
有機電解液系蓄電デバイス
【課題】本発明は、ガスバリア性、耐熱性、耐薬品性などに優れたフィルムで適切に外装されており、高湿度環境下や高温環境下においても優れた耐久性を示す有機電解液系蓄電デバイスを提供することを目的とする。
【解決手段】本発明に係る有機電解液系蓄電デバイスは、任意の平面方向における線膨張係数が25ppm/℃以下であり、且つMD方向に対するTD方向の線膨張係数の比が3以下であるサーモトロピック液晶ポリマーフィルムにより外装されていることを特徴とする。
【解決手段】本発明に係る有機電解液系蓄電デバイスは、任意の平面方向における線膨張係数が25ppm/℃以下であり、且つMD方向に対するTD方向の線膨張係数の比が3以下であるサーモトロピック液晶ポリマーフィルムにより外装されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、有機電解液系蓄電デバイスに関するものである。
【背景技術】
【0002】
近年、蓄電デバイスには、より一層の高エネルギー密度化や高出力化が求められている。よって、例えばリチウムイオン電池や電気二重層キャパシタなど、作動電圧を高くできる有機電解液系蓄電デバイスが普及している。
【0003】
かかる蓄電デバイスでは、形状維持の他、有機電解液を水分から保護すべく外部からの水分混入を防止するため、一般的には金属ケースが用いられている。しかし、さらなる高エネルギー密度化や薄型化を考慮した場合、金属ケースは厚く重いため、より軽量で薄型化可能な樹脂製外装材の使用が進められている。
【0004】
現在主流の樹脂製外装材は、PET(ポリエチレンテレフタレート)、PP(ポリプロピレン)、PE(ポリエチレン)などの樹脂フィルムとアルミニウム箔とを多層に積層したものである。例えば特許文献1〜2には、電池用外装体の材料として、樹脂フィルムと金属箔との積層体が開示されている。しかし、かかる外装材は、耐透湿性やガスバリア性を確保するため多層化する必要があり、外装材自身が厚いものにならざるを得ないので、蓄電デバイスの軽量化という課題を解決できず、コストが高くなる上に、短絡といった問題も生じる。
【0005】
また、携帯機器など使用期間の比較的短いデバイスでは問題ないが、産業用機器や自動車機器などへの搭載が進んだ場合、蓄電デバイスの使用期間としては10年以上が必要であるので、蓄電デバイスの耐久性などを一層高められるような外装材が求められている。
【0006】
液晶ポリマーは、耐透湿性、ガスバリア性、耐熱性、接着性などに優れているといった特性を有する。しかしながら、一般的な液晶ポリマーは分子が剛直であり配向性が高く、また、温度の上昇により粘度が急激に低下するため成形が難しいという問題があるので、リチウムイオン電池や電気二重層キャパシタなどの蓄電デバイス用外装材として用いるのは難しい面がある。
【0007】
そこで、特許文献3に記載の技術では、液晶ポリマーにエチレン共重合体を混合して薄型電池用の外装材としている。しかし他の樹脂を混ぜれば、ガスバリア性や耐薬品性といった液晶ポリマー特有の優れた性質は当然に低下することになってしまう。
【0008】
また、特許文献4には、角型電気化学素子の外装ケース素材として、ガラス繊維やタルクなどを添加して異方性が低減された液晶ポリマーフィルムが記載されている。しかし、フィラーを添加すれば異方性は低減されるかもしれないが、やはりガスバリア性などが低下する。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平11−213965号公報
【特許文献2】特開2005−136401号公報
【特許文献3】特開平9−77960号公報
【特許文献4】特開平10−70053号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
上述したように、蓄電デバイスの外装材として液晶ポリマーフィルムが検討されているが、優れたガスバリア性といった特性を活用しきれていないものが多く、特に有機電解液系蓄電デバイスの耐久性を高め得るような外装材は未だ実用化されていない。また、液晶ポリマーフィルムは熱融着する際に寸法変化を起こし易いため、蓄電デバイスを適切に密封し難いという問題もあった。
【0011】
そこで本発明は、ガスバリア性、耐熱性、耐薬品性などに優れたフィルムで適切に外装されており、高湿度環境下や高温環境下においても優れた耐久性を示す有機電解液系蓄電デバイスを提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明者は、上記課題を解決するために鋭意研究を重ねた。その結果、外装材として液晶ポリマーフィルムを用い、且つ当該液晶ポリマーフィルムの平面方向における線膨張係数と共に、MD方向に対するTD方向の線膨張係数の比を適切に規定すれば、有機電解液系蓄電デバイスの適切な密封が可能になり、その耐久性を高められることを見出して、本発明を完成した。
【0013】
本発明に係る有機電解液系蓄電デバイスは、任意の平面方向における線膨張係数が25ppm/℃以下であり、且つMD方向に対するTD方向の線膨張係数の比が3以下であるサーモトロピック液晶ポリマーフィルムにより外装されていることを特徴とする。なお、本発明では、サーモトロピック液晶ポリマーフィルムにおいて、液晶ポリマー分子の配向方向をMD方向といい、分子の配向方向に直交する方向をTD方向というものとする。
【0014】
本発明の有機電解液系蓄電デバイスとしては、上記サーモトロピック液晶ポリマーフィルムを水に浸漬した場合における吸水率が0.1%以下であるものが好ましい。吸水率が所定値以下の液晶ポリマーフィルムで外装された有機電解液系蓄電デバイスは、大気中水分の有機電解液への浸入をより一層抑制できるため、耐久性に極めて優れるものである。
【0015】
本発明の有機電解液系蓄電デバイスにおいては、サーモトロピック液晶ポリマーフィルムの厚みを50μm以下としても、その耐久性を十分に維持することができる。かかる有機電解液系蓄電デバイスは、より一層軽量であり、また、低コストで製造できるものとして好適である。
【0016】
本発明の有機電解液系蓄電デバイスにおいて、サーモトロピック液晶ポリマーフィルムとしては、下記式(I)で表される、4,4−ジヒドロキシビフェノールとパラヒドロキシ安息香酸の重縮合体、
【0017】
【化1】

【0018】
または、下記式(II)で表される、2,6−ヒドロキシナフトエ酸とパラヒドロキシ安息香酸の重縮合体からなるものが好適である。
【0019】
【化2】
【0020】
上記サーモトロピック液晶ポリマーフィルムを外装材として用いた有機電解液系蓄電デバイスの耐久性は、本発明者により実験的に証明されている。
【発明の効果】
【0021】
本発明に係る有機電解液系蓄電デバイスは、高温や高湿といった過酷環境下においても耐久性が高い。よって本発明は、耐久性の高い蓄電デバイスとして、例えばハイブリット車や電気自動車の実用化を進めるものとして、産業上非常に有用である。
【図面の簡単な説明】
【0022】
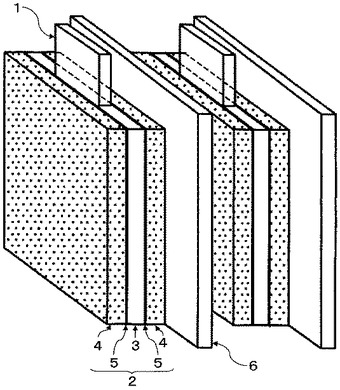
【図1】図1は、後述する実施例で作製した電気二重層キャパシタの基本構造の模式図である。図中、1は集電体に取り付けられた集電端子を示し、2は電極を示し、3は集電体を示し、4は分極性多孔質シートを示し、5は導電性中間層を示し、6はセパレータを示す。
【発明を実施するための形態】
【0023】
本発明に係る有機電解液系蓄電デバイスの外装材は、サーモトロピック液晶ポリマーからなる。
【0024】
液晶ポリマーには、溶融状態で液晶性を示すサーモトロピック液晶ポリマーと、溶液状態で液晶性を示すレオトロピック液晶ポリマーとがある。本発明に係る外装材の液晶ポリマーとしては、機械的強度が高い、線膨張係数がより小さいといった理由から、サーモトロピック液晶ポリマーが好適である。
【0025】
サーモトロピック液晶ポリマーとは、例えば、芳香族ジカルボン酸と芳香族ジオールや芳香族ヒドロキシカルボン酸などのモノマーを主体として合成される芳香族ポリエステルであって、溶融時に液晶性を示すものである。その代表的なものとしては、パラヒドロキシ安息香酸(PHB)と、テレフタル酸と、4,4’−ビフェノールから合成されるI型[下式(I)]、PHBと2,6−ヒドロキシナフトエ酸から合成されるII型[下式(II)]、PHBと、テレフタル酸と、エチレングリコールから合成されるIII型[下式(III)]が挙げられる。
【0026】
【化3】
【0027】
本発明に係るサーモトロピック液晶ポリマーフィルムとしては、その任意の平面方向における線膨張係数が25ppm/℃以下であるものを用いる。かかるサーモトロピック液晶ポリマーフィルムであれば加熱時においても寸法安定性に優れることから、加熱成形して外装部材としたり、或いは熱融着により外装部材を密封する場合において、有機電解液系蓄電デバイスを確実に被覆でき、耐久性の向上が可能となる。
【0028】
線膨張係数とは、通常、温度1℃の上昇に伴う物体の伸びと元の長さとの比をいう。よって、温度t1℃における長さをX1、温度t2℃における長さをX2とした場合における温度t1℃から温度t2℃までの線膨張係数は、式:(X2−X1/t2−t1)/X1で計算することができる。本発明では、250℃から室温までの平面方向における線膨張係数を、例えば0.33℃ごとなど所定の温度ごとに測定し、各測定値の平均とする。
【0029】
線膨張係数は、JIS K7197に準拠して、例えば以下の通り測定するものとする。先ず、試験対象であるフィルムを、試験片幅:4mm、チャック間距離:15mm、荷重:5gでTMA(熱機械分析装置)などの測定装置に固定する。そして室温から250℃まで昇温速度:5℃/分で昇温した後、そのまま1分間保持し、次いで降温速度:5℃/分で冷却する際において、250℃から室温までの0.33℃ごとに長さの変化量を測定して線膨張係数を算出する。本発明では、得られた線膨張係数の平均値を用いる。
【0030】
液晶ポリマーフィルムの平面方向における線膨張係数は、分子の配向により、通常、MD方向(分子の配向方向)で最小となり、TD方向(分子の配向方向に直交する方向)で最大となる。よって本発明では、例えば、フィルムを溶融押出法により作製した場合にはTD方向で線膨張係数を測定し、その値が25ppm/℃以下であるものを用いる。但し、TD方向で延伸し、異方性が低減されているサーモトロピック液晶ポリマーフィルムの場合には、延伸方向およびその直交方向に加え、その中間方向でも線膨張係数を測定し、その最大値が25ppm/℃であるものを選択することが好ましい。
【0031】
本発明における上記線膨張係数としては、20ppm/℃以下がより好ましく、15ppm/℃以下がさらに好ましい。
【0032】
一方、線膨張係数の下限は特に制限されないが、一般的には0ppm/℃超である。
【0033】
本発明では、MD方向に対するTD方向の線膨張係数の比(TD/MD)が3以下であるサーモトロピック液晶ポリマーフィルムを用いる。当該比が3以下であれば、有機電解液系蓄電デバイスを外装する場合でも、局所的に強度が弱くなったり或いは微細な穴が開くということもなく、有機電解液系蓄電デバイスを適切に保護することができる。
【0034】
なお、上述したとおり、液晶ポリマーフィルムの平面方向における線膨張係数は、MD方向(分子の配向方向)で最小となり、TD方向(分子の配向方向に直交する方向)で最大となる。よって、MD方向に対するTD方向の線膨張係数の比は、通常、1以上となる。
【0035】
TD/MDの値は、液晶ポリマーフィルムの異方性が小さいほど小さくなり、1に近づく。よって、TD/MDの値が3を超える場合には、TD方向でフィルムを適度に延伸することにより、TD/MDの値を低減できる。
【0036】
本発明におけるTD/MD値としては、1.0以上、3.0以下がより好ましく、1.0以上、2.0以下がさらに好ましい。
【0037】
本発明において、サーモトロピック液晶ポリマーフィルムの平面方向の線膨張係数とMD方向に対するTD方向の線膨張係数の比(TD/MD)は、液晶ポリマーの種類やフィルム厚さなどにより変化するが、一般的には、押出成形によりフィルム状とする際におけるドラフト比や、延伸時における温度、速度、倍率などを制御することにより、線膨張係数を調整することができる。具体的には、Tダイ製膜延伸法、インフレーション法、ラミネート体延伸法などにより、MD方向のみならず、TD方向にも延伸することにより、TD/MDのバランスをとりつつ、線膨張係数を本発明の規定範囲にすることが可能となる。
【0038】
中でもラミネート体延伸法は、より均一な膜厚とコントロールされた線膨張係数を幅広い材料で得られる点で好ましい。詳しくは、Tダイ押出により得られ、MD方向に分子配向している液晶ポリマーフィルムに、その溶融温度においても張力を有し且つ延伸可能な補強フィルムをラミネートし、かかるラミネート体を液晶ポリマーの融点温度以上、分解温度以下の温度範囲で、少なくともTD方向に延伸する。但し、もちろん線膨張係数やTD/MD値の調整方法は、ラミネート体延伸法や、上述した他の方法に限定されるものではない。
【0039】
有機電解液系蓄電デバイスにとり、水分は厳禁である。即ち、例えば、有機電解液が大気中の水分を吸収すると、蓄電性能が著しく低下してしまう。また、この吸水により内部の電解質材料が分解しガス発生を伴うこともあり得る。よって、有機電解液系蓄電デバイスの外装材には、特に大気中の水分を遮断するためのガスバリア性が求められる。かかるガスバリア性は、吸水率により評価することができる。吸水率が低いとフィルムを透過する水分量を低く保つことが可能となるため、この吸水率は低いことが好ましい。好ましくは0.1%以下、さらに好ましくは0.05%以下である。
【0040】
本発明において、吸水率は、例えば乾燥したフィルムを水に浸漬し、余分な水分を拭き取った後に質量を測定し、その増加分とすることができる。より具体的には、50℃で24時間乾燥した後に冷却し、いったん質量を測定する。次いで、フィルムを蒸留水中に2時間浸漬し、取り出してから水分を拭き取り、再び質量を測定する。得られた測定質量値を比較し、質量増加分を吸水率(%)とする。
【0041】
本発明に係るサーモトロピック液晶ポリマーフィルムの製造方法は特に制限されず、キャスト法や溶融押出法などの公知方法を用いればよいが、分子の配向をコントロールできるといった理由から溶融押出法が好適である。
【0042】
得られたフィルムは、主に異方性を低減するために、TD方向へ延伸することが好ましい。延伸倍率は、フィルムの異方性により調整すればよい。また、必要に応じて二軸延伸を行ってもよい。
【0043】
続いて、得られた延伸フィルムは、アニール工程に付すことが好ましい。延伸成形で残留した歪を除去する等のためである。具体的には、150〜350℃で0.5〜10分間程度加熱することが好ましい。
【0044】
本発明に係るサーモトロピック液晶ポリマーフィルムの厚さは特に制限されず、適宜調整すればよい。一般的に、厚いフィルムほどガスバリア性などの特性は高くなるので、有機電解液系蓄電デバイスの外装材として用いられる樹脂フィルムは比較的厚いものである。しかし本発明に係るサーモトロピック液晶ポリマーフィルムは、外装材として優れた特性を有し、比較的薄いものでも外装材としての役割を十分に果たすことができる。具体的には、本発明に係るサーモトロピック液晶ポリマーフィルムの厚さとしては、75μm以下が好ましく、50μm以下がより好ましく、30μm以下がさらに好ましい。一方、過剰に薄いと有機電解液系蓄電デバイスを十分に保護できないおそれがあるため、好適には10μm以上、より好ましくは15μm以上、さらに好ましくは20μm以上とする。
【0045】
有機電解液系蓄電デバイスの外装部を形成する際の熱融着をより容易に行うために、ポリプロピレンフィルムやポリエチレンフィルムなど、サーモトロピック液晶ポリマーフィルムよりも容易な熱融着が可能なフィルムを予め積層しておいてもよい。
【0046】
本発明に係るサーモトロピック液晶ポリマーフィルムにより外装すべき有機電解液系蓄電デバイスは、電解液として非水性の有機電解液を有し、水により性能が低下し得るものであれば特に制限されない。ここで、電解液としては、液状のもののみならず、電解液をゲルに浸透させたゲル状のものでも構わない。かかる有機電解液系蓄電デバイスとしては、例えば、リチウムイオン電池、電気二重層キャパシタ、およびこれらのハイブリット型電池など公知のものを挙げることができる。これら有機電解液系蓄電デバイスは、当業者であれば作製することが可能である。
【0047】
より具体的には、例えば、炭素質の電気二重層形成材料を含む電極を有し、セパレータで区切られた各電極を、テトラエチルアンモニウムテトラフルオロボレートや六フッ化リン酸リチウムなどの塩の、炭酸エチレン、炭酸プロピレン、炭酸ジメチルなどの溶液などの有機電解液に浸漬すれば、電気二重層キャパシタとすることができる。
【0048】
例えば、本発明に係る有機電解液系蓄電デバイスは、本発明に係るサーモトロピック液晶ポリマーフィルムからなる外装部材内に、電極、セパレータ、集電端子などを含む蓄電デバイスの基本構造を挿入し、有機電解液を注入した後、外装部材を密封した上で、正極端子および負極端子により集電端子をそれぞれ結合することにより製造できる。
【0049】
上記のとおり、本発明に係るサーモトロピック液晶ポリマーフィルムによる有機電解液系蓄電デバイスの外装方法としては、本発明のサーモトロピック液晶ポリマーフィルムで外装部材を作製し、その中に蓄電デバイスの基本構造と有機電解液を挿入した後、密封すればよい。密封方法としては、熱可塑性樹脂としての特性から、ヒートシール、インパスルシール、スピンウェルドなど摩擦熱による方法;レーザー、赤外線、ホットジェットなどの外部加熱法;高周波シールや超音波シールなどの内部加熱法などを用いることができる。
【0050】
なお、本発明に係るサーモトロピック液晶ポリマーフィルムは、単独でも十分に有機電解液系蓄電デバイスを保護することができ、その耐久性を向上させることができる。但し、例えばリチウムイオン電池の場合には、正極側外装部分の片面または両面にアルミ箔をラミネートし、また、負極側外装部分には銅箔をラミネートしてもよい。さらに、その表面に回路を表面実装することも可能であるし、これら金属箔を各極の集電体として使用することもできる。上記の各態様においても、本発明に係るサーモトロピック液晶ポリマーフィルムの線膨張係数が金属箔の線膨張係数との差が、従来の液晶ポリマーフィルムを用いた場合に比して顕著に小さいため、信頼性の高い回路の形成や、温度変化による反り応力が小さく信頼性の高い電池の形成が可能になる。
【実施例】
【0051】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0052】
各フィルムの物性の測定方法は、以下のとおりである。
【0053】
試験例1 線膨張係数の測定
各フィルムから10mm×5mmの試験片を得、熱機械分析装置(TMA)を用い、JIS K7197に準拠して求めた。
【0054】
試験例2 吸水率の測定
各フィルムから50mm×50mmの試験片を得、オーブンを用い50℃で24時間乾燥した後、デシケーター中で2時間冷却し、質量を測定した。23±1℃の蒸留水中に試験片を2時間浸漬し、取り出してから水分を拭き取り、質量を測定した。水中浸漬前後における質量を比較し、質量増加分から吸水率(%)を求めた。
【0055】
実施例1 本発明に係る電気二重層キャパシタの作製
(1) 液晶ポリマーフィルムの作製
サーモトロピック液晶ポリマー(住友化学社製,スミカスーパーE6000)を、スクリュー径:50mmの単軸押出機内で溶融し、その押出機先端のTダイ(リップ長さ:300mm,リップクリアランス:2.5mm,ダイ温度:350℃)より、ドラフト比:20の条件でフィルム状に押出し、冷却して厚さ125μmの液晶ポリマーフィルムを得た。使用したサーモトロピック液晶ポリマーは、4,4−ジヒドロキシビフェノールとパラヒドロキシ安息香酸の重縮合体である。この液晶ポリマーフィルムの両面に、厚さ40μmの多孔質ポリテトラフルオロエチレン(PTFE)フィルム(平均孔径:0.2μm,空孔率:80%)を、一対の熱ロール(温度:330℃、ロール周速:2m/分)を有するラミネーターで熱圧着した後、一対の冷却ロール(温度:150℃)を通して冷却した。得られた積層体を、延伸温度が350℃、延伸速度が20%/秒、MD方向、TD方向の延伸倍率がTD/MDの線膨張係数比で1.1になるようそれぞれ調整し、二軸延伸機で延伸した。その後、多孔質PTFEフィルムを除去し、厚さ25μmの液晶ポリマーフィルムを得た。
【0056】
(2) 分極性多孔質シートの作製
活性炭粉末(クラレケミカル社製,RP−20,比表面積:2000m2/g,平均粒径:8μm)85質量部、ケッチェンブラック(ケッチェンブラックインターナショナル社製,EC600JD)7質量部、PTFE粉末8質量部からなる混合物に、エタノール100質量部を加えて混練し、ロール圧延により幅:100mm、厚み:0.3mm、空孔率:65%、平均孔径:0.8μmで長尺の分極性多孔質シートを得た。
【0057】
(3) 集電体
集電体としては、幅:150mm、厚み:50μmの高純度エッチドアルミニウム箔(KDK社製,C513)を用いた。
【0058】
(4) 導電性接着剤の調製
炭素材として、灰分:0.02%、平均粒径:4μmの天然鱗片状黒鉛(日立粉末冶金製,黒鉛粉末)75質量部、および灰分:0.02%、平均粒径(一次粒子径):35nmのアセチレンブラック(電気化学工業製,デンカブラック)25質量部を用いた。また、合成ゴムとして、SBRラテックス(JSR製,グレード0850)を用いた。炭素材20質量部に対して合成ゴムを3質量部混合して、導電性接着剤を得た。
【0059】
(5) 電極の製造
上記集電体の両面に、塗布ロールにより導電性接着剤を塗布した。塗布量は、片面当たり30g/m2(乾燥後の量で7g/m2)とした。塗布後、集電体の導電性接着剤塗布面(両面)に長尺の分極性多孔質シートを重ね、クリアランス:70%の圧縮ロールを通して積層シートとした。この積層シートを、温度:150℃に設定した連続熱風乾燥機内を3分で通過させ、導電性接着剤から分散媒を除去して長尺の電極を得た。
【0060】
(6) 電気二重層キャパシタの製造
上記の長尺電極から10cm角の方形状の電極を複数個打ち抜き、各電極の集電体に2cm×10cmの集電端子を溶接により取り付けた。次いで、これら電極とセパレータを図1のように組み合わせたものを15組重ねた。なお、セパレータには、延伸多孔質PTFE膜を親水化処理したセパレータ(ジャパンゴアテックス社製,BSP0102560−2,厚み:25μm,空孔率:60%)を用いた。これを150℃で72時間真空乾燥した後、上記フィルムからなる外装部材に収納した後、各集電端子に集電リードを取り付け、さらに集電リードに正極端子と負極端子を取り付けた。次に、テトラエチルアンモニウムテトラフルオロボレートの炭酸プロピレン溶液(濃度:1mol/L)を電解液として外装部材内に注入し、外装部材を熱融着して密封することにより、電気二重層キャパシタとした。
【0061】
実施例2 本発明に係る電気二重層キャパシタの作製
サーモトロピック液晶ポリマー(ポリプラスチックス社製、ベクトラA950)を、スクリュー径:50mmの単軸押出機内で溶融し、その押出機先端のTダイ(リップ長さ:300mm、リップクリアランス:2.5mm、ダイ温度:300℃)より、ドラフト比:20の条件でシート状に押出し、冷却して厚さ125μmの液晶ポリマーフィルムを得た。使用したサーモトロピック液晶ポリマーは、2,6−ヒドロキシナフトエ酸とパラヒドロキシ安息香酸の重縮合体である。この液晶ポリマーフィルムの両面に、厚さ40μmのPTFEフィルム(平均孔径:0.5μm、空孔率:80%)を、一対の熱ロール(温度:320℃、ロール周速:2m/分)を有するラミネーターで熱圧着した後、一対の冷却ロール(温度100℃)を通して冷却した。次に、得られた積層体を、延伸温度が300℃、延伸速度が20%/秒、MD方向、TD方向の延伸倍率がTD/MDの線膨張係数比で1.1になるようそれぞれ調整し、二軸延伸機で延伸した。その後、多孔質PTFEフィルムを除去し、厚さ25μmの液晶ポリマーフィルムを得た。
【0062】
当該液晶ポリマーを用い、上記実施例1と同様にして電気二重層キャパシタを作製した。
【0063】
実施例3 本発明に係る電気二重層キャパシタの作製
サーモトロピック液晶ポリマー(住友化学社製,スミカスーパーE6000)を、スクリュー径:50mmの単軸押出機内で溶融し、その押出機先端のTダイ(リップ長さ:300mm,リップクリアランス:2.5mm,ダイ温度:350℃)より、ドラフト比:10の条件でフィルム状に押出し、冷却して厚さ250μmの液晶ポリマーフィルムを得た。この液晶ポリマーフィルムの両面に、厚さ40μmのPTFE(平均孔径:0.2μm,空孔率:80%)を、一対の熱ロール(温度:330℃,ロール周速:2m/分)を有するラミネーターで熱圧着した後、一対の冷却ロール(温度:150℃)を通して冷却した。得られた積層体を、延伸温度が350℃、延伸速度が20%/秒、MD方向、TD方向の延伸倍率がTD/MDの線膨張係数比で1.5になるようそれぞれ調整し、二軸延伸機で延伸した。その後、多孔質PTFEフィルムを除去し、厚さ50μmの液晶ポリマーフィルムを得た。
【0064】
当該液晶ポリマーを用い、上記実施例1と同様にして電気二重層キャパシタを作製した。
【0065】
実施例4 本発明に係る電気二重層キャパシタの作製
サーモトロピック液晶ポリマー(住友化学社製,スミカスーパーE6000)を、スクリュー径:50mmの単軸押出機内で溶融し、その押出機先端のTダイ(リップ長さ:300mm,リップクリアランス:2.5mm,ダイ温度:350℃)より、ドラフト比:6.7の条件でフィルム状に押出し、冷却して厚さ375μmの液晶ポリマーフィルムを得た。この液晶ポリマーフィルムの両面に、厚さ40μmのPTFEフィルム(平均孔径:0.2μm,空孔率:80%)を、一対の熱ロール(温度:330℃,ロール周速:2m/分)を有するラミネーターで熱圧着した後、一対の冷却ロール(温度:150℃)を通して冷却した。得られた積層体を、延伸温度が350℃、延伸速度が20%/秒、MD方向、TD方向の延伸倍率がTD/MDの線膨張係数比で2.0になるようそれぞれ調整し、二軸延伸機で延伸した。その後、多孔質PTFEフィルムを除去し、厚さ75μmの液晶ポリマーフィルムを得た。
【0066】
当該液晶ポリマーを用い、上記実施例1と同様にして電気二重層キャパシタを作製した。
【0067】
比較例1 電気二重層キャパシタの作製
市販の厚さ50μmのPET樹脂フィルムを用い、上記実施例1と同様にして電気二重層キャパシタを作製した。
【0068】
比較例2 電気二重層キャパシタの作製
ガラス繊維入りサーモトロピック液晶ポリマー(住友化学社製,スミカスーパーE6006)を、スクリュー径:50mmの単軸押出機内で溶融し、その押出機先端のTダイ(リップ長さ:300mm,リップクリアランス:2.5mm,ダイ温度:330℃)より、ドラフト比:10の条件でフィルム状に押出し、冷却して厚さ250μmの液晶ポリマーシートを得た。この液晶ポリマーフィルムの両面に、厚さ40μmのPTFEフィルム(平均孔径:0.5μm,空孔率:80%)を、一対の熱ロール(温度:320℃,ロール周速:2m/分)を有するラミネーターで熱圧着した後、一対の冷却ロール(温度:100℃)を通して冷却した。得られた積層体を、延伸温度が350℃、延伸速度が20%/秒、MD方向、TD方向の延伸倍率がTD/MDの線膨張係数比で2.0になるようそれぞれ調整し、二軸延伸機で延伸した。その後、多孔質PTFEフィルムを除去し、厚さ50μmの液晶ポリマーフィルムを得た。
【0069】
当該液晶ポリマーを用い、上記実施例1と同様にして電気二重層キャパシタを作製した。
【0070】
上記実施例1〜4および比較例1〜2で作成したフィルムの線膨張係数と吸水率を表1に示す。
【0071】
【表1】
【0072】
試験例3 電気二重層キャパシタの静電容量密度と直流内部抵抗の測定
上記電気二重層キャパシタについて、10mA/cm2、2.7Vの条件で1500秒充電し、10mA/cm2の条件で0Vになるまで放電を行う操作を1サイクルとし、これを10サイクル連続して行った。10サイクル目における放電開始から0Vになるまでの放電曲線を積分することにより10サイクル目の充電時における電気二重層キャパシタの静電容量を求め、これを電極体積で除して静電容量密度を算出した。
【0073】
また、静電容量密度測定時に、式:V=IRを用いて直流内部抵抗を算出した。
【0074】
さらに、上記測定後、温度:40℃、湿度:90%という高湿度環境下で電気二重層キャパシタを30日間保管後、同様に静電容量密度と直流内部抵抗を測定した。別途、温度:70℃という高温環境下で電気二重層キャパシタを1000時間保管後、同様に静電容量密度と直流内部抵抗を測定した。以上の結果を表2に示す。
【0075】
【表2】
【0076】
上記結果のとおり、従来のPETフィルムで外装されたキャパシタ(比較例1)は、そのフィルム厚が50μmと比較的厚い場合であっても、過酷条件により電気的性能が低下してしまう。これは、PETフィルムのガスバリア性が低いため、空気中の水分が有機電解液に取り込まれてしまったことによると考えられる。また、ガスバリア性などに優れるサーモトロピック液晶ポリマーフィルムを用いた場合(比較例2)であっても、過酷条件下における電気性能は低下した。これは、比較例2のサーモトロピック液晶ポリマーフィルムでは、線膨張係数を低減するためにガラス繊維フィラーが添加されているものの、その線膨張係数は本発明の規定範囲よりも大きいため、外見上は問題無かったものの、延伸時や外装時においてフィルムにマクロ的な損傷が生じ、そこから水蒸気が進入したと考えられる。また、添加されたガラス繊維フィラーにより吸水率が所定値よりも高くなったため、大気中水分がキャパシタ内に浸入してしまったとも考えられる。
【0077】
それに対して、本発明に係るサーモトロピック液晶ポリマーフィルムで外装されたキャパシタは、そのフィルム厚が50μmまたは75μmの場合(実施例3〜4)、過酷条件下においても電気的性能は十分に維持された。さらに、フィルム厚が25μmと薄い場合(実施例1〜2)であっても、キャパシタの電気的性能は実用レベルで維持されていた。
【0078】
以上の結果のとおり、本発明に係る有機電解液系蓄電デバイスは、高温や高湿といった過酷環境下においても耐久性が高く、十分に実用に耐えるものであることが実証された。
【技術分野】
【0001】
本発明は、有機電解液系蓄電デバイスに関するものである。
【背景技術】
【0002】
近年、蓄電デバイスには、より一層の高エネルギー密度化や高出力化が求められている。よって、例えばリチウムイオン電池や電気二重層キャパシタなど、作動電圧を高くできる有機電解液系蓄電デバイスが普及している。
【0003】
かかる蓄電デバイスでは、形状維持の他、有機電解液を水分から保護すべく外部からの水分混入を防止するため、一般的には金属ケースが用いられている。しかし、さらなる高エネルギー密度化や薄型化を考慮した場合、金属ケースは厚く重いため、より軽量で薄型化可能な樹脂製外装材の使用が進められている。
【0004】
現在主流の樹脂製外装材は、PET(ポリエチレンテレフタレート)、PP(ポリプロピレン)、PE(ポリエチレン)などの樹脂フィルムとアルミニウム箔とを多層に積層したものである。例えば特許文献1〜2には、電池用外装体の材料として、樹脂フィルムと金属箔との積層体が開示されている。しかし、かかる外装材は、耐透湿性やガスバリア性を確保するため多層化する必要があり、外装材自身が厚いものにならざるを得ないので、蓄電デバイスの軽量化という課題を解決できず、コストが高くなる上に、短絡といった問題も生じる。
【0005】
また、携帯機器など使用期間の比較的短いデバイスでは問題ないが、産業用機器や自動車機器などへの搭載が進んだ場合、蓄電デバイスの使用期間としては10年以上が必要であるので、蓄電デバイスの耐久性などを一層高められるような外装材が求められている。
【0006】
液晶ポリマーは、耐透湿性、ガスバリア性、耐熱性、接着性などに優れているといった特性を有する。しかしながら、一般的な液晶ポリマーは分子が剛直であり配向性が高く、また、温度の上昇により粘度が急激に低下するため成形が難しいという問題があるので、リチウムイオン電池や電気二重層キャパシタなどの蓄電デバイス用外装材として用いるのは難しい面がある。
【0007】
そこで、特許文献3に記載の技術では、液晶ポリマーにエチレン共重合体を混合して薄型電池用の外装材としている。しかし他の樹脂を混ぜれば、ガスバリア性や耐薬品性といった液晶ポリマー特有の優れた性質は当然に低下することになってしまう。
【0008】
また、特許文献4には、角型電気化学素子の外装ケース素材として、ガラス繊維やタルクなどを添加して異方性が低減された液晶ポリマーフィルムが記載されている。しかし、フィラーを添加すれば異方性は低減されるかもしれないが、やはりガスバリア性などが低下する。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平11−213965号公報
【特許文献2】特開2005−136401号公報
【特許文献3】特開平9−77960号公報
【特許文献4】特開平10−70053号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
上述したように、蓄電デバイスの外装材として液晶ポリマーフィルムが検討されているが、優れたガスバリア性といった特性を活用しきれていないものが多く、特に有機電解液系蓄電デバイスの耐久性を高め得るような外装材は未だ実用化されていない。また、液晶ポリマーフィルムは熱融着する際に寸法変化を起こし易いため、蓄電デバイスを適切に密封し難いという問題もあった。
【0011】
そこで本発明は、ガスバリア性、耐熱性、耐薬品性などに優れたフィルムで適切に外装されており、高湿度環境下や高温環境下においても優れた耐久性を示す有機電解液系蓄電デバイスを提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明者は、上記課題を解決するために鋭意研究を重ねた。その結果、外装材として液晶ポリマーフィルムを用い、且つ当該液晶ポリマーフィルムの平面方向における線膨張係数と共に、MD方向に対するTD方向の線膨張係数の比を適切に規定すれば、有機電解液系蓄電デバイスの適切な密封が可能になり、その耐久性を高められることを見出して、本発明を完成した。
【0013】
本発明に係る有機電解液系蓄電デバイスは、任意の平面方向における線膨張係数が25ppm/℃以下であり、且つMD方向に対するTD方向の線膨張係数の比が3以下であるサーモトロピック液晶ポリマーフィルムにより外装されていることを特徴とする。なお、本発明では、サーモトロピック液晶ポリマーフィルムにおいて、液晶ポリマー分子の配向方向をMD方向といい、分子の配向方向に直交する方向をTD方向というものとする。
【0014】
本発明の有機電解液系蓄電デバイスとしては、上記サーモトロピック液晶ポリマーフィルムを水に浸漬した場合における吸水率が0.1%以下であるものが好ましい。吸水率が所定値以下の液晶ポリマーフィルムで外装された有機電解液系蓄電デバイスは、大気中水分の有機電解液への浸入をより一層抑制できるため、耐久性に極めて優れるものである。
【0015】
本発明の有機電解液系蓄電デバイスにおいては、サーモトロピック液晶ポリマーフィルムの厚みを50μm以下としても、その耐久性を十分に維持することができる。かかる有機電解液系蓄電デバイスは、より一層軽量であり、また、低コストで製造できるものとして好適である。
【0016】
本発明の有機電解液系蓄電デバイスにおいて、サーモトロピック液晶ポリマーフィルムとしては、下記式(I)で表される、4,4−ジヒドロキシビフェノールとパラヒドロキシ安息香酸の重縮合体、
【0017】
【化1】
【0018】
または、下記式(II)で表される、2,6−ヒドロキシナフトエ酸とパラヒドロキシ安息香酸の重縮合体からなるものが好適である。
【0019】
【化2】
【0020】
上記サーモトロピック液晶ポリマーフィルムを外装材として用いた有機電解液系蓄電デバイスの耐久性は、本発明者により実験的に証明されている。
【発明の効果】
【0021】
本発明に係る有機電解液系蓄電デバイスは、高温や高湿といった過酷環境下においても耐久性が高い。よって本発明は、耐久性の高い蓄電デバイスとして、例えばハイブリット車や電気自動車の実用化を進めるものとして、産業上非常に有用である。
【図面の簡単な説明】
【0022】
【図1】図1は、後述する実施例で作製した電気二重層キャパシタの基本構造の模式図である。図中、1は集電体に取り付けられた集電端子を示し、2は電極を示し、3は集電体を示し、4は分極性多孔質シートを示し、5は導電性中間層を示し、6はセパレータを示す。
【発明を実施するための形態】
【0023】
本発明に係る有機電解液系蓄電デバイスの外装材は、サーモトロピック液晶ポリマーからなる。
【0024】
液晶ポリマーには、溶融状態で液晶性を示すサーモトロピック液晶ポリマーと、溶液状態で液晶性を示すレオトロピック液晶ポリマーとがある。本発明に係る外装材の液晶ポリマーとしては、機械的強度が高い、線膨張係数がより小さいといった理由から、サーモトロピック液晶ポリマーが好適である。
【0025】
サーモトロピック液晶ポリマーとは、例えば、芳香族ジカルボン酸と芳香族ジオールや芳香族ヒドロキシカルボン酸などのモノマーを主体として合成される芳香族ポリエステルであって、溶融時に液晶性を示すものである。その代表的なものとしては、パラヒドロキシ安息香酸(PHB)と、テレフタル酸と、4,4’−ビフェノールから合成されるI型[下式(I)]、PHBと2,6−ヒドロキシナフトエ酸から合成されるII型[下式(II)]、PHBと、テレフタル酸と、エチレングリコールから合成されるIII型[下式(III)]が挙げられる。
【0026】
【化3】
【0027】
本発明に係るサーモトロピック液晶ポリマーフィルムとしては、その任意の平面方向における線膨張係数が25ppm/℃以下であるものを用いる。かかるサーモトロピック液晶ポリマーフィルムであれば加熱時においても寸法安定性に優れることから、加熱成形して外装部材としたり、或いは熱融着により外装部材を密封する場合において、有機電解液系蓄電デバイスを確実に被覆でき、耐久性の向上が可能となる。
【0028】
線膨張係数とは、通常、温度1℃の上昇に伴う物体の伸びと元の長さとの比をいう。よって、温度t1℃における長さをX1、温度t2℃における長さをX2とした場合における温度t1℃から温度t2℃までの線膨張係数は、式:(X2−X1/t2−t1)/X1で計算することができる。本発明では、250℃から室温までの平面方向における線膨張係数を、例えば0.33℃ごとなど所定の温度ごとに測定し、各測定値の平均とする。
【0029】
線膨張係数は、JIS K7197に準拠して、例えば以下の通り測定するものとする。先ず、試験対象であるフィルムを、試験片幅:4mm、チャック間距離:15mm、荷重:5gでTMA(熱機械分析装置)などの測定装置に固定する。そして室温から250℃まで昇温速度:5℃/分で昇温した後、そのまま1分間保持し、次いで降温速度:5℃/分で冷却する際において、250℃から室温までの0.33℃ごとに長さの変化量を測定して線膨張係数を算出する。本発明では、得られた線膨張係数の平均値を用いる。
【0030】
液晶ポリマーフィルムの平面方向における線膨張係数は、分子の配向により、通常、MD方向(分子の配向方向)で最小となり、TD方向(分子の配向方向に直交する方向)で最大となる。よって本発明では、例えば、フィルムを溶融押出法により作製した場合にはTD方向で線膨張係数を測定し、その値が25ppm/℃以下であるものを用いる。但し、TD方向で延伸し、異方性が低減されているサーモトロピック液晶ポリマーフィルムの場合には、延伸方向およびその直交方向に加え、その中間方向でも線膨張係数を測定し、その最大値が25ppm/℃であるものを選択することが好ましい。
【0031】
本発明における上記線膨張係数としては、20ppm/℃以下がより好ましく、15ppm/℃以下がさらに好ましい。
【0032】
一方、線膨張係数の下限は特に制限されないが、一般的には0ppm/℃超である。
【0033】
本発明では、MD方向に対するTD方向の線膨張係数の比(TD/MD)が3以下であるサーモトロピック液晶ポリマーフィルムを用いる。当該比が3以下であれば、有機電解液系蓄電デバイスを外装する場合でも、局所的に強度が弱くなったり或いは微細な穴が開くということもなく、有機電解液系蓄電デバイスを適切に保護することができる。
【0034】
なお、上述したとおり、液晶ポリマーフィルムの平面方向における線膨張係数は、MD方向(分子の配向方向)で最小となり、TD方向(分子の配向方向に直交する方向)で最大となる。よって、MD方向に対するTD方向の線膨張係数の比は、通常、1以上となる。
【0035】
TD/MDの値は、液晶ポリマーフィルムの異方性が小さいほど小さくなり、1に近づく。よって、TD/MDの値が3を超える場合には、TD方向でフィルムを適度に延伸することにより、TD/MDの値を低減できる。
【0036】
本発明におけるTD/MD値としては、1.0以上、3.0以下がより好ましく、1.0以上、2.0以下がさらに好ましい。
【0037】
本発明において、サーモトロピック液晶ポリマーフィルムの平面方向の線膨張係数とMD方向に対するTD方向の線膨張係数の比(TD/MD)は、液晶ポリマーの種類やフィルム厚さなどにより変化するが、一般的には、押出成形によりフィルム状とする際におけるドラフト比や、延伸時における温度、速度、倍率などを制御することにより、線膨張係数を調整することができる。具体的には、Tダイ製膜延伸法、インフレーション法、ラミネート体延伸法などにより、MD方向のみならず、TD方向にも延伸することにより、TD/MDのバランスをとりつつ、線膨張係数を本発明の規定範囲にすることが可能となる。
【0038】
中でもラミネート体延伸法は、より均一な膜厚とコントロールされた線膨張係数を幅広い材料で得られる点で好ましい。詳しくは、Tダイ押出により得られ、MD方向に分子配向している液晶ポリマーフィルムに、その溶融温度においても張力を有し且つ延伸可能な補強フィルムをラミネートし、かかるラミネート体を液晶ポリマーの融点温度以上、分解温度以下の温度範囲で、少なくともTD方向に延伸する。但し、もちろん線膨張係数やTD/MD値の調整方法は、ラミネート体延伸法や、上述した他の方法に限定されるものではない。
【0039】
有機電解液系蓄電デバイスにとり、水分は厳禁である。即ち、例えば、有機電解液が大気中の水分を吸収すると、蓄電性能が著しく低下してしまう。また、この吸水により内部の電解質材料が分解しガス発生を伴うこともあり得る。よって、有機電解液系蓄電デバイスの外装材には、特に大気中の水分を遮断するためのガスバリア性が求められる。かかるガスバリア性は、吸水率により評価することができる。吸水率が低いとフィルムを透過する水分量を低く保つことが可能となるため、この吸水率は低いことが好ましい。好ましくは0.1%以下、さらに好ましくは0.05%以下である。
【0040】
本発明において、吸水率は、例えば乾燥したフィルムを水に浸漬し、余分な水分を拭き取った後に質量を測定し、その増加分とすることができる。より具体的には、50℃で24時間乾燥した後に冷却し、いったん質量を測定する。次いで、フィルムを蒸留水中に2時間浸漬し、取り出してから水分を拭き取り、再び質量を測定する。得られた測定質量値を比較し、質量増加分を吸水率(%)とする。
【0041】
本発明に係るサーモトロピック液晶ポリマーフィルムの製造方法は特に制限されず、キャスト法や溶融押出法などの公知方法を用いればよいが、分子の配向をコントロールできるといった理由から溶融押出法が好適である。
【0042】
得られたフィルムは、主に異方性を低減するために、TD方向へ延伸することが好ましい。延伸倍率は、フィルムの異方性により調整すればよい。また、必要に応じて二軸延伸を行ってもよい。
【0043】
続いて、得られた延伸フィルムは、アニール工程に付すことが好ましい。延伸成形で残留した歪を除去する等のためである。具体的には、150〜350℃で0.5〜10分間程度加熱することが好ましい。
【0044】
本発明に係るサーモトロピック液晶ポリマーフィルムの厚さは特に制限されず、適宜調整すればよい。一般的に、厚いフィルムほどガスバリア性などの特性は高くなるので、有機電解液系蓄電デバイスの外装材として用いられる樹脂フィルムは比較的厚いものである。しかし本発明に係るサーモトロピック液晶ポリマーフィルムは、外装材として優れた特性を有し、比較的薄いものでも外装材としての役割を十分に果たすことができる。具体的には、本発明に係るサーモトロピック液晶ポリマーフィルムの厚さとしては、75μm以下が好ましく、50μm以下がより好ましく、30μm以下がさらに好ましい。一方、過剰に薄いと有機電解液系蓄電デバイスを十分に保護できないおそれがあるため、好適には10μm以上、より好ましくは15μm以上、さらに好ましくは20μm以上とする。
【0045】
有機電解液系蓄電デバイスの外装部を形成する際の熱融着をより容易に行うために、ポリプロピレンフィルムやポリエチレンフィルムなど、サーモトロピック液晶ポリマーフィルムよりも容易な熱融着が可能なフィルムを予め積層しておいてもよい。
【0046】
本発明に係るサーモトロピック液晶ポリマーフィルムにより外装すべき有機電解液系蓄電デバイスは、電解液として非水性の有機電解液を有し、水により性能が低下し得るものであれば特に制限されない。ここで、電解液としては、液状のもののみならず、電解液をゲルに浸透させたゲル状のものでも構わない。かかる有機電解液系蓄電デバイスとしては、例えば、リチウムイオン電池、電気二重層キャパシタ、およびこれらのハイブリット型電池など公知のものを挙げることができる。これら有機電解液系蓄電デバイスは、当業者であれば作製することが可能である。
【0047】
より具体的には、例えば、炭素質の電気二重層形成材料を含む電極を有し、セパレータで区切られた各電極を、テトラエチルアンモニウムテトラフルオロボレートや六フッ化リン酸リチウムなどの塩の、炭酸エチレン、炭酸プロピレン、炭酸ジメチルなどの溶液などの有機電解液に浸漬すれば、電気二重層キャパシタとすることができる。
【0048】
例えば、本発明に係る有機電解液系蓄電デバイスは、本発明に係るサーモトロピック液晶ポリマーフィルムからなる外装部材内に、電極、セパレータ、集電端子などを含む蓄電デバイスの基本構造を挿入し、有機電解液を注入した後、外装部材を密封した上で、正極端子および負極端子により集電端子をそれぞれ結合することにより製造できる。
【0049】
上記のとおり、本発明に係るサーモトロピック液晶ポリマーフィルムによる有機電解液系蓄電デバイスの外装方法としては、本発明のサーモトロピック液晶ポリマーフィルムで外装部材を作製し、その中に蓄電デバイスの基本構造と有機電解液を挿入した後、密封すればよい。密封方法としては、熱可塑性樹脂としての特性から、ヒートシール、インパスルシール、スピンウェルドなど摩擦熱による方法;レーザー、赤外線、ホットジェットなどの外部加熱法;高周波シールや超音波シールなどの内部加熱法などを用いることができる。
【0050】
なお、本発明に係るサーモトロピック液晶ポリマーフィルムは、単独でも十分に有機電解液系蓄電デバイスを保護することができ、その耐久性を向上させることができる。但し、例えばリチウムイオン電池の場合には、正極側外装部分の片面または両面にアルミ箔をラミネートし、また、負極側外装部分には銅箔をラミネートしてもよい。さらに、その表面に回路を表面実装することも可能であるし、これら金属箔を各極の集電体として使用することもできる。上記の各態様においても、本発明に係るサーモトロピック液晶ポリマーフィルムの線膨張係数が金属箔の線膨張係数との差が、従来の液晶ポリマーフィルムを用いた場合に比して顕著に小さいため、信頼性の高い回路の形成や、温度変化による反り応力が小さく信頼性の高い電池の形成が可能になる。
【実施例】
【0051】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0052】
各フィルムの物性の測定方法は、以下のとおりである。
【0053】
試験例1 線膨張係数の測定
各フィルムから10mm×5mmの試験片を得、熱機械分析装置(TMA)を用い、JIS K7197に準拠して求めた。
【0054】
試験例2 吸水率の測定
各フィルムから50mm×50mmの試験片を得、オーブンを用い50℃で24時間乾燥した後、デシケーター中で2時間冷却し、質量を測定した。23±1℃の蒸留水中に試験片を2時間浸漬し、取り出してから水分を拭き取り、質量を測定した。水中浸漬前後における質量を比較し、質量増加分から吸水率(%)を求めた。
【0055】
実施例1 本発明に係る電気二重層キャパシタの作製
(1) 液晶ポリマーフィルムの作製
サーモトロピック液晶ポリマー(住友化学社製,スミカスーパーE6000)を、スクリュー径:50mmの単軸押出機内で溶融し、その押出機先端のTダイ(リップ長さ:300mm,リップクリアランス:2.5mm,ダイ温度:350℃)より、ドラフト比:20の条件でフィルム状に押出し、冷却して厚さ125μmの液晶ポリマーフィルムを得た。使用したサーモトロピック液晶ポリマーは、4,4−ジヒドロキシビフェノールとパラヒドロキシ安息香酸の重縮合体である。この液晶ポリマーフィルムの両面に、厚さ40μmの多孔質ポリテトラフルオロエチレン(PTFE)フィルム(平均孔径:0.2μm,空孔率:80%)を、一対の熱ロール(温度:330℃、ロール周速:2m/分)を有するラミネーターで熱圧着した後、一対の冷却ロール(温度:150℃)を通して冷却した。得られた積層体を、延伸温度が350℃、延伸速度が20%/秒、MD方向、TD方向の延伸倍率がTD/MDの線膨張係数比で1.1になるようそれぞれ調整し、二軸延伸機で延伸した。その後、多孔質PTFEフィルムを除去し、厚さ25μmの液晶ポリマーフィルムを得た。
【0056】
(2) 分極性多孔質シートの作製
活性炭粉末(クラレケミカル社製,RP−20,比表面積:2000m2/g,平均粒径:8μm)85質量部、ケッチェンブラック(ケッチェンブラックインターナショナル社製,EC600JD)7質量部、PTFE粉末8質量部からなる混合物に、エタノール100質量部を加えて混練し、ロール圧延により幅:100mm、厚み:0.3mm、空孔率:65%、平均孔径:0.8μmで長尺の分極性多孔質シートを得た。
【0057】
(3) 集電体
集電体としては、幅:150mm、厚み:50μmの高純度エッチドアルミニウム箔(KDK社製,C513)を用いた。
【0058】
(4) 導電性接着剤の調製
炭素材として、灰分:0.02%、平均粒径:4μmの天然鱗片状黒鉛(日立粉末冶金製,黒鉛粉末)75質量部、および灰分:0.02%、平均粒径(一次粒子径):35nmのアセチレンブラック(電気化学工業製,デンカブラック)25質量部を用いた。また、合成ゴムとして、SBRラテックス(JSR製,グレード0850)を用いた。炭素材20質量部に対して合成ゴムを3質量部混合して、導電性接着剤を得た。
【0059】
(5) 電極の製造
上記集電体の両面に、塗布ロールにより導電性接着剤を塗布した。塗布量は、片面当たり30g/m2(乾燥後の量で7g/m2)とした。塗布後、集電体の導電性接着剤塗布面(両面)に長尺の分極性多孔質シートを重ね、クリアランス:70%の圧縮ロールを通して積層シートとした。この積層シートを、温度:150℃に設定した連続熱風乾燥機内を3分で通過させ、導電性接着剤から分散媒を除去して長尺の電極を得た。
【0060】
(6) 電気二重層キャパシタの製造
上記の長尺電極から10cm角の方形状の電極を複数個打ち抜き、各電極の集電体に2cm×10cmの集電端子を溶接により取り付けた。次いで、これら電極とセパレータを図1のように組み合わせたものを15組重ねた。なお、セパレータには、延伸多孔質PTFE膜を親水化処理したセパレータ(ジャパンゴアテックス社製,BSP0102560−2,厚み:25μm,空孔率:60%)を用いた。これを150℃で72時間真空乾燥した後、上記フィルムからなる外装部材に収納した後、各集電端子に集電リードを取り付け、さらに集電リードに正極端子と負極端子を取り付けた。次に、テトラエチルアンモニウムテトラフルオロボレートの炭酸プロピレン溶液(濃度:1mol/L)を電解液として外装部材内に注入し、外装部材を熱融着して密封することにより、電気二重層キャパシタとした。
【0061】
実施例2 本発明に係る電気二重層キャパシタの作製
サーモトロピック液晶ポリマー(ポリプラスチックス社製、ベクトラA950)を、スクリュー径:50mmの単軸押出機内で溶融し、その押出機先端のTダイ(リップ長さ:300mm、リップクリアランス:2.5mm、ダイ温度:300℃)より、ドラフト比:20の条件でシート状に押出し、冷却して厚さ125μmの液晶ポリマーフィルムを得た。使用したサーモトロピック液晶ポリマーは、2,6−ヒドロキシナフトエ酸とパラヒドロキシ安息香酸の重縮合体である。この液晶ポリマーフィルムの両面に、厚さ40μmのPTFEフィルム(平均孔径:0.5μm、空孔率:80%)を、一対の熱ロール(温度:320℃、ロール周速:2m/分)を有するラミネーターで熱圧着した後、一対の冷却ロール(温度100℃)を通して冷却した。次に、得られた積層体を、延伸温度が300℃、延伸速度が20%/秒、MD方向、TD方向の延伸倍率がTD/MDの線膨張係数比で1.1になるようそれぞれ調整し、二軸延伸機で延伸した。その後、多孔質PTFEフィルムを除去し、厚さ25μmの液晶ポリマーフィルムを得た。
【0062】
当該液晶ポリマーを用い、上記実施例1と同様にして電気二重層キャパシタを作製した。
【0063】
実施例3 本発明に係る電気二重層キャパシタの作製
サーモトロピック液晶ポリマー(住友化学社製,スミカスーパーE6000)を、スクリュー径:50mmの単軸押出機内で溶融し、その押出機先端のTダイ(リップ長さ:300mm,リップクリアランス:2.5mm,ダイ温度:350℃)より、ドラフト比:10の条件でフィルム状に押出し、冷却して厚さ250μmの液晶ポリマーフィルムを得た。この液晶ポリマーフィルムの両面に、厚さ40μmのPTFE(平均孔径:0.2μm,空孔率:80%)を、一対の熱ロール(温度:330℃,ロール周速:2m/分)を有するラミネーターで熱圧着した後、一対の冷却ロール(温度:150℃)を通して冷却した。得られた積層体を、延伸温度が350℃、延伸速度が20%/秒、MD方向、TD方向の延伸倍率がTD/MDの線膨張係数比で1.5になるようそれぞれ調整し、二軸延伸機で延伸した。その後、多孔質PTFEフィルムを除去し、厚さ50μmの液晶ポリマーフィルムを得た。
【0064】
当該液晶ポリマーを用い、上記実施例1と同様にして電気二重層キャパシタを作製した。
【0065】
実施例4 本発明に係る電気二重層キャパシタの作製
サーモトロピック液晶ポリマー(住友化学社製,スミカスーパーE6000)を、スクリュー径:50mmの単軸押出機内で溶融し、その押出機先端のTダイ(リップ長さ:300mm,リップクリアランス:2.5mm,ダイ温度:350℃)より、ドラフト比:6.7の条件でフィルム状に押出し、冷却して厚さ375μmの液晶ポリマーフィルムを得た。この液晶ポリマーフィルムの両面に、厚さ40μmのPTFEフィルム(平均孔径:0.2μm,空孔率:80%)を、一対の熱ロール(温度:330℃,ロール周速:2m/分)を有するラミネーターで熱圧着した後、一対の冷却ロール(温度:150℃)を通して冷却した。得られた積層体を、延伸温度が350℃、延伸速度が20%/秒、MD方向、TD方向の延伸倍率がTD/MDの線膨張係数比で2.0になるようそれぞれ調整し、二軸延伸機で延伸した。その後、多孔質PTFEフィルムを除去し、厚さ75μmの液晶ポリマーフィルムを得た。
【0066】
当該液晶ポリマーを用い、上記実施例1と同様にして電気二重層キャパシタを作製した。
【0067】
比較例1 電気二重層キャパシタの作製
市販の厚さ50μmのPET樹脂フィルムを用い、上記実施例1と同様にして電気二重層キャパシタを作製した。
【0068】
比較例2 電気二重層キャパシタの作製
ガラス繊維入りサーモトロピック液晶ポリマー(住友化学社製,スミカスーパーE6006)を、スクリュー径:50mmの単軸押出機内で溶融し、その押出機先端のTダイ(リップ長さ:300mm,リップクリアランス:2.5mm,ダイ温度:330℃)より、ドラフト比:10の条件でフィルム状に押出し、冷却して厚さ250μmの液晶ポリマーシートを得た。この液晶ポリマーフィルムの両面に、厚さ40μmのPTFEフィルム(平均孔径:0.5μm,空孔率:80%)を、一対の熱ロール(温度:320℃,ロール周速:2m/分)を有するラミネーターで熱圧着した後、一対の冷却ロール(温度:100℃)を通して冷却した。得られた積層体を、延伸温度が350℃、延伸速度が20%/秒、MD方向、TD方向の延伸倍率がTD/MDの線膨張係数比で2.0になるようそれぞれ調整し、二軸延伸機で延伸した。その後、多孔質PTFEフィルムを除去し、厚さ50μmの液晶ポリマーフィルムを得た。
【0069】
当該液晶ポリマーを用い、上記実施例1と同様にして電気二重層キャパシタを作製した。
【0070】
上記実施例1〜4および比較例1〜2で作成したフィルムの線膨張係数と吸水率を表1に示す。
【0071】
【表1】
【0072】
試験例3 電気二重層キャパシタの静電容量密度と直流内部抵抗の測定
上記電気二重層キャパシタについて、10mA/cm2、2.7Vの条件で1500秒充電し、10mA/cm2の条件で0Vになるまで放電を行う操作を1サイクルとし、これを10サイクル連続して行った。10サイクル目における放電開始から0Vになるまでの放電曲線を積分することにより10サイクル目の充電時における電気二重層キャパシタの静電容量を求め、これを電極体積で除して静電容量密度を算出した。
【0073】
また、静電容量密度測定時に、式:V=IRを用いて直流内部抵抗を算出した。
【0074】
さらに、上記測定後、温度:40℃、湿度:90%という高湿度環境下で電気二重層キャパシタを30日間保管後、同様に静電容量密度と直流内部抵抗を測定した。別途、温度:70℃という高温環境下で電気二重層キャパシタを1000時間保管後、同様に静電容量密度と直流内部抵抗を測定した。以上の結果を表2に示す。
【0075】
【表2】
【0076】
上記結果のとおり、従来のPETフィルムで外装されたキャパシタ(比較例1)は、そのフィルム厚が50μmと比較的厚い場合であっても、過酷条件により電気的性能が低下してしまう。これは、PETフィルムのガスバリア性が低いため、空気中の水分が有機電解液に取り込まれてしまったことによると考えられる。また、ガスバリア性などに優れるサーモトロピック液晶ポリマーフィルムを用いた場合(比較例2)であっても、過酷条件下における電気性能は低下した。これは、比較例2のサーモトロピック液晶ポリマーフィルムでは、線膨張係数を低減するためにガラス繊維フィラーが添加されているものの、その線膨張係数は本発明の規定範囲よりも大きいため、外見上は問題無かったものの、延伸時や外装時においてフィルムにマクロ的な損傷が生じ、そこから水蒸気が進入したと考えられる。また、添加されたガラス繊維フィラーにより吸水率が所定値よりも高くなったため、大気中水分がキャパシタ内に浸入してしまったとも考えられる。
【0077】
それに対して、本発明に係るサーモトロピック液晶ポリマーフィルムで外装されたキャパシタは、そのフィルム厚が50μmまたは75μmの場合(実施例3〜4)、過酷条件下においても電気的性能は十分に維持された。さらに、フィルム厚が25μmと薄い場合(実施例1〜2)であっても、キャパシタの電気的性能は実用レベルで維持されていた。
【0078】
以上の結果のとおり、本発明に係る有機電解液系蓄電デバイスは、高温や高湿といった過酷環境下においても耐久性が高く、十分に実用に耐えるものであることが実証された。
【特許請求の範囲】
【請求項1】
任意の平面方向における線膨張係数が25ppm/℃以下であり、且つMD方向に対するTD方向の線膨張係数の比が3以下であるサーモトロピック液晶ポリマーフィルムにより外装されていることを特徴とする有機電解液系蓄電デバイス。
【請求項2】
サーモトロピック液晶ポリマーフィルムを水に浸漬した場合における吸水率が0.1%以下である請求項1に記載の有機電解液系蓄電デバイス。
【請求項3】
サーモトロピック液晶ポリマーフィルムの厚みが50μm以下である請求項1または2に記載の有機電解液系蓄電デバイス。
【請求項4】
サーモトロピック液晶ポリマーフィルムが、下記式(I)で表される、4,4−ジヒドロキシビフェノールとパラヒドロキシ安息香酸の重縮合体からなる請求項1〜3のいずれかに記載の有機電解液系蓄電デバイス。
【化1】
【請求項5】
サーモトロピック液晶ポリマーフィルムが、下記式(II)で表される、2,6−ヒドロキシナフトエ酸とパラヒドロキシ安息香酸の重縮合体からなる請求項1〜3のいずれかに記載の有機電解液系蓄電デバイス。
【化2】
【請求項1】
任意の平面方向における線膨張係数が25ppm/℃以下であり、且つMD方向に対するTD方向の線膨張係数の比が3以下であるサーモトロピック液晶ポリマーフィルムにより外装されていることを特徴とする有機電解液系蓄電デバイス。
【請求項2】
サーモトロピック液晶ポリマーフィルムを水に浸漬した場合における吸水率が0.1%以下である請求項1に記載の有機電解液系蓄電デバイス。
【請求項3】
サーモトロピック液晶ポリマーフィルムの厚みが50μm以下である請求項1または2に記載の有機電解液系蓄電デバイス。
【請求項4】
サーモトロピック液晶ポリマーフィルムが、下記式(I)で表される、4,4−ジヒドロキシビフェノールとパラヒドロキシ安息香酸の重縮合体からなる請求項1〜3のいずれかに記載の有機電解液系蓄電デバイス。
【化1】
【請求項5】
サーモトロピック液晶ポリマーフィルムが、下記式(II)で表される、2,6−ヒドロキシナフトエ酸とパラヒドロキシ安息香酸の重縮合体からなる請求項1〜3のいずれかに記載の有機電解液系蓄電デバイス。
【化2】
【図1】

【公開番号】特開2011−54945(P2011−54945A)
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願番号】特願2010−173771(P2010−173771)
【出願日】平成22年8月2日(2010.8.2)
【出願人】(000107387)ジャパンゴアテックス株式会社 (121)
【Fターム(参考)】
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願日】平成22年8月2日(2010.8.2)
【出願人】(000107387)ジャパンゴアテックス株式会社 (121)
【Fターム(参考)】
[ Back to top ]