加して軸部を引き抜いたときの強度(接合強度)を求めると、40kg/mm2以上となり、母材の引張り強さとほぼ同レベルの強さを有していることが分かった。また、マクロ観察を行った先の模擬ロールの接合面の径方向断面について200倍のミクロ観察を行うと、ブローホール等の溶接欠陥や低温割れ等の欠陥は見られず、ロール胴体と軸部の接合に問題がないことを確認した。また、この模擬ロールの接合面の径方向断面のビッカース硬度(HV)は230ないし250あり、母材のSTKM13Aの硬度と同レベルであることを確認した。
【0021】
本発明に係る工業用ロールは、ロール胴体と軸部材とを焼き嵌め又は隙間嵌めにより嵌合させて、当該嵌合部に溶加材を用いることなくロール胴体と軸部材とを接合して作製することができる。本発明は溶加材を用いることなく、タングステン電極と被接合材との間で生じる放電アークまたはプラズマアークを利用して溶接する方式であり、溶加材を使用しない溶接方法としては、電子ビーム溶接、レーザービーム溶接、抵抗溶接、摩擦圧接などもあるが、これらの溶接方法は、真空チャンバーやレーザー発信器や加圧装置など特別な接合装置を必要としており、各種工業用ロールの作製に適用するには汎用性に欠ける。その点で、局所に集中的に入熱する方式である、タングステン電極を利用した放電アークまたはプラズマアークを利用する本発明の接合方法は各種工業用ロールの作製に適しているといえる。本発明の接合方法を実施する場合において、溶融接合に必要な温度は10000℃以上であるから、特にプラズマアークは局所入熱性とアーク温度が高いので、より好ましい。また、アーク放電させるタングステン電極と被接合部の間の距離は2〜10mm、好ましくは4〜5mmの範囲である。本発明の接合方法によれば、溶接開先加工工程と溶加材が不要なだけでなく、接合部の同一部位及びその近傍に溶接トーチから繰り返し付与される入熱回数を少なくできるので、接合部の熱歪発生量も低減できる。そこで、溶接後に切削除去すべき余肉量が少なくなるので、ロール胴体の素材として選定する鋼材の外径と肉厚を必要以上に過大寸法とする必要はない。その結果、設計仕様を満足させるためにロール胴体の切削加工や研削加工など後加工工数を大幅に低減しうるとともに省資源化を同時に達成できる。
【発明の効果】
【0022】
本発明は溶加材を使用することなく、タングステン電極と被接合材との間で発生するアーク熱源のみでロール胴体と軸部材とを溶融・接合することを可能としたため、印刷用や製紙用や光学シート・フィルムの製造等に使用することができる各種工業用ロールの製造コストを大幅に低減することが可能である。また、1回の溶接トーチの通過で接合しうるので、接合部の受熱量が少なく、溶接後のロールに保持される熱による残留応力が少ない。従って、高温環境や温度可変環境で使用される各種工業用ロールに適用した場合、形状精度を安定して保持することが可能である。その結果、かかる工業用ロールを使用して製造される紙や光学シート・フィルムなどの品質を向上させることができる。
【図面の簡単な説明】
【0023】
【図1】図1(a)はプラズマアーク溶接方法の概略を示す図、図1(b)はTIG溶接方法の概略を示す図である。
【図2】図2は、図1(a)または図1(b)で示すようにして溶接した試験片の硬度測定点を示す図である。
【図3】図3は、図2に示す各硬度測定点の硬度測定結果を示す図である。
【図4】図4(a)は引張試験片に加工する前の試片の平面図、図4(b)は引張試験片の平面図である。
【図5】図5は曲げ試験方法を説明する図である。
【図6】図6(a)は曲げ試験後の試験片の湾曲状態を示す写真、図6(b)はその試験片の湾曲部中央付近を拡大して示す写真である。
【図7】図7は本発明の接合方法の一例を工程順に示す概略図である。
【図8】図8は、後記する図9および図10の接合部断面写真を撮影した部分を説明するための図である。
【図9】図9はプラズマアーク溶接による接合部断面を示す写真である。
【図10】図10はTIG溶接による接合部断面を示す写真である。
【図11】図11はTIG溶接による接合方法の一例を工程順に示す概略図である。
【発明を実施するための形態】
【0024】
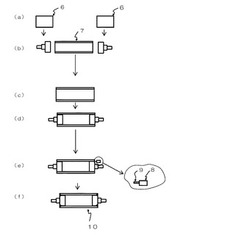
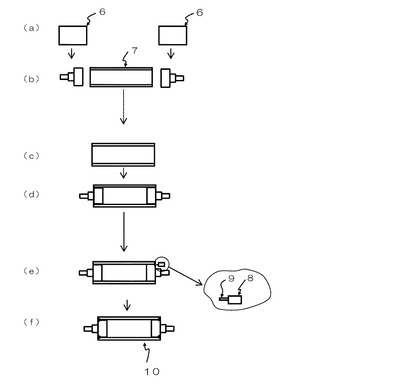
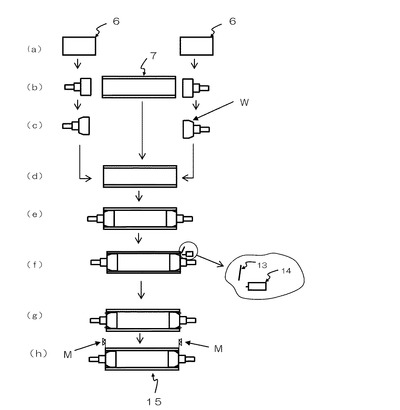
本発明のロール製造方法の一例について図7を参照しながら説明する。図7において、6、6は鉄鋼材料製の中実円柱形状の軸部材、7は鉄鋼材料製の円筒形状のロール胴体である。図7(b)(c)に示すように、軸部材(6)の外径部およびロール胴体(7)の内径部の一部を、例えば旋盤により切削加工し、図7(d)に示すように、焼き嵌め又は隙間嵌めにより、軸部材をロール胴体に組み込む。隙間嵌めにおいて許容し得る間隙寸法は2.0mmが限界であるが、取り付け精度と溶接後の引けを考慮すれば、1.0mm以下が好ましい。図7(e)に示すように、ロール胴体と軸部材が平行になるように位置精度を保持し、ロール胴体と軸部材との接合部位に平行にプラズマトーチ(8)をセットする。9はタングステン電極である。そして、図7(f)に示すように、上記のようにプラズマアーク溶接によりロール胴体と軸部材とを接合することによってロール(10)を得る。
【0025】
プラズマアークによる溶接は回転テーブル上で行い、回転装置は回転速度の制御が可能な設備であることが好ましく、図7(e)に示すように、ロール胴体と軸部材が平行である状態を保持したままでロール胴体と軸部材を一定の回転数で回転させながら、陽極であるロール胴体および軸部材と、陰極であるタングステン電極との間に所定の間隙を保持しつつ、陰極と陽極のあいだに一定量の電流を流すことによって、強力なプラズマアークの熱によりロール胴体と軸部材の一部を溶融させて接合する。この場合の嵌合部の形状は円形であるため、接合作業を進めていくと、円筒形状のロール胴体の内部が密閉状態となり、内部に充満している空気が膨張するため、接合部に接合欠陥(いわゆる、ブローホール)が発生することがある。つまり、充満した空気が接合面から噴出するために接合部に孔があくのである。その防止策として、接合前の軸部材(6)に空気抜き用の孔をあける必要がある。また、別の方法として、接合前の軸部材(6)およびロール胴体(7)の接合面となる部位に螺旋状の溝を旋盤等により加工することもブローホール防止に有益である。軸部材とロール胴体の接合部位がロール胴体の外周面である場合は、接合部に対してプラズマアークの熱源を垂直方向から当てることになるが、目標とする接合部位に対して垂直方向とはせずに回転方向とは逆方向にわずか(例えば、3ないし5mm)ずらしてプラズマアーク熱源をセットすることにより、母材が溶解した金属のたまり、いわゆる溶融池をちょうど円周上に形成できるうえに深さ方向(内側方向)に対する熱量を安定化することが可能となる。なお、炭素の含有量が多い部材を溶接する場合、溶接後に割れが発生することがあるので、この場合、接合部を予備加熱しておくことが好ましい。
【0026】
なお、プラズマアーク溶接後に接合部が急冷されることによる割れの発生を防止するため、後熱処理が必要となる場合がある。さらに、接合部の溶融および固着深さについては、溶接機の電流値、燃焼ガス量、被接合部材の回転速度、被接合部材とトーチ間の距離およびトーチ径の各要因を調整することにより可能であり、燃焼ガスに少量のH2ガスを添加することにより溶接深さを深くすることが可能になる。
【0027】
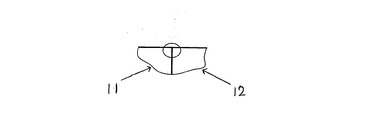
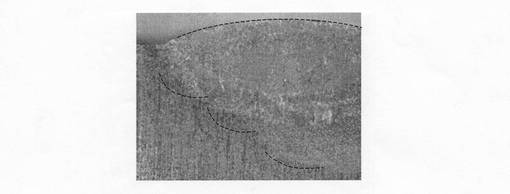
図8は、互いに異なる被接合部材(11)と(12)とを溶接した場合の接合部及びその近傍を示す図であり、図9は、図8においてSTKM13A鋼(11)とS25C鋼(12)とを本発明のプラズマアーク溶接法により溶接したときの図8の丸印部分を拡大して示す接合部断面の写真(10倍)であり、図10は、図8においてSTKM13A鋼(11)とS25C鋼(12)とを従来のTIG溶接法により溶接したときの図8の丸印部分を拡大して示す接合部断面の写真(10倍)である。本発明のプラズマアーク溶接法によって溶接したものは溶接トーチをわずか1パスの入熱操作で母材を溶解させるため、母材溶解部の輪郭(図9において点線で示す部分)がきれいな円弧形状となる。一方、溶加材を併用する従来のTIG溶接法は、溶加材を数回にわたり溶着、積層させているため、溶解部の輪郭(図10において点線で示す部分)はきれいな円弧形状とならず、複数個の曲面形状から形成されていることが確認できる。また、接合部の表面形状は、図9に示す本発明のプラズマアーク溶接法によって溶接したものは平坦であるが、図10に示す従来のTIG溶接法で溶接したものは、溶加材を溶着、積層させているため、外側にふくらんだ凸形状になっていることが分かる。さらに、本発明による溶接方法は円筒形状の接合部材に対して溶接開先を必要としないことが特徴であるため、溶加材を多層にわたって併用する必要がなく、溶接欠陥の発生率を著しく低減することが可能である。従って、接合工数のみならず溶接欠陥部位の補修工数も大幅に低減することが可能である。
【0028】
図11は、従来のTIG溶接法による工業用ロールの代表的な製作工程の一例を示す図である。TIG溶接法では、図7に示す本発明の方法に比べて、軸部材に溶接開先加工(W)を施す必要があることと、溶加材(13)を溶融肉盛りする必要があることと、溶接後に接合面を平坦化するために旋盤等により機械加工(M)を施す必要があるという、余分な工程が付加される。14はTIG溶接トーチ、15はTIG溶接によりロール胴体と軸部材とを接合した後、接合面の平坦化のために機械加工を施すことによって得たロールである。
【実施例】
【0029】
以下に本発明の実施例を説明するが、本発明は下記実施例に限定されるものでなく、本発明の技術的範囲を逸脱しない範囲において適宜修正や変更が可能であることは言うまでもない。
【0030】
光学フィルム製造ラインで使用する、STKM13A鋼からなる外径250mm、肉厚8mmのロール胴体を有する、胴長3000mm、軸部を含む全長3700mmのロール2本を、本発明のプラズマアーク溶接法で製造するとともに、比較のために従来のTIG溶接法で製造した。このロールの外観は図7(f)と図11(h)に示すとおりである。以下の表4にその溶接条件と溶接結果を示す。
【0031】
【表4】
【0032】
表4に示すように、本発明のプラズマアーク溶接法は従来のTIG溶接法に比べて、溶接時間が短く、溶接後のロール胴体変形量が少なく、溶接後に接合面を平坦化するために切削除去する肉厚が少ない。このように、すべての項目において、従来の溶接方法を凌駕している。なお、表4において、溶接後のロール胴体変形量とは、「溶接後にロール胴体外周の中で中心に向かって縮む部位があり、一方、縮みを相殺するように外側に向かって膨らむ部位があり、溶接後のロール胴体外径が溶接前のロール胴体外径250mmに比べて変化するので、溶接後のロール胴体外径から溶接前のロール胴体外径を差し引いた数値(絶対値)の範囲」をいい、溶接後ロール胴体除去肉厚とは、「熱歪により変形した部位を除くために全周にわたり切削除去したロール胴体の厚み量」をいう。
【産業上の利用可能性】
【0033】
本発明によれば、省資源および産業廃棄物の低減を図り、印刷用や製紙用や光学シート・フィルムの製造等に使用することができる各種工業用ロールを経済的に製造することができる。
【符号の説明】
【0034】
1 SS400
2 SUS304
3 溶接接合部
4 引張試験片
5 サポートロール
6 軸部材
7 ロール胴体
8 プラズマトーチ
9 タングステン電極
10 プラズマアーク溶接により得たロール
11 被接合部材
12 被接合部材
13 溶加材
14 TIG溶接トーチ
15 TIG溶接により得たロール
W 溶接開先加工
L 荷重
M 機械加工
【技術分野】
【0001】
本発明は、紙や各種フィルムや鉄鋼製品などのシートまたは板状物を製造する設備において、対象製品に印刷材料や塗料や接着剤などを塗布するために使用される各種工業用ロールに関するものである。詳しくは、溶加材を使用することなく局所的なアーク入熱による新規な接合方法を採用することで、溶加材を使用する溶接方法に必須の溶接開先加工を不要とするだけでなく、接合のための熱歪を抑制して、製造工数と製造に供する素材を低減しうる、印刷用や製紙用や光学シート・フィルムの製造等に使用することができる新規な工業用ロール及びその製造方法に関するものである。
【背景技術】
【0002】
従来から、各種工業用ロールは、一部が鋳造や鍛造等で製造されているが、一般的には、鉄鋼材料製の円筒形状又は円柱形状のもの(以下、「ロール胴体」という)に対して、ロール胴体の両端または両端を含む内側部分に、別箇に鉄鋼材料から製造された軸部材を焼嵌めまたは隙間嵌めにより嵌合した後、嵌合部の一部を溶加材により接合する方式で製造されているものが多い。ここで、溶接による接合方法としては、タングステン電極と嵌合部との間で放電アークを発生させ、アークにより発生した熱エネルギーを利用して溶加材と接合すべき部位とを溶解させて固着する、いわゆるティグ(TIG)溶接法やパルスティグ溶接法、溶加材を自動供給してアーク柱を大気から保護するためにシールドガスを供給するマグ溶接法やミグ溶接法などがあり、広く利用されている。
【0003】
また、焼き嵌めまたは隙間嵌めによる両材料の嵌合部には、接合深さを確保するとともに溶加材を肉盛りするための空隙、いわゆる溶接開先部を設けるのが常套手段である。
なお、溶接接合法としては、溶加材を用いない方法も存在しており、電子ビーム溶接法やレーザービーム溶接法や抵抗溶接法や摩擦圧接法などがその代表例である。
【0004】
例えば、特許文献1は、ロールを製作するにあたり、嵌め合い部分に対して電子ビームを熱源として溶接接合する方法を開示しているが、電子ビーム溶接の宿命として真空チャンバーを必要とするために、装置として高価であるだけでなく、また溶接して接合される物品を真空チャンバー内に収納して溶接する必要があるために加工サイズにも制約がある。
【0005】
また、特許文献2は、摩擦圧接法による定着ロールを提案している。しかし、摩擦圧接法は、対向させた材料の接合面に圧力を付与しつつ密接させ、その材料を高速度で回転させながら発生する摩擦熱により材料を溶融させて接合する方法である。従って、溶融した金属がバリとなって接合部位から押し出されること、軸部材とロール胴体とを接合させるためには構造的な制約があること、さらには大がかりな加工機械を必要とするので摩擦圧接法にも加工サイズの制約があり、汎用性がない。
【0006】
また、特許文献3には、溶接手段としてレーザービームや電子ビームを利用してロールを作製する方法が開示されている。レーザービーム溶接法や電子ビーム溶接法は溶加材を使用しないという特徴があり、熱エネルギーを局所に集中できるという利点はあるが、種々雑多なサイズの各種工業用ロールを対象とするには汎用性に欠けていて実用的ではない。
【0007】
さらに、特許文献4、特許文献5、特許文献6および特許文献7には、部材の接合手段として抵抗溶接を利用してロールを製造する方法が開示されている。抵抗溶接法も溶加材を使用しないという特徴はあるが、摩擦圧接法と同様に接合させる部材を面一に仕上げて接合する面を接触させる必要があるだけでなく、通電して材料自体の電気抵抗で生じるジュール熱で赤熱溶融させ且つ加圧接合する方法であるため、ロールの形状に設計上の配慮が必要なことに加えて、接合面を加圧するために熱歪み以外に加工応力歪みの発生を伴うので、ロールの作製に著しい制約がある。
このように、溶加材を使用しない溶接方法にはいずれも一長一短があるので、依然として溶加材を用いる溶接方法が多用されているのである。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平8−83011号公報
【特許文献2】特開平2−300780号公報
【特許文献3】特開2003−336625号公報
【特許文献4】特開2000−275956号公報
【特許文献5】特開2001−175074号公報
【特許文献6】特開2002−108093号公報
【特許文献7】特開2002−108093号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
従来のアークにより発生した熱エネルギーを利用する溶接(例えば、TIG溶接法等)は、溶加材を併用することを必須としており、そのために、軸部材とロール胴体との接合部位に溶加材を肉盛する隙間、いわゆる開先加工部を設けるための切削加工工程を必須としている。つまり、ロール胴体の両端部に開先加工した軸部材を焼き嵌めまたは隙間嵌めし、溶加材を順次開先加工部に繰り返し肉盛溶接して接合するのが通常の方法である。例えば、繰り返し溶接回数は、開先深さが4mmで、開先幅が5mmの開先加工部に対して直径1.2mmの溶加材を使用する場合、およそ5ないし6回程度溶加材を溶融させながら積層して肉盛り溶接している。開先加工は、通常、旋盤による切削加工またはグラインダ研削によって行われているが、開先加工部を設けること自体が加工工数を増加させている。さらに、実際の溶接作業では、溶接トーチが同一開先箇所を繰り返し通過するために、結果として溶接接合部に与える熱負荷も増えることになり、被熱による接合部の残留応力も熱負荷に比例して増大する。このように、溶加材を使用する従来の溶接法では、溶接部近傍のロール胴体と軸部材には熱歪が発生するので、溶接後には熱歪の除去のための熱処理や変形した部位の除去加工などを行った後、最終的にロールとしての寸法や形状精度を確保するための切削加工やグラインダ研磨加工を必須としている。ここで、切削除去すべき変形量(歪量)が増加すれば、当然機械的に除去する加工工数も増大することになる。歪の発生程度は、ロール胴体と軸部材の素材である鉄鋼材料の鋼種やサイズやそれまでの加工履歴により変化するが、除去すべき量(肉厚)が多ければ、除去代を見込んだ余分な部材寸法の設計を必要とするのは言うまでもない。
【0010】
また、溶接開先加工部に溶加材を溶融させながら肉盛り積層する方法の難点として、肉盛りされた溶加材に溶接欠陥が発生する確率が高いという問題がある。つまり、従来から一般に行われている工業用ロールの製造方法は、溶加材の使用を必須としており、それに付随する溶接開先加工の実施および溶接接合部に生じる熱歪や溶接欠陥の発生等の問題に加えて、溶接後の形状や寸法精度確保のために、余分に見込んだ除去代を切削除去しなければならないなど、加工工数や省資源および省エネルギーの観点から見て数多くの課題がある。
【0011】
本発明は従来の技術の有するこのような問題点に鑑みてなされたものであって、その目的は、アークにより発生した熱を利用して、溶加材を使用することなくロール胴体と軸部材が接合されている工業用ロール及びその製造方法を提供することにある。
【課題を解決するための手段】
【0012】
本発明者は、以下に詳細に説明するように、上記課題を解決するための予備試験として、溶加材を使用しない溶接接合方法として汎用性があり、熱量の高いプラズマ溶接機のプラズマアークを利用した板材による接合試験を実施した。
(1)プラズマアーク溶接試験片とTIG溶接試験片の溶接部硬度比較試験
本発明者は、汎用のプラズマアーク溶接およびTIG溶接によって鋼材を接合する場合の溶接部の硬度を比較する目的で、幅が50mm、長さが100mm、厚みが4mmのSUS304製の板材と、同サイズのSS400製板材を、それぞれ2枚ずつ準備した。図1はその接合方法を概略的に示す図で、左側の図1(a)は、開先加工を行わずにSS400(1)の幅が50mmの辺とSUS304(2)の幅が50mmの辺を突き合わせてプラズマアーク溶接する方法を示し、右側の図1(b)は、SS400(1)の幅が50mmの辺とSUS304(2)の幅が50mmの辺を突き合せて、その突き合わせ部に開先加工(W)を施して、その開先加工部に溶加材を肉盛り積層してTIG溶接する方法を示す。図1(a)(b)において、thは厚み方向を示し、Lは長さ方向を示す。以下の表1は、プラズマアーク溶接条件とTIG溶接条件を示す。
【0013】
【表1】
【0014】
以上のようにして溶接したSS400とSUS304の幅が50mmの辺同士を突き合せて幅方向の中央部で長さ方向(幅方向に対して垂直方向)に切断し、切断面の溶接接合部及びその近傍の硬度を測定した。硬度測定点を図2に示し、硬度測定結果を図3に示す。図2において、No1、2、3、・・・21、22と表示した黒い点状の箇所が硬度測定点である。左側の部材がSS400(1)であり、右側の部材がSUS304(2)である。それら両部材は溶接接合部(3)を介して対峙しており、SS400(1)と溶接接合部(3)、SUS304(2)と溶接接合部(3)をわける曲線が境界部である。図3において、横軸の数字1〜22は図2に示した硬度測定点に対応し、縦軸は硬度(ビッカースHV)を示し、記号「●」がプラズマアーク溶接試験片の硬度を示し、記号「□」がTIG溶接試験片の硬度を示す。図3に明らかなように、プラズマアーク溶接試験片の溶接部の硬度はTIG溶接試験片の溶接部の硬度および母材の硬度よりも充分に大きく、溶加材を使用せずに溶接するプラズマアーク溶接法によれば、極めて高硬度の接合部を有する接合部材を提供しうることが分かる。
【0015】
(2)プラズマアーク溶接試験片とTIG溶接試験片の引張試験
本発明者は、汎用のプラズマアーク溶接およびTIG溶接によって鋼材を接合する場合の引張り強さを比較する目的で、幅が50mm、長さが100mm、厚みが4mmのSUS304製の板材と、同サイズのSS400製板材を、それぞれ4枚ずつ準備し、上記した図1(a)または図1(b)に示すように接合した。そして、立フライス盤にて、図4(a)に示す矩形状の試片を、図4(b)に示すような形状の最狭部が12mmである引張試験片に加工した。そして、引張試験を行った結果、いずれの試験片もSS400の母材側で破断した。このことは、プラズマアーク溶接による接合部の強度が母材強度よりも大きいことを示し、十分に実用に耐えることが分かった。以下の表2は、引張試験結果を示す。
【0016】
【表2】
【0017】
(3)プラズマアーク溶接試験片とTIG溶接試験片の曲げ試験
本発明者は、汎用のプラズマアーク溶接およびTIG溶接によって鋼材を接合する場合の曲げ強さを比較する目的で、幅が50mm、長さが100mm、厚みが4mmのSUS304製の板材と、同サイズのSS400製板材を、それぞれ4枚ずつ準備し、上記した図1(a)または図1(b)に示すように接合し、立フライス盤にて、図4(a)に示す矩形状の試片を、図4(b)に示すような形状の最狭部が12mmである試験片に加工した。そして、図5に示すように、その試験片(4)に荷重(L)を付加して曲げ試験を行った。5は試験片(4)を支えるサポートロールである。図6(a)は、曲げ試験後の試験片(4)を矢示方向E(図5参照)から見た外観を示す写真である。図6(b)は、図6(a)の試験片の湾曲部中央付近を拡大して示す写真(10倍)である。以下の表3は、曲げ試験結果を示す。
【0018】
【表3】
【0019】
表3に示すように、プラズマアーク溶接もTIG溶接も割れ発生や欠陥発生が見られず、プラズマアーク溶接による接合方法が十分に実用に耐えることが分かった。
(4)模擬ロールの作製
ロール胴体として、STKM13A鋼からなる、内径80mm、外径100mm、長さ100mmの円筒形状物を2つ準備し、その内径が80.2mmになるように切削加工した。また、軸部材として、S25C鋼からなる、外径80mm、長さ50mmの円柱形状物を4つ準備し、各円柱形状物について、上記ロール胴体との接合部となる外周部分を切削加工して外径を79.9mmにし、ロール胴体から突出する軸部の長さが20mm、軸部の外径が20mmになるように切削加工した。そして、かかる形状の2本の軸部材を上記ロール胴体の両端部に嵌入し、プラズマ溶接機により電流値150A、トーチ移動速度200mm/分、ロール胴体および軸部材の嵌合部とタングステン電極との間の距離を4mmとしてプラズマアークを発生させてロール胴体と軸部材を接合し、模擬ロール2本を作製した。
【0020】
その後、1本の模擬ロールの接合面を径方向に切断して、断面のマクロ観察(10倍)行うと、母材溶け込みによる接合深さ(STKA13A鋼とS25C鋼がプラズマアークの熱により溶解接合した長さ)が4.8mmであることを確認した。もう1本の模擬ロールについて、軸部をつかんで軸方向に荷重を付加して軸部を引き抜いたときの強度(接合強度)を求めると、40kg/mm2以上となり、母材の引張り強さとほぼ同レベルの強さを有していることが分かった。また、マクロ観察を行った先の模擬ロールの接合面の径方向断面について200倍のミクロ観察を行うと、ブローホール等の溶接欠陥や低温割れ等の欠陥は見られず、ロール胴体と軸部の接合に問題がないことを確認した。また、この模擬ロールの接合面の径方向断面のビッカース硬度(HV)は230ないし250あり、母材のSTKM13Aの硬度と同レベルであることを確認した。
【0021】
本発明に係る工業用ロールは、ロール胴体と軸部材とを焼き嵌め又は隙間嵌めにより嵌合させて、当該嵌合部に溶加材を用いることなくロール胴体と軸部材とを接合して作製することができる。本発明は溶加材を用いることなく、タングステン電極と被接合材との間で生じる放電アークまたはプラズマアークを利用して溶接する方式であり、溶加材を使用しない溶接方法としては、電子ビーム溶接、レーザービーム溶接、抵抗溶接、摩擦圧接などもあるが、これらの溶接方法は、真空チャンバーやレーザー発信器や加圧装置など特別な接合装置を必要としており、各種工業用ロールの作製に適用するには汎用性に欠ける。その点で、局所に集中的に入熱する方式である、タングステン電極を利用した放電アークまたはプラズマアークを利用する本発明の接合方法は各種工業用ロールの作製に適しているといえる。本発明の接合方法を実施する場合において、溶融接合に必要な温度は10000℃以上であるから、特にプラズマアークは局所入熱性とアーク温度が高いので、より好ましい。また、アーク放電させるタングステン電極と被接合部の間の距離は2〜10mm、好ましくは4〜5mmの範囲である。本発明の接合方法によれば、溶接開先加工工程と溶加材が不要なだけでなく、接合部の同一部位及びその近傍に溶接トーチから繰り返し付与される入熱回数を少なくできるので、接合部の熱歪発生量も低減できる。そこで、溶接後に切削除去すべき余肉量が少なくなるので、ロール胴体の素材として選定する鋼材の外径と肉厚を必要以上に過大寸法とする必要はない。その結果、設計仕様を満足させるためにロール胴体の切削加工や研削加工など後加工工数を大幅に低減しうるとともに省資源化を同時に達成できる。
【発明の効果】
【0022】
本発明は溶加材を使用することなく、タングステン電極と被接合材との間で発生するアーク熱源のみでロール胴体と軸部材とを溶融・接合することを可能としたため、印刷用や製紙用や光学シート・フィルムの製造等に使用することができる各種工業用ロールの製造コストを大幅に低減することが可能である。また、1回の溶接トーチの通過で接合しうるので、接合部の受熱量が少なく、溶接後のロールに保持される熱による残留応力が少ない。従って、高温環境や温度可変環境で使用される各種工業用ロールに適用した場合、形状精度を安定して保持することが可能である。その結果、かかる工業用ロールを使用して製造される紙や光学シート・フィルムなどの品質を向上させることができる。
【図面の簡単な説明】
【0023】
【図1】図1(a)はプラズマアーク溶接方法の概略を示す図、図1(b)はTIG溶接方法の概略を示す図である。
【図2】図2は、図1(a)または図1(b)で示すようにして溶接した試験片の硬度測定点を示す図である。
【図3】図3は、図2に示す各硬度測定点の硬度測定結果を示す図である。
【図4】図4(a)は引張試験片に加工する前の試片の平面図、図4(b)は引張試験片の平面図である。
【図5】図5は曲げ試験方法を説明する図である。
【図6】図6(a)は曲げ試験後の試験片の湾曲状態を示す写真、図6(b)はその試験片の湾曲部中央付近を拡大して示す写真である。
【図7】図7は本発明の接合方法の一例を工程順に示す概略図である。
【図8】図8は、後記する図9および図10の接合部断面写真を撮影した部分を説明するための図である。
【図9】図9はプラズマアーク溶接による接合部断面を示す写真である。
【図10】図10はTIG溶接による接合部断面を示す写真である。
【図11】図11はTIG溶接による接合方法の一例を工程順に示す概略図である。
【発明を実施するための形態】
【0024】
本発明のロール製造方法の一例について図7を参照しながら説明する。図7において、6、6は鉄鋼材料製の中実円柱形状の軸部材、7は鉄鋼材料製の円筒形状のロール胴体である。図7(b)(c)に示すように、軸部材(6)の外径部およびロール胴体(7)の内径部の一部を、例えば旋盤により切削加工し、図7(d)に示すように、焼き嵌め又は隙間嵌めにより、軸部材をロール胴体に組み込む。隙間嵌めにおいて許容し得る間隙寸法は2.0mmが限界であるが、取り付け精度と溶接後の引けを考慮すれば、1.0mm以下が好ましい。図7(e)に示すように、ロール胴体と軸部材が平行になるように位置精度を保持し、ロール胴体と軸部材との接合部位に平行にプラズマトーチ(8)をセットする。9はタングステン電極である。そして、図7(f)に示すように、上記のようにプラズマアーク溶接によりロール胴体と軸部材とを接合することによってロール(10)を得る。
【0025】
プラズマアークによる溶接は回転テーブル上で行い、回転装置は回転速度の制御が可能な設備であることが好ましく、図7(e)に示すように、ロール胴体と軸部材が平行である状態を保持したままでロール胴体と軸部材を一定の回転数で回転させながら、陽極であるロール胴体および軸部材と、陰極であるタングステン電極との間に所定の間隙を保持しつつ、陰極と陽極のあいだに一定量の電流を流すことによって、強力なプラズマアークの熱によりロール胴体と軸部材の一部を溶融させて接合する。この場合の嵌合部の形状は円形であるため、接合作業を進めていくと、円筒形状のロール胴体の内部が密閉状態となり、内部に充満している空気が膨張するため、接合部に接合欠陥(いわゆる、ブローホール)が発生することがある。つまり、充満した空気が接合面から噴出するために接合部に孔があくのである。その防止策として、接合前の軸部材(6)に空気抜き用の孔をあける必要がある。また、別の方法として、接合前の軸部材(6)およびロール胴体(7)の接合面となる部位に螺旋状の溝を旋盤等により加工することもブローホール防止に有益である。軸部材とロール胴体の接合部位がロール胴体の外周面である場合は、接合部に対してプラズマアークの熱源を垂直方向から当てることになるが、目標とする接合部位に対して垂直方向とはせずに回転方向とは逆方向にわずか(例えば、3ないし5mm)ずらしてプラズマアーク熱源をセットすることにより、母材が溶解した金属のたまり、いわゆる溶融池をちょうど円周上に形成できるうえに深さ方向(内側方向)に対する熱量を安定化することが可能となる。なお、炭素の含有量が多い部材を溶接する場合、溶接後に割れが発生することがあるので、この場合、接合部を予備加熱しておくことが好ましい。
【0026】
なお、プラズマアーク溶接後に接合部が急冷されることによる割れの発生を防止するため、後熱処理が必要となる場合がある。さらに、接合部の溶融および固着深さについては、溶接機の電流値、燃焼ガス量、被接合部材の回転速度、被接合部材とトーチ間の距離およびトーチ径の各要因を調整することにより可能であり、燃焼ガスに少量のH2ガスを添加することにより溶接深さを深くすることが可能になる。
【0027】
図8は、互いに異なる被接合部材(11)と(12)とを溶接した場合の接合部及びその近傍を示す図であり、図9は、図8においてSTKM13A鋼(11)とS25C鋼(12)とを本発明のプラズマアーク溶接法により溶接したときの図8の丸印部分を拡大して示す接合部断面の写真(10倍)であり、図10は、図8においてSTKM13A鋼(11)とS25C鋼(12)とを従来のTIG溶接法により溶接したときの図8の丸印部分を拡大して示す接合部断面の写真(10倍)である。本発明のプラズマアーク溶接法によって溶接したものは溶接トーチをわずか1パスの入熱操作で母材を溶解させるため、母材溶解部の輪郭(図9において点線で示す部分)がきれいな円弧形状となる。一方、溶加材を併用する従来のTIG溶接法は、溶加材を数回にわたり溶着、積層させているため、溶解部の輪郭(図10において点線で示す部分)はきれいな円弧形状とならず、複数個の曲面形状から形成されていることが確認できる。また、接合部の表面形状は、図9に示す本発明のプラズマアーク溶接法によって溶接したものは平坦であるが、図10に示す従来のTIG溶接法で溶接したものは、溶加材を溶着、積層させているため、外側にふくらんだ凸形状になっていることが分かる。さらに、本発明による溶接方法は円筒形状の接合部材に対して溶接開先を必要としないことが特徴であるため、溶加材を多層にわたって併用する必要がなく、溶接欠陥の発生率を著しく低減することが可能である。従って、接合工数のみならず溶接欠陥部位の補修工数も大幅に低減することが可能である。
【0028】
図11は、従来のTIG溶接法による工業用ロールの代表的な製作工程の一例を示す図である。TIG溶接法では、図7に示す本発明の方法に比べて、軸部材に溶接開先加工(W)を施す必要があることと、溶加材(13)を溶融肉盛りする必要があることと、溶接後に接合面を平坦化するために旋盤等により機械加工(M)を施す必要があるという、余分な工程が付加される。14はTIG溶接トーチ、15はTIG溶接によりロール胴体と軸部材とを接合した後、接合面の平坦化のために機械加工を施すことによって得たロールである。
【実施例】
【0029】
以下に本発明の実施例を説明するが、本発明は下記実施例に限定されるものでなく、本発明の技術的範囲を逸脱しない範囲において適宜修正や変更が可能であることは言うまでもない。
【0030】
光学フィルム製造ラインで使用する、STKM13A鋼からなる外径250mm、肉厚8mmのロール胴体を有する、胴長3000mm、軸部を含む全長3700mmのロール2本を、本発明のプラズマアーク溶接法で製造するとともに、比較のために従来のTIG溶接法で製造した。このロールの外観は図7(f)と図11(h)に示すとおりである。以下の表4にその溶接条件と溶接結果を示す。
【0031】
【表4】
【0032】
表4に示すように、本発明のプラズマアーク溶接法は従来のTIG溶接法に比べて、溶接時間が短く、溶接後のロール胴体変形量が少なく、溶接後に接合面を平坦化するために切削除去する肉厚が少ない。このように、すべての項目において、従来の溶接方法を凌駕している。なお、表4において、溶接後のロール胴体変形量とは、「溶接後にロール胴体外周の中で中心に向かって縮む部位があり、一方、縮みを相殺するように外側に向かって膨らむ部位があり、溶接後のロール胴体外径が溶接前のロール胴体外径250mmに比べて変化するので、溶接後のロール胴体外径から溶接前のロール胴体外径を差し引いた数値(絶対値)の範囲」をいい、溶接後ロール胴体除去肉厚とは、「熱歪により変形した部位を除くために全周にわたり切削除去したロール胴体の厚み量」をいう。
【産業上の利用可能性】
【0033】
本発明によれば、省資源および産業廃棄物の低減を図り、印刷用や製紙用や光学シート・フィルムの製造等に使用することができる各種工業用ロールを経済的に製造することができる。
【符号の説明】
【0034】
1 SS400
2 SUS304
3 溶接接合部
4 引張試験片
5 サポートロール
6 軸部材
7 ロール胴体
8 プラズマトーチ
9 タングステン電極
10 プラズマアーク溶接により得たロール
11 被接合部材
12 被接合部材
13 溶加材
14 TIG溶接トーチ
15 TIG溶接により得たロール
W 溶接開先加工
L 荷重
M 機械加工
【特許請求の範囲】
【請求項1】
円筒形状または円柱形状のロール胴体の両端部に軸部材を嵌合させ、当該嵌合部に溶加材を用いることなくアーク熱源を供給することにより、嵌合部を溶融させてロール胴体と軸部材とを接合することを特徴とする工業用ロールの製造方法。
【請求項2】
アーク熱源は、タングステン電極によるプラズマアークまたは放電アークであることを特徴とする請求項1記載の工業用ロールの製造方法。
【請求項3】
請求項1または2記載の方法により製造した工業用ロール。
【請求項1】
円筒形状または円柱形状のロール胴体の両端部に軸部材を嵌合させ、当該嵌合部に溶加材を用いることなくアーク熱源を供給することにより、嵌合部を溶融させてロール胴体と軸部材とを接合することを特徴とする工業用ロールの製造方法。
【請求項2】
アーク熱源は、タングステン電極によるプラズマアークまたは放電アークであることを特徴とする請求項1記載の工業用ロールの製造方法。
【請求項3】
請求項1または2記載の方法により製造した工業用ロール。
【図4】


【図5】
【図7】
【図8】
【図11】
【図1】

【図2】
【図3】
【図6】

【図9】
【図10】
【図5】
【図7】
【図8】
【図11】
【図1】
【図2】
【図3】
【図6】
【図9】
【図10】
【公開番号】特開2012−245555(P2012−245555A)
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願番号】特願2011−120306(P2011−120306)
【出願日】平成23年5月30日(2011.5.30)
【出願人】(000155470)株式会社野村鍍金 (11)
【Fターム(参考)】
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願日】平成23年5月30日(2011.5.30)
【出願人】(000155470)株式会社野村鍍金 (11)
【Fターム(参考)】
[ Back to top ]