
水性コーティング剤、ガラス容器のコーティング方法及びガラス容器

【課題】搬送ラインガイドに汚れを付けにくく、充填時のライン搬送や洗浄でも滑性が低下せず、デンプン糊のラベル接着性にも優れたコールドエンドコーティング剤を提供する。
【解決手段】無水マレイン酸/α−オレフィン共重合体と、酸化ポリエチレンと、セルロース又はセルロース誘導体を含有する水性コーティング剤を、ホットエンドコーティングを施したガラス容器外面にコーティングする。無水マレイン酸/α−オレフィン共重合体はホットエンドコーティング被膜に密着し、酸化ポリエチレンによって滑性と耐摩耗性が向上し、セルロース又はセルロース誘導体によってラベル接着性が向上し、前記課題が解決される。
【解決手段】無水マレイン酸/α−オレフィン共重合体と、酸化ポリエチレンと、セルロース又はセルロース誘導体を含有する水性コーティング剤を、ホットエンドコーティングを施したガラス容器外面にコーティングする。無水マレイン酸/α−オレフィン共重合体はホットエンドコーティング被膜に密着し、酸化ポリエチレンによって滑性と耐摩耗性が向上し、セルロース又はセルロース誘導体によってラベル接着性が向上し、前記課題が解決される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガラス容器の外面にコーティングし、ガラス容器外面に十分な滑性、ラベル接着性を付与し、しかも耐摩耗性にも優れるコーティング剤、及びガラス容器にこのコーティング剤をコーティングする方法、並びにこのコーティング剤を外面にコーティングしたガラス容器に関する。
【背景技術】
【0002】
ガラスびんなどのガラス容器は、滑性を付与させるため外面にホットエンドコーティングといわれる金属酸化物(酸化スズ、酸化チタンなど)のコーティングとコールドエンドコーティングといわれるポリエチレン樹脂などのコーティングが行われている。しかし、金属酸化物コーティング被膜と樹脂コーティング被膜の密着不足、樹脂コーティング被膜の耐摩耗性不足により、搬送ラインガイドなどに樹脂が転写・付着し、ガイド汚れ、ガラス容器の滑性低下などを起こす。今後、ラインの高速化が進むことが予想され、ガイドとガラス容器との摩擦が強くなり、さらに問題が深刻化することが推定される。
【0003】
また、樹脂コーティング被膜は親水性に乏しく、デンプン糊でラベルを貼付できない、外面に付着した水が水滴となり検査で欠陥品と誤判定されるなどの問題もある。
【0004】
下記特許文献1には、ガイドに汚れを付けにくく、ラベル接着性にも優れたコールドエンドコーティング剤が開示されている。これは、ガラス容器外面に、セルロース及び水溶性高分子から成る組成物を主体とする親水性膜から、固体滑剤粒子が頭を出している被覆を形成するものである。上記セルロースは水分散性有機高分子で、水溶性有機高分子としてはポリアクリル酸ナトリウムなどのアニオン系高分子、ポリビニルアルコールなどのノニオン系高分子が使用される。
【0005】
また、下記特許文献2にもガイド汚れ、びんの滑性低下が起こりにくいコールドエンドコーティング剤が開示されている。これは、塩基の存在下、水中に分散した状態のα−オレフィン/無水マレイン酸共重合体及び該共重合体の部分反応物(モノアルキルエステル化によりグラフト変性されてなるもの)とシランカップリング剤とを含有する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3895519号公報
【特許文献2】国際公開第WO2007/097376号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
前記特許文献1のコーティング剤は、搬送ラインガイドに汚れを付けにくい、デンプン糊のラベル接着性がよい、検査機での水滴による誤判定が少ないなどの長所を有する反面、充填ライン搬送中に滑性が低下し、ガイドとの摩擦によりガラス容器がふらつき転倒するおそれがある。
【0008】
前記特許文献2のコーティング剤は、搬送ラインガイドに汚れを付けにくいという長所を有する反面、デンプン糊のラベル接着性が不十分であるという欠点を有する。
【0009】
本発明は、搬送ラインガイドに汚れを付けにくく、充填時のライン搬送や洗浄でも滑性が低下せず、デンプン糊のラベル接着性にも優れたコールドエンドコーティング剤を提供することを課題とするものである。
【課題を解決するための手段】
【0010】
〔請求項1〕
本発明は、無水マレイン酸/α−オレフィン共重合体と、酸化ポリエチレンと、セルロース又はセルロース誘導体を含有することを特徴とする水性コーティング剤である。
【0011】
〔請求項2〕
また本発明は、前記無水マレイン酸/α−オレフィン共重合体の融点が90℃〜110℃、前記酸化ポリエチレンの融点が100℃以上である請求項1に記載の水性コーティング剤である。
【0012】
〔請求項3〕
また本発明は、前記無水マレイン酸/α−オレフィン共重合体、酸化ポリエチレン、及びセルロース又はセルロース誘導体の合計の濃度が0.1〜2wt%である請求項1又は2に記載の水性コーティング剤である。
【0013】
〔請求項4〕
また本発明は、前記無水マレイン酸/α−オレフィン共重合体と、酸化ポリエチレンの重量比が1:1〜3.4である請求項1〜3のいずれかに記載の水性コーティング剤である。
【0014】
〔請求項5〕
また本発明は、前記無水マレイン酸/α−オレフィン共重合体と酸化ポリエチレンの合計と、前記セルロース又はセルロース誘導体の重量比が1:0.25〜3である請求項1〜4のいずれかに記載の水性コーティング剤である。
【0015】
〔請求項6〕
また本発明は、ホットエンドコーティングしたガラス容器の外面に請求項1〜5のいずれかに記載の水性コーティング剤をコールドエンドコーティングするガラス容器のコーティング方法であって、前記コールドエンドコーティングするときのガラス容器外面の平均温度が、前記無水マレイン酸/α−オレフィン共重合体の融点よりも高く、前記酸化ポリエチレンの融点よりも低いことを特徴とするガラス容器のコーティング方法である。
【0016】
〔請求項7〕
また本発明は、請求項6に記載のコーティング方法でコーティングを施したことを特徴とするガラス容器である。
【0017】
本発明のコーティング剤は、水の中に無水マレイン酸/α−オレフィン共重合体、酸化ポリエチレン、セルロース又はセルロース誘導体の微粒子が分散しているものである。
【0018】
無水マレイン酸/α−オレフィン共重合体は極性基であるカルボキシル基を多く持つので、ガラス面に施したホットエンドコーティング被膜との密着性が良くなる。また、無水マレイン酸/α−オレフィン共重合体は融点が低いので、コールドエンド(徐冷炉の出口付近)におけるガラス温度でも溶けやすく、ホットエンドコーティング被膜上に広い接着面積で熱融着するので、無水マレイン酸/α−オレフィン共重合体被膜は剥がれにくく、搬送ラインのガイドを汚したり滑性低下しにくい。なお、無水マレイン酸/α−オレフィン共重合体の酸変性率は10wt%以上が望ましい。
【0019】
無水マレイン酸/α−オレフィン共重合体の融点は90℃〜110℃が適当である。融点が110℃を越えるとコールドエンドでのコーティングで溶けにくくなり、ホットエンドコーティング被膜への接着性が低下する。融点が90℃に満たないと、内容物を充填するときの温水洗浄で無水マレイン酸/α−オレフィン共重合体被膜が脱落しやすくなる。
【0020】
酸化ポリエチレンは、融点100℃以上で針入度3以下の高融点、高密度であることが望ましい。融点が100℃以上であると、コールドエンドでのコーティングで溶けにくくなって微粒子としてコーティング被膜中に存在し、針入度3以下の高密度であることによって滑性が向上し、耐摩耗性が付与される。酸化ポリエチレンの融点の上限について制限はないが、通常の酸化ポリエチレンは140℃以下である。
【0021】
セルロース誘導体は、例えばカルボキシルメチルセルロース、ヒドロキシエチルセルロースなどとすることができる。セルロース又はセルロース誘導体によって、コールドエンドコーティング被膜のラベル接着性が大きく向上する。
【0022】
無水マレイン酸/α−オレフィン共重合体、酸化ポリエチレン及びセルロース(又はセルロース誘導体)の合計の濃度は0.1〜2wt%が好ましい。これら固形成分が0.1wt%に満たないと滑性付与効果が不十分となり、2wt%を越えると不経済になるばかりか、コーティング液の粘性が大きくなり均一なコーティング被膜の形成が困難になる。
【0023】
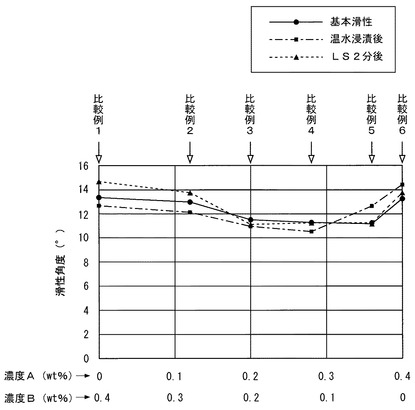
無水マレイン酸/α−オレフィン共重合体と、酸化ポリエチレンの重量比は、1:1〜3.4が好ましい。重量比がこの範囲内にあると、滑性に優れ、ガイド摩擦及び温水洗浄による滑性低下も起こりにくい(図3)。
【0024】
無水マレイン酸/α−オレフィン共重合体及び酸化ポリエチレンの合計と、セルロース又はセルロース誘導体の重量比は1:0.25〜3が好ましい。重量比が0.25に満たないとラベル接着性が不十分となり、3を越えると滑性が不十分になる。
【0025】
本発明のコーティング方法では、ガラス容器にホットエンドコーティングを施す。ホットエンドコーティングは、徐冷炉の入り口付近において、成形直後の高温のガラス容器の外面にスズ化合物(主に四塩化スズ)、チタン化合物(主に四塩化チタン)などを作用させ、ガラス容器の外面に酸化スズ、酸化チタンなどの金属酸化物被膜を形成するものである。ホットエンドコーティングを行うことにより、次工程におけるコールドエンドコーティング被膜のガラス面への接着性が向上する。
【0026】
次に、コールドエンドコーティングにより、請求項1〜5のいずれかのコーティング剤をコーティングする。コールドエンドコーティングは、徐冷炉の終端付近で行うコーティングで、このときのガラス容器外面の平均温度は通常80〜120℃程度であるが、この温度を無水マレイン酸/α−オレフィン共重合体の融点よりも高く、前記酸化ポリエチレンの融点よりも低くすることで、良好な滑性が付与され、ガイド摩擦及び温水洗浄による滑性低下が起こりにくく、ガイド汚れも防ぐことができる。
【0027】
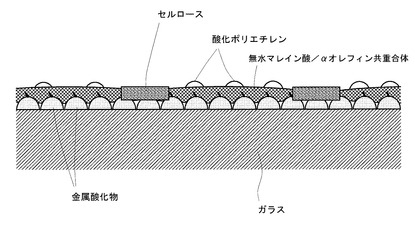
図7は、本発明のコーティング方法で形成したコーティング被膜の模式図である。無水マレイン酸/α−オレフィン共重合体はホットエンドコーティング被膜(金属酸化物)に広い面積で熱融着し、さらにカルボキシル基によってホットエンドコーティング被膜との結合が強固になっている。高密度の酸化ポリエチレンは溶けずに粒子状で存在し、滑性と耐摩耗性の向上に寄与している。
【0028】
本発明において、コールドエンドコーティングは、スプレーによる吹き付け、各種コーターによる塗布、刷毛塗り、浸漬など、コーティング方法は任意である。また、塗布したコーティング剤の乾燥方法も任意であるが、通常はガラス容器の予熱により十分に乾燥される。
【発明の効果】
【0029】
本発明により、ガラス容器に十分な滑性が付与されると共に、内容物充填時のガイド摩擦及び温水洗浄による滑性低下が起こりにくく、コーティング剤の転写によりガイドが汚れることもない。また、ガラス容器へのラベル接着性に優れるため、ラベルが不用意に剥がれてしまう事態を防止できる。
【図面の簡単な説明】
【0030】
【図1】ガラス容器に水性コーティング剤をコーティングする説明図である。
【図2】滑性測定器4の正面図(上段)及び側面図(下段)である。
【図3】比較例1〜6の滑性角度の説明図である。
【図4】実施例1及び比較例1,3,6の滑性角度の説明図である。
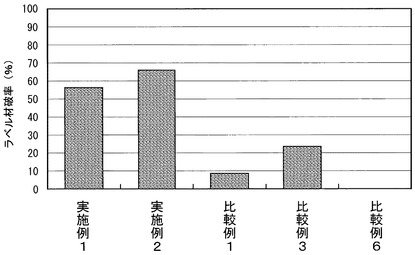
【図5】実施例1及び比較例1,3,6のラベル材破率の説明図である。
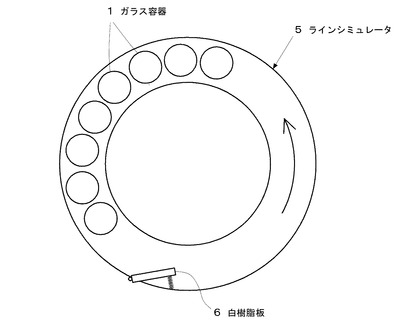
【図6】ガイド汚れ試験の説明図である。
【図7】コーティング被膜の模式図である。
【発明を実施するための形態】
【0031】
〔実施例及び比較例の作成〕
外面に酸化錫によるホットエンドコーティングを施した容量100mlのガラスびんに、次の要領でコーティングを行い、実施例1,2及び比較例1〜6のガラス容器を作成した。
【0032】
〔コーティング剤の原料〕
無水マレイン酸/α−オレフィン共重合体として、東洋アドレ株式会社製DP6001(商品名)を使用した。この無水マレイン酸/α−オレフィン共重合体の融点は104℃、酸変性率は13wt%である。
酸化ポリエチレンとして、東洋アドレ株式会社製DP5201(商品名)を使用した。この酸化ポリエチレンの融点は121℃、JIS K2235による針入度1である。
セルロースとして、旭化成株式会社製セオラスRC591(商品名)を使用した。
【0033】
〔コーティング剤の組成〕
水性コーティング剤の組成が表1の通りとなるように、前記の原料と水を混合した。
【表1】

【0034】
〔コーティング〕
図1に示すように、ガラス表面の平均温度が110℃のガラス容器を回転台2の上に載せ、2回転/分で回転させながらノズル3(いけうち社製04110)からコーティング剤を2秒間スプレーし、ガラス容器1の外面胴部にコーティング剤を塗布し、そのままコーティング剤を完全に乾燥させた。
このコーティングは、ガラス容器成形工程におけるコールドエンドコーティングに相当する。
【0035】
〔滑性測定〕
実施例及び各比較例の滑性は、図2に示す滑性測定器4を用い、日本ガラスびん協会規格「7.14 表面滑り角度測定方法」に基づいて測定した。
図2に示すように、3本のガラス容器1を保持台4aの上に俵積みし、ハンドル4bを回して保持台4aを徐々に傾斜させ、上段のガラス容器が滑り始める角度を目盛板4cで読み取り、その角度(°)をもって滑性角度とした。滑性角度が小さいほど滑性に優れていることになる。
【0036】
図1によりコーティングを施した状態のガラス容器の滑性を「基本滑性」とする。充填ラインをスムーズに流れるためには基本滑性が必要である。さらに、充填ラインでの温水洗浄や、ガイドとの摩擦による滑性低下が起こらない必要があるので、温水浸漬後及びライン搬送後の滑性を評価する必要がある。
【0037】
〔温水浸漬後滑性〕
70℃の温水に10分間浸漬したガラス容器について測定した滑性を「温水浸漬後滑性」とした。
【0038】
〔LS2分後滑性〕
ラインシミュレータ(LS)で2分間走行させたガラス容器について測定した滑性を「LS2分後滑性」とした。ラインシミュレータは、製造後に流通過程に置かれたガラス容器の表面に通常加えられるであろう物理的損傷を実験的に予測するための手段としてガラスびん業界で従来より用いられている、アメリカングラスリサーチ社製の試験装置である。
【0039】
〔無水マレイン酸/α−オレフィン共重合体と酸化ポリエチレンの重量比〕
無水マレイン酸/α−オレフィン共重合体と酸化ポリエチレンの最適な重量比(割合)を知るため、重量比をそれぞれ代えた比較例1〜6について、基本滑性、温水浸漬後滑性、LS2分後滑性を測定した。その結果を図3に示す。同図において、横軸の「濃度A」は無水マレイン酸/α−オレフィン共重合体の重量%、「濃度B」は酸化ポリエチレンの重量%である。同図に示されるように、比較例3,4は他の比較例に比べて基本滑性、温水浸漬後滑性及びLS2分後滑性が総合的に優れている。これにより、無水マレイン酸/α−オレフィン共重合体と、酸化ポリエチレンの重量比は1:1〜3.4が適当であることがわかる。
【0040】
図4は、実施例1及び比較例1,3,6の基本滑性、温水浸漬後滑性及びLS2分後滑性を比較したものである。実施例及び比較例3は比較例1,6に比べて基本滑性、温水浸漬後滑性及びLS2分後滑性が総合的に優れている。実施例1は比較例3にセルロース0.10wt%を添加したものであるが、セルロースの添加は滑性にあまり影響しない。
【0041】
〔ラベル材破率〕
ラベルの接着性を評価するため、実施例1,2及び比較例1,3,6のガラス容器外面に、でんぷん系糊のトキワノール780(商品名)で紙ラベルを貼り、それから4日以上経過後、紙ラベルを強制的に剥がして、紙ラベルがびんに残った量(割合)をラベル材破率とした。紙ラベルは片アート紙を使い、糊の量はバーコータNo.7で調整した。ラベル材破率が大きいほどラベル接着性に優れている。
【0042】
図5は、実施例1,2及び比較例1,3,6のガラス容器におけるラベル材破率の測定結果である。実施例1,2は、比較例1,3,6に対して群を抜いてラベル接着性に優れており、セルロースの量を増やすとラベル材破率も向上する。カルボキシルメチルセルロースなどのセルロース誘導体でも同様の結果となる。
【0043】
〔ガイド汚れ再現試験〕
実施例のガラス容器1について、ガイド汚れ再現試験を行った。これは、図6に示すように、ラインシミュレータ5に白樹脂板6をガラス容器の胴部が当たる個所にじゃま板として設置し、ラインシミュレータ5を33回転/分で作動させたが、白樹脂板に汚れは全く付着しなかった。
【符号の説明】
【0044】
1 ガラス容器
2 回転台
3 ノズル
4 滑性測定器
4a 保持台
4b ハンドル
4c 目盛板
5 ラインシミュレータ
6 白樹脂板
【技術分野】
【0001】
本発明は、ガラス容器の外面にコーティングし、ガラス容器外面に十分な滑性、ラベル接着性を付与し、しかも耐摩耗性にも優れるコーティング剤、及びガラス容器にこのコーティング剤をコーティングする方法、並びにこのコーティング剤を外面にコーティングしたガラス容器に関する。
【背景技術】
【0002】
ガラスびんなどのガラス容器は、滑性を付与させるため外面にホットエンドコーティングといわれる金属酸化物(酸化スズ、酸化チタンなど)のコーティングとコールドエンドコーティングといわれるポリエチレン樹脂などのコーティングが行われている。しかし、金属酸化物コーティング被膜と樹脂コーティング被膜の密着不足、樹脂コーティング被膜の耐摩耗性不足により、搬送ラインガイドなどに樹脂が転写・付着し、ガイド汚れ、ガラス容器の滑性低下などを起こす。今後、ラインの高速化が進むことが予想され、ガイドとガラス容器との摩擦が強くなり、さらに問題が深刻化することが推定される。
【0003】
また、樹脂コーティング被膜は親水性に乏しく、デンプン糊でラベルを貼付できない、外面に付着した水が水滴となり検査で欠陥品と誤判定されるなどの問題もある。
【0004】
下記特許文献1には、ガイドに汚れを付けにくく、ラベル接着性にも優れたコールドエンドコーティング剤が開示されている。これは、ガラス容器外面に、セルロース及び水溶性高分子から成る組成物を主体とする親水性膜から、固体滑剤粒子が頭を出している被覆を形成するものである。上記セルロースは水分散性有機高分子で、水溶性有機高分子としてはポリアクリル酸ナトリウムなどのアニオン系高分子、ポリビニルアルコールなどのノニオン系高分子が使用される。
【0005】
また、下記特許文献2にもガイド汚れ、びんの滑性低下が起こりにくいコールドエンドコーティング剤が開示されている。これは、塩基の存在下、水中に分散した状態のα−オレフィン/無水マレイン酸共重合体及び該共重合体の部分反応物(モノアルキルエステル化によりグラフト変性されてなるもの)とシランカップリング剤とを含有する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3895519号公報
【特許文献2】国際公開第WO2007/097376号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
前記特許文献1のコーティング剤は、搬送ラインガイドに汚れを付けにくい、デンプン糊のラベル接着性がよい、検査機での水滴による誤判定が少ないなどの長所を有する反面、充填ライン搬送中に滑性が低下し、ガイドとの摩擦によりガラス容器がふらつき転倒するおそれがある。
【0008】
前記特許文献2のコーティング剤は、搬送ラインガイドに汚れを付けにくいという長所を有する反面、デンプン糊のラベル接着性が不十分であるという欠点を有する。
【0009】
本発明は、搬送ラインガイドに汚れを付けにくく、充填時のライン搬送や洗浄でも滑性が低下せず、デンプン糊のラベル接着性にも優れたコールドエンドコーティング剤を提供することを課題とするものである。
【課題を解決するための手段】
【0010】
〔請求項1〕
本発明は、無水マレイン酸/α−オレフィン共重合体と、酸化ポリエチレンと、セルロース又はセルロース誘導体を含有することを特徴とする水性コーティング剤である。
【0011】
〔請求項2〕
また本発明は、前記無水マレイン酸/α−オレフィン共重合体の融点が90℃〜110℃、前記酸化ポリエチレンの融点が100℃以上である請求項1に記載の水性コーティング剤である。
【0012】
〔請求項3〕
また本発明は、前記無水マレイン酸/α−オレフィン共重合体、酸化ポリエチレン、及びセルロース又はセルロース誘導体の合計の濃度が0.1〜2wt%である請求項1又は2に記載の水性コーティング剤である。
【0013】
〔請求項4〕
また本発明は、前記無水マレイン酸/α−オレフィン共重合体と、酸化ポリエチレンの重量比が1:1〜3.4である請求項1〜3のいずれかに記載の水性コーティング剤である。
【0014】
〔請求項5〕
また本発明は、前記無水マレイン酸/α−オレフィン共重合体と酸化ポリエチレンの合計と、前記セルロース又はセルロース誘導体の重量比が1:0.25〜3である請求項1〜4のいずれかに記載の水性コーティング剤である。
【0015】
〔請求項6〕
また本発明は、ホットエンドコーティングしたガラス容器の外面に請求項1〜5のいずれかに記載の水性コーティング剤をコールドエンドコーティングするガラス容器のコーティング方法であって、前記コールドエンドコーティングするときのガラス容器外面の平均温度が、前記無水マレイン酸/α−オレフィン共重合体の融点よりも高く、前記酸化ポリエチレンの融点よりも低いことを特徴とするガラス容器のコーティング方法である。
【0016】
〔請求項7〕
また本発明は、請求項6に記載のコーティング方法でコーティングを施したことを特徴とするガラス容器である。
【0017】
本発明のコーティング剤は、水の中に無水マレイン酸/α−オレフィン共重合体、酸化ポリエチレン、セルロース又はセルロース誘導体の微粒子が分散しているものである。
【0018】
無水マレイン酸/α−オレフィン共重合体は極性基であるカルボキシル基を多く持つので、ガラス面に施したホットエンドコーティング被膜との密着性が良くなる。また、無水マレイン酸/α−オレフィン共重合体は融点が低いので、コールドエンド(徐冷炉の出口付近)におけるガラス温度でも溶けやすく、ホットエンドコーティング被膜上に広い接着面積で熱融着するので、無水マレイン酸/α−オレフィン共重合体被膜は剥がれにくく、搬送ラインのガイドを汚したり滑性低下しにくい。なお、無水マレイン酸/α−オレフィン共重合体の酸変性率は10wt%以上が望ましい。
【0019】
無水マレイン酸/α−オレフィン共重合体の融点は90℃〜110℃が適当である。融点が110℃を越えるとコールドエンドでのコーティングで溶けにくくなり、ホットエンドコーティング被膜への接着性が低下する。融点が90℃に満たないと、内容物を充填するときの温水洗浄で無水マレイン酸/α−オレフィン共重合体被膜が脱落しやすくなる。
【0020】
酸化ポリエチレンは、融点100℃以上で針入度3以下の高融点、高密度であることが望ましい。融点が100℃以上であると、コールドエンドでのコーティングで溶けにくくなって微粒子としてコーティング被膜中に存在し、針入度3以下の高密度であることによって滑性が向上し、耐摩耗性が付与される。酸化ポリエチレンの融点の上限について制限はないが、通常の酸化ポリエチレンは140℃以下である。
【0021】
セルロース誘導体は、例えばカルボキシルメチルセルロース、ヒドロキシエチルセルロースなどとすることができる。セルロース又はセルロース誘導体によって、コールドエンドコーティング被膜のラベル接着性が大きく向上する。
【0022】
無水マレイン酸/α−オレフィン共重合体、酸化ポリエチレン及びセルロース(又はセルロース誘導体)の合計の濃度は0.1〜2wt%が好ましい。これら固形成分が0.1wt%に満たないと滑性付与効果が不十分となり、2wt%を越えると不経済になるばかりか、コーティング液の粘性が大きくなり均一なコーティング被膜の形成が困難になる。
【0023】
無水マレイン酸/α−オレフィン共重合体と、酸化ポリエチレンの重量比は、1:1〜3.4が好ましい。重量比がこの範囲内にあると、滑性に優れ、ガイド摩擦及び温水洗浄による滑性低下も起こりにくい(図3)。
【0024】
無水マレイン酸/α−オレフィン共重合体及び酸化ポリエチレンの合計と、セルロース又はセルロース誘導体の重量比は1:0.25〜3が好ましい。重量比が0.25に満たないとラベル接着性が不十分となり、3を越えると滑性が不十分になる。
【0025】
本発明のコーティング方法では、ガラス容器にホットエンドコーティングを施す。ホットエンドコーティングは、徐冷炉の入り口付近において、成形直後の高温のガラス容器の外面にスズ化合物(主に四塩化スズ)、チタン化合物(主に四塩化チタン)などを作用させ、ガラス容器の外面に酸化スズ、酸化チタンなどの金属酸化物被膜を形成するものである。ホットエンドコーティングを行うことにより、次工程におけるコールドエンドコーティング被膜のガラス面への接着性が向上する。
【0026】
次に、コールドエンドコーティングにより、請求項1〜5のいずれかのコーティング剤をコーティングする。コールドエンドコーティングは、徐冷炉の終端付近で行うコーティングで、このときのガラス容器外面の平均温度は通常80〜120℃程度であるが、この温度を無水マレイン酸/α−オレフィン共重合体の融点よりも高く、前記酸化ポリエチレンの融点よりも低くすることで、良好な滑性が付与され、ガイド摩擦及び温水洗浄による滑性低下が起こりにくく、ガイド汚れも防ぐことができる。
【0027】
図7は、本発明のコーティング方法で形成したコーティング被膜の模式図である。無水マレイン酸/α−オレフィン共重合体はホットエンドコーティング被膜(金属酸化物)に広い面積で熱融着し、さらにカルボキシル基によってホットエンドコーティング被膜との結合が強固になっている。高密度の酸化ポリエチレンは溶けずに粒子状で存在し、滑性と耐摩耗性の向上に寄与している。
【0028】
本発明において、コールドエンドコーティングは、スプレーによる吹き付け、各種コーターによる塗布、刷毛塗り、浸漬など、コーティング方法は任意である。また、塗布したコーティング剤の乾燥方法も任意であるが、通常はガラス容器の予熱により十分に乾燥される。
【発明の効果】
【0029】
本発明により、ガラス容器に十分な滑性が付与されると共に、内容物充填時のガイド摩擦及び温水洗浄による滑性低下が起こりにくく、コーティング剤の転写によりガイドが汚れることもない。また、ガラス容器へのラベル接着性に優れるため、ラベルが不用意に剥がれてしまう事態を防止できる。
【図面の簡単な説明】
【0030】
【図1】ガラス容器に水性コーティング剤をコーティングする説明図である。
【図2】滑性測定器4の正面図(上段)及び側面図(下段)である。
【図3】比較例1〜6の滑性角度の説明図である。
【図4】実施例1及び比較例1,3,6の滑性角度の説明図である。
【図5】実施例1及び比較例1,3,6のラベル材破率の説明図である。
【図6】ガイド汚れ試験の説明図である。
【図7】コーティング被膜の模式図である。
【発明を実施するための形態】
【0031】
〔実施例及び比較例の作成〕
外面に酸化錫によるホットエンドコーティングを施した容量100mlのガラスびんに、次の要領でコーティングを行い、実施例1,2及び比較例1〜6のガラス容器を作成した。
【0032】
〔コーティング剤の原料〕
無水マレイン酸/α−オレフィン共重合体として、東洋アドレ株式会社製DP6001(商品名)を使用した。この無水マレイン酸/α−オレフィン共重合体の融点は104℃、酸変性率は13wt%である。
酸化ポリエチレンとして、東洋アドレ株式会社製DP5201(商品名)を使用した。この酸化ポリエチレンの融点は121℃、JIS K2235による針入度1である。
セルロースとして、旭化成株式会社製セオラスRC591(商品名)を使用した。
【0033】
〔コーティング剤の組成〕
水性コーティング剤の組成が表1の通りとなるように、前記の原料と水を混合した。
【表1】
【0034】
〔コーティング〕
図1に示すように、ガラス表面の平均温度が110℃のガラス容器を回転台2の上に載せ、2回転/分で回転させながらノズル3(いけうち社製04110)からコーティング剤を2秒間スプレーし、ガラス容器1の外面胴部にコーティング剤を塗布し、そのままコーティング剤を完全に乾燥させた。
このコーティングは、ガラス容器成形工程におけるコールドエンドコーティングに相当する。
【0035】
〔滑性測定〕
実施例及び各比較例の滑性は、図2に示す滑性測定器4を用い、日本ガラスびん協会規格「7.14 表面滑り角度測定方法」に基づいて測定した。
図2に示すように、3本のガラス容器1を保持台4aの上に俵積みし、ハンドル4bを回して保持台4aを徐々に傾斜させ、上段のガラス容器が滑り始める角度を目盛板4cで読み取り、その角度(°)をもって滑性角度とした。滑性角度が小さいほど滑性に優れていることになる。
【0036】
図1によりコーティングを施した状態のガラス容器の滑性を「基本滑性」とする。充填ラインをスムーズに流れるためには基本滑性が必要である。さらに、充填ラインでの温水洗浄や、ガイドとの摩擦による滑性低下が起こらない必要があるので、温水浸漬後及びライン搬送後の滑性を評価する必要がある。
【0037】
〔温水浸漬後滑性〕
70℃の温水に10分間浸漬したガラス容器について測定した滑性を「温水浸漬後滑性」とした。
【0038】
〔LS2分後滑性〕
ラインシミュレータ(LS)で2分間走行させたガラス容器について測定した滑性を「LS2分後滑性」とした。ラインシミュレータは、製造後に流通過程に置かれたガラス容器の表面に通常加えられるであろう物理的損傷を実験的に予測するための手段としてガラスびん業界で従来より用いられている、アメリカングラスリサーチ社製の試験装置である。
【0039】
〔無水マレイン酸/α−オレフィン共重合体と酸化ポリエチレンの重量比〕
無水マレイン酸/α−オレフィン共重合体と酸化ポリエチレンの最適な重量比(割合)を知るため、重量比をそれぞれ代えた比較例1〜6について、基本滑性、温水浸漬後滑性、LS2分後滑性を測定した。その結果を図3に示す。同図において、横軸の「濃度A」は無水マレイン酸/α−オレフィン共重合体の重量%、「濃度B」は酸化ポリエチレンの重量%である。同図に示されるように、比較例3,4は他の比較例に比べて基本滑性、温水浸漬後滑性及びLS2分後滑性が総合的に優れている。これにより、無水マレイン酸/α−オレフィン共重合体と、酸化ポリエチレンの重量比は1:1〜3.4が適当であることがわかる。
【0040】
図4は、実施例1及び比較例1,3,6の基本滑性、温水浸漬後滑性及びLS2分後滑性を比較したものである。実施例及び比較例3は比較例1,6に比べて基本滑性、温水浸漬後滑性及びLS2分後滑性が総合的に優れている。実施例1は比較例3にセルロース0.10wt%を添加したものであるが、セルロースの添加は滑性にあまり影響しない。
【0041】
〔ラベル材破率〕
ラベルの接着性を評価するため、実施例1,2及び比較例1,3,6のガラス容器外面に、でんぷん系糊のトキワノール780(商品名)で紙ラベルを貼り、それから4日以上経過後、紙ラベルを強制的に剥がして、紙ラベルがびんに残った量(割合)をラベル材破率とした。紙ラベルは片アート紙を使い、糊の量はバーコータNo.7で調整した。ラベル材破率が大きいほどラベル接着性に優れている。
【0042】
図5は、実施例1,2及び比較例1,3,6のガラス容器におけるラベル材破率の測定結果である。実施例1,2は、比較例1,3,6に対して群を抜いてラベル接着性に優れており、セルロースの量を増やすとラベル材破率も向上する。カルボキシルメチルセルロースなどのセルロース誘導体でも同様の結果となる。
【0043】
〔ガイド汚れ再現試験〕
実施例のガラス容器1について、ガイド汚れ再現試験を行った。これは、図6に示すように、ラインシミュレータ5に白樹脂板6をガラス容器の胴部が当たる個所にじゃま板として設置し、ラインシミュレータ5を33回転/分で作動させたが、白樹脂板に汚れは全く付着しなかった。
【符号の説明】
【0044】
1 ガラス容器
2 回転台
3 ノズル
4 滑性測定器
4a 保持台
4b ハンドル
4c 目盛板
5 ラインシミュレータ
6 白樹脂板
【特許請求の範囲】
【請求項1】
無水マレイン酸/α−オレフィン共重合体と、酸化ポリエチレンと、セルロース又はセルロース誘導体を含有することを特徴とする水性コーティング剤。
【請求項2】
前記無水マレイン酸/α−オレフィン共重合体の融点が90℃〜110℃、前記酸化ポリエチレンの融点が100℃以上である請求項1に記載の水性コーティング剤。
【請求項3】
前記無水マレイン酸/α−オレフィン共重合体、酸化ポリエチレン、及びセルロース又はセルロース誘導体の合計の濃度が0.1〜2重量%である請求項1又は2に記載の水性コーティング剤。
【請求項4】
前記無水マレイン酸/α−オレフィン共重合体と、酸化ポリエチレンの重量比が1:1〜3.4である請求項1〜3のいずれかに記載の水性コーティング剤。
【請求項5】
前記無水マレイン酸/α−オレフィン共重合体と酸化ポリエチレンの合計と、前記セルロース又はセルロース誘導体の重量比が1:0.25〜3である請求項1〜4のいずれかに記載の水性コーティング剤。
【請求項6】
ホットエンドコーティングしたガラス容器の外面に請求項1〜5のいずれかに記載の水性コーティング剤をコールドエンドコーティングするガラス容器のコーティング方法であって、前記コールドエンドコーティングするときのガラス容器外面の平均温度が、前記無水マレイン酸/α−オレフィン共重合体の融点よりも高く、前記酸化ポリエチレンの融点よりも低いことを特徴とするガラス容器のコーティング方法。
【請求項7】
請求項6に記載のコーティング方法でコーティングを施したことを特徴とするガラス容器。
【請求項1】
無水マレイン酸/α−オレフィン共重合体と、酸化ポリエチレンと、セルロース又はセルロース誘導体を含有することを特徴とする水性コーティング剤。
【請求項2】
前記無水マレイン酸/α−オレフィン共重合体の融点が90℃〜110℃、前記酸化ポリエチレンの融点が100℃以上である請求項1に記載の水性コーティング剤。
【請求項3】
前記無水マレイン酸/α−オレフィン共重合体、酸化ポリエチレン、及びセルロース又はセルロース誘導体の合計の濃度が0.1〜2重量%である請求項1又は2に記載の水性コーティング剤。
【請求項4】
前記無水マレイン酸/α−オレフィン共重合体と、酸化ポリエチレンの重量比が1:1〜3.4である請求項1〜3のいずれかに記載の水性コーティング剤。
【請求項5】
前記無水マレイン酸/α−オレフィン共重合体と酸化ポリエチレンの合計と、前記セルロース又はセルロース誘導体の重量比が1:0.25〜3である請求項1〜4のいずれかに記載の水性コーティング剤。
【請求項6】
ホットエンドコーティングしたガラス容器の外面に請求項1〜5のいずれかに記載の水性コーティング剤をコールドエンドコーティングするガラス容器のコーティング方法であって、前記コールドエンドコーティングするときのガラス容器外面の平均温度が、前記無水マレイン酸/α−オレフィン共重合体の融点よりも高く、前記酸化ポリエチレンの融点よりも低いことを特徴とするガラス容器のコーティング方法。
【請求項7】
請求項6に記載のコーティング方法でコーティングを施したことを特徴とするガラス容器。
【図1】


【図2】

【図3】
【図4】

【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−224824(P2012−224824A)
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願番号】特願2011−96405(P2011−96405)
【出願日】平成23年4月22日(2011.4.22)
【出願人】(000222222)東洋ガラス株式会社 (102)
【Fターム(参考)】
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願日】平成23年4月22日(2011.4.22)
【出願人】(000222222)東洋ガラス株式会社 (102)
【Fターム(参考)】
[ Back to top ]