
現像装置用ローラの検査方法及び製造方法
【課題】この発明は、高品質の画像を形成することのできる現像装置用ローラの検査方法及び製造方法を提供すること。
【解決手段】軸体2の外周に配置された導電性弾性層3と導電性弾性層3の外周に配置されたコート層4とを備えた現像装置用ローラ1の表面を検査する方法であって、コート層4の表面における縦横3mm(9mm2)の測定領域の表面光沢度を測定する工程と測定された表面光沢度が2〜5である導電性ローラ1を選別する工程とを有する現像装置用ローラ1の検査方法、及び、導電性弾性層4の外周にコート層4を形成する工程と前記形成する工程で製造された被験ローラを前記現像装置用ローラの検査方法で検査する工程とを有する現像装置用ローラ1の製造方法。
【解決手段】軸体2の外周に配置された導電性弾性層3と導電性弾性層3の外周に配置されたコート層4とを備えた現像装置用ローラ1の表面を検査する方法であって、コート層4の表面における縦横3mm(9mm2)の測定領域の表面光沢度を測定する工程と測定された表面光沢度が2〜5である導電性ローラ1を選別する工程とを有する現像装置用ローラ1の検査方法、及び、導電性弾性層4の外周にコート層4を形成する工程と前記形成する工程で製造された被験ローラを前記現像装置用ローラの検査方法で検査する工程とを有する現像装置用ローラ1の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、現像装置用ローラの検査方法及び製造方法に関し、さらに詳しくは、高品質の画像を形成することのできる現像装置用ローラの検査方法及び製造方法に関する。
【背景技術】
【0002】
レーザプリンタ、複写機、ビデオプリンタ、ファクシミリ、これらの複合機等には、電子写真方式を利用した各種の画像形成装置が採用されている。電子写真方式を利用した画像形成装置は、軸体の外周面に形成された導電性の弾性層を有する導電性ローラ、例えば、クリーニングローラ、帯電ローラ、現像ローラ、トナー搬送ローラ及び転写ローラ等を備えている。これらの導電性ローラのうち現像剤を担持し搬送する現像ローラ及びトナー搬送ローラ等の現像装置用ローラは、現像剤への帯電特性を向上させること、特に印字濃度低下及びかぶり等が生じない高品質の画像を形成すること等の要求に応じて、弾性層の外周面にコート層等が設けられることがある。
【0003】
このような現像装置用ローラとして、例えば、特許文献1には「表面にトナーを担持して該トナーの薄層を形成し、この状態で画像形成体に接触又は近接して、該画像形成体表面に該トナーを供給することにより、該画像形成体表面に可視画像を形成するトナー担持ローラにおいて、DIN67530による黒色ガラス標準板の反射指数1.567を表面光沢度100とした場合の表面光沢度が2以上であることを特徴とするトナー担持ローラ。」が記載されている。特許文献1によれば、表面光沢度は「長さ10cmのローラを調製し、このローラの最上面を測定面として、入射光角度85°、測定面積8×60mmで、測定」される(特許文献1の[0053]欄参照。)。
【0004】
また、特許文献2には「電子写真に用いられる現像装置のうち、画像形成体に接触して表面に現像剤を供給することにより該画像形成体上に可視画像を形成することを目的とするトナー担持ローラ(以下、現像ローラと称する)において、該現像ローラが中心に良導電性芯金を有する導電性弾性層を含んだ単層もしくは多層構成のローラであって、屈折率が可視波長全域にわたって一定値1.567であるガラス表面における入射角75°での表面光沢度を100%としたとき、該現像ローラの表面光沢度が5〜100であるとともに芯金外周がアスカーC硬度20〜60°の弾性層であることを特徴とする現像ローラ」が記載されている。特許文献2によれば、表面光沢度は「ローラ表面は円筒状でありそのままでは正確な測定値は期待できないため、ローラから表面部を切り出し、平滑な板に固定して充分な平面性を確保した上で測定」される(特許文献2の[0038]欄参照。)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平10−326039号公報
【特許文献2】特開2004−109212号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、現像装置用ローラは、現像装置に配設したときに、現像剤を担持又は搬送等するから、現像装置用ローラにおけるコート層の表面状態は形成される画像の品質に大きな影響を与える。しかし、現像装置用ローラは通常円筒形をなしておりその外周面は平面ではないうえ、そもそも現像装置用ローラ自体の光沢度が小さいから、現像装置用ローラの表面光沢度を高い信頼性で再現性よく測定しにくいことがあった。すなわち、表面光沢度が規格試験を満たす測定値を有する現像装置用ローラであっても実機に装着すると現像装置用ローラに要求される特性を十分に発揮しないものが混在することがあり、簡易で再現性のよい現像装置用ローラの検査方法等が望まれていた。
【0007】
ところで、この発明の発明者は、「軸体の外周面に形成された半導電性弾性層と、前記半導電性弾性層の外周面に形成された、測定面積4mm2における表面光沢度が2〜13であるコート層とを有する半導電性ローラ」を提案している(特開2008−003458号公報)。この半導電性ローラであれば実機に装着したときに現像装置用ローラに要求される特性をある程度の確率を持って発揮することができるが、特開2008−003458号公報に記載された「表面光沢度の測定方法」の信頼性及び再現性をより一層高めることができるとその有用性は極めて高くなる。
【0008】
したがって、この発明は、高品質の画像を形成することのできる現像装置用ローラの検査方法及び製造方法を提供することを、目的とする。
【課題を解決するための手段】
【0009】
前記課題を解決するための手段として、
請求項1は、軸体の外周に配置された導電性弾性層と前記導電性弾性層の外周に配置されたコート層とを備えた現像装置用ローラの表面を検査する方法であって、前記コート層の表面における縦横3mm(9mm2)の測定領域の表面光沢度を測定する工程と、測定された表面光沢度が0.2〜12である現像装置用ローラを選別する工程とを有する現像装置用ローラの検査方法であり、
請求項2は、導電性弾性層の外周にコート層を形成する工程と、前記形成する工程で製造された被験ローラを請求項1に記載の現像装置用ローラの検査方法で検査する工程とを有する現像装置用ローラの製造方法であり、
請求項3は、前記被験ローラは前記形成する工程で製造された被験ローラから採取された一部である請求項1に記載の現像装置用ローラの製造方法であり、
請求項4は、前記被験ローラは前記形成する工程で製造されたすべての被験ローラである請求項1に記載の現像装置用ローラの製造方法である。
【発明の効果】
【0010】
この発明に係る現像装置用ローラの検査方法及び現像装置用ローラの製造方法は、共に、コート層の表面における縦横3mm(9mm2)の測定領域の表面光沢度を測定する工程と測定された表面光沢度が0.2〜12である導電性ローラを選別する工程とを有しているから、表面光沢度を高い信頼性で再現性よく測定できるうえ、測定された表面光沢度が現像装置用ローラに要求される特性を発揮できる0.2〜12の範囲にあるものを選別できる。したがって、この発明によれば、高品質の画像を形成することのできる現像装置用ローラの検査方法及び製造方法を提供することができる。
【図面の簡単な説明】
【0011】
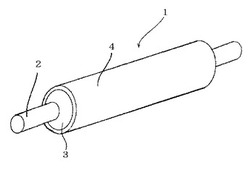
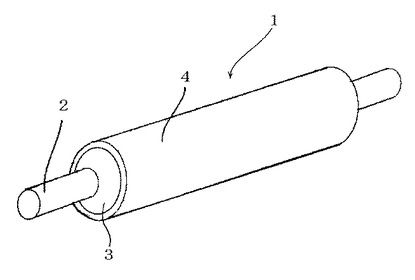
【図1】図1は、この発明に係る現像装置用ローラの一例を示す斜視図である。
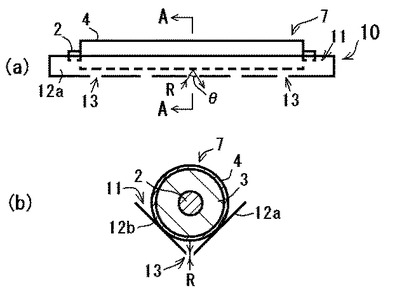
【図2】図2は、この発明に係る現像装置用ローラの検査方法及びこの発明に係る現像装置用ローラの製造方法に用いられる被験ローラ固定装置に被験ローラを載置した状態を示す概略図であり、図2(a)はこの被験ローラ固定装置に被験ローラを載置した状態を示す概略正面図であり、図2(b)は図2(a)におけるA−A線断面図である。
【発明を実施するための形態】
【0012】
この発明に係る現像装置用ローラの検査方法及び現像装置用ローラの製造方法で検査又は製造される現像装置用ローラは、例えば、画像形成装置の像担持体例えば感光体に近接して配置されると共に現像剤を像担持体に供給する現像剤担持体としての現像ローラ、現像ローラに現像剤を搬送するトナー搬送ローラ等が挙げられる。このような現像装置用ローラは、通常、軸体の外周に配置された導電性弾性層と導電性弾性層の外周に配置されたコート層とを備えている。
【0013】
図1を参照して、現像装置用ローラの一例である現像ローラ1を説明する。現像ローラ1は、軸体2と、導電性弾性層3と、コート層4とを備えている。
【0014】
この現像ローラ1すなわちコート層4は縦横3mmの測定領域(測定面積9mm2)における表面光沢度が0.2〜12である。現像ローラ1が0.2〜12の表面光沢度を有していると、現像装置用ローラとして実機に配設されたときに印字濃度の低下、画像のかすれ及びかぶり等を防止する機能を十分に発揮して高品質の画像を形成することに大きく貢献できる。この効果に優れる点で表面光沢度は0.5〜10であるのが好ましく、1〜7であるのが特に好ましい。現像ローラ1の表面光沢度は、例えば、後述する樹脂組成物に含有される各成分の種類及び配合量、コート層4の形成方法、及び、後述する導電性弾性層3の表面粗さ等を適宜選択することにより、容易に所望の値に調整することができる。ここで、この発明の発明者らは、表面光沢度の測定領域として測定面積9mm2にすると、測定面積の狭小化による測定光の光量不足が小さく、かつ測定面積の広大化による現像ローラ1の表面での測定光の乱反射及び測定光の光密度低下が少なく、これらをバランスよく両立でき、その結果、表面光沢度の測定に必要な光量が確保されるから表面光沢度をより一層高い信頼性及び再現性で測できることを見出した。したがって、この発明において、より一層高い信頼性及び再現性で表面光沢度を測定するため表面光沢度の測定領域は測定面積9mm2とする。
【0015】
現像ローラ1は、現像ローラとして要求される特性を有している。例えば、現像ローラ1は103〜109Ωの電気抵抗値を有しているのが好ましい。現像ローラ1が前記範囲の電気抵抗値を有していると帯電特性に優れ、具体的には、現像剤を所望のように帯電させることができるから現像剤を所望のように担持することができ、担持した現像剤を像担持体に所望のように供給することができるから高品質の画像を形成することができる。より一層高品質の画像を形成することができる点で、現像ローラ1の電気抵抗値は、104〜109Ωであるのがより好ましく、105〜108Ωであるのが特に好ましい。
【0016】
現像ローラ1の電気抵抗値は、後述するコート層4を形成する樹脂組成物に含まれる導電性付与剤の含有量、シリカ系充填剤の含有量、コート層の層厚等を調整することによって、前記範囲内に調整することができ、その測定方法は、電気抵抗計(商品名:ULTRA HIGH RESISTANCE METER R8340A、株式会社アドバンテスト製)を用い、現像ローラ1を水平に置き、5mmの厚さ、30mmの幅、及び、現像ローラ1のコート層4全体を載せることのできる長さを有する金メッキ製板を電極とし、500gの荷重を現像ローラ1における軸体2の両端で支持させた状態にして、軸体2と電極との間にDC100Vを印加し、1秒後の電気抵抗計の値を読みとり、この値を電気抵抗値とする方法により、測定することができる。
【0017】
現像ローラ1は、後述する像担持体との接触面積を大きくすることができ、また現像ローラ1すなわちコート層4の反発弾性及び圧縮永久ひずみが優れる点で、20〜90のJIS A硬度を有しているのが好ましい。JIS A硬度は、JIS K6301に準拠して測定することができる。
【0018】
軸体2は、良好な導電特性を有していればよく、通常、鉄、アルミニウム、ステンレス鋼、真鍮等で構成された所謂「芯金」と称される軸体とされる。また、軸体2は、熱可塑性樹脂若しくは熱硬化性樹脂等の絶縁性芯体にメッキを施して導電化した軸体であってもよく、さらには、熱可塑性樹脂若しくは熱硬化性樹脂等に導電性付与剤としてカーボンブラック又は金属粉体等を配合した導電性樹脂で形成された軸体であってもよい。
【0019】
導電性弾性層3は、軸体2の外周面に後述する導電性ゴム組成物を硬化してなる。この導電性弾性層3は、現像ローラの電気抵抗値を前記範囲内に設定できる点で、101〜107Ωの電気抵抗値を有しているのが好ましい。導電性弾性層3の電気抵抗値は現像ローラ1の電気抵抗値と同様にして測定することができる。また、この導電性弾性層3は、現像ローラ1と後述する像担持体との接触面積を大きくすることができ、また導電性弾性層3の反発弾性及び圧縮永久ひずみが優れる点で、20〜80のJIS A硬度を有しているのが好ましい。JIS A硬度はコート層4のJIS A硬度と同様にして測定することができる。この導電性弾性層3は、通常、0.1〜20mmの層厚を有しているのが好ましく、2〜15mmの層厚を有しているのがより好ましい。
【0020】
コート層4は、導電性弾性層3の外周面に後述する樹脂組成物の硬化体として形成されており、現像ローラ1の最外層であるから現像ローラ1の前記特性と基本的に同様の特性、例えば、表面光沢度、電気抵抗値、JIS A硬度等を有しているということもできる。
【0021】
コート層4は、通常、5〜30μmの層厚さを有しているのが、耐摩耗性に優れ、製造が容易である点で好ましく、7〜25μmの層厚を有しているのがより好ましく、10〜20μmの層厚を有しているのが特に好ましい。
【0022】
現像ローラ1は、導電性弾性層3とコート層4との間に他の層を有してもよい。他の層としては、例えば、導電性弾性層3とコート層4とを接着又は密着させるプライマー層等が挙げられる。プライマー層を形成する材料としては、例えば、アルキッド樹脂、フェノール変性・シリコーン変性等のアルキッド樹脂変性物、オイルフリーアルキッド樹脂、アクリル樹脂、シリコーン樹脂、エポキシ樹脂、フッ素樹脂、フェノール樹脂、ポリアミド樹脂、ウレタン樹脂及びこれらの混合物等が挙げられる。また、これらの樹脂を硬化及び/又は架橋する架橋剤としては、例えば、イソシアネート化合物、メラミン化合物、エポキシ化合物、過酸化物、フェノール化合物、ハイドロジェンシロキサン化合物等が挙げられる。プライマー層は、例えば、0.1〜10μmの厚さに形成される。
【0023】
この発明に係る現像装置用ローラの検査方法はコート層の表面における縦横3mm(9mm2)の測定領域の表面光沢度を測定する工程と測定された表面光沢度が0.2〜12である導電性ローラを選別する工程とを有しており、この発明に係る現像装置用ローラの製造方法は導電性弾性層の外周にコート層を形成する工程と前記形成する工程で製造された被験ローラをこの発明に係る現像装置用ローラの検査方法で検査する工程とを有している。
【0024】
この発明に係る現像装置用ローラの検査方法及び現像装置用ローラの製造方法を、現像ローラ1を検査する方法又は製造する方法(この発明に係る一方法と称することがある。)を例として、説明する。
【0025】
この発明に係る一方法においては、導電性弾性層の外周にコート層を形成して被験ローラを製造する。この被験ローラは、導電性弾性層とコート層とを備えている点において、この発明に係る現像装置用ローラの検査方法及び現像装置用ローラの製造方法で検査又は製造される前記現像装置用ローラと基本的に同様である。現像装置用ローラの一例である現像ローラ1は、前記したように、軸体2と導電性弾性層3とコート層4とを備えている。したがって、この発明に係る一方法においては、まず、軸体2の外周に導電性弾性層3を形成する工程と導電性弾性層3の外周にコート層4を形成する工程とを実施する。
【0026】
この発明に係る一方法において、軸体2の外周に導電性弾性層3を形成する工程を実施するには、まず、軸体2及び導電性弾性層3を形成可能なゴム組成物を準備する。例えば、軸体2は公知の方法により所望の形状に調製される。この軸体2は、導電性弾性層3が形成される前に、プライマーを塗布してもよい。軸体2に塗布されるプライマーとしては、特に制限はないが、アミノ基及び/又は水酸基を有するプライマーが好ましく、例えば、導電性弾性層3とコート層4との間に形成されるプライマー層を形成する材料と同様の樹脂及び架橋剤が挙げられる。プライマーは、所望により溶剤等に溶解され、定法、例えば、ディップ法、スプレー法等に従って、軸体の外周面に塗布される。
【0027】
導電性弾性層3を形成可能なゴム組成物として、ゴム又はゴム成分と導電性付与剤と所望により各種添加剤とを含有する導電性ゴム組成物を準備する。導電性ゴム組成物に含有されるゴム又はゴム成分は、特に限定されず、例えば、シリコーン若しくはシリコーン変性ゴム、ニトリルゴム、エチレンプロピレンゴム(エチレンプロピレンジエンゴムを含む。)、スチレンブタジエンゴム、ブタジエンゴム、イソプレンゴム、天然ゴム、アクリルゴム、クロロプレンゴム、ブチルゴム、エピクロールヒドリンゴム、ウレタンゴム、フッ素ゴム等のゴムが挙げられるが、シリコーン若しくはシリコーン変性ゴムが、耐熱性及び帯電特性等に優れる点で、好ましい。これらのゴムは、液状タイプであっても、ミラブルタイプであってもよく、導電性弾性層3の成形方法、導電性弾性層3に要求される特性等に応じて、適宜選択することができる。前記導電性付与剤は、後述するコート層4を形成する樹脂組成物に含有される導電性付与剤と同様の導電性付与剤を用いることができる。導電性付与剤は、導電性弾性層3としたときに所望の電気抵抗値を示すように、適宜の含有量で添加され、例えば、前記ゴム100質量部に対して、2〜80質量部とすることができる。前記各種添加剤はコート層4を形成する樹脂組成物に含有される各種添加剤と同様の添加剤を用いることができる。
【0028】
このような導電性ゴム組成物として、例えば、付加硬化型ミラブル導電性シリコーンゴム組成物及び付加硬化型液状導電性シリコーンゴム組成物等を好適に挙げることができる。付加硬化型ミラブル導電性シリコーンゴム組成物として、(A)平均組成式:RnSiO(4−n)/2(Rは、同一又は異なっていてもよい、置換又は非置換の一価炭化水素基、好ましくは炭素原子数1〜12、より好ましくは炭素原子数1〜8の一価炭化水素基であり、nは1.95〜2.05の正数である。)で示されるオルガノポリシロキサン、(B)充填材、及び、(C)上記(B)成分に属するもの以外の導電性材料を含有する付加硬化型ミラブル導電性シリコーンゴム組成物が挙げられる。これらの各成分(A)〜(C)は、例えば、特開2008−058622号公報に記載の「ミラブルタイプである以下のシリコーンゴム組成物」における各成分と基本的に同様である。また、付加硬化型液状導電性シリコーンゴム組成物として、(D)一分子中にケイ素原子と結合するアルケニル基を少なくとも2個含有するオルガノポリシロキサンと、(E)一分子中にケイ素原子と結合する水素原子を少なくとも2個含有するオルガノハイドロジェンポリシロキサンと、(F)平均粒径が1〜30μmで、嵩密度が0.1〜0.5g/cm3である無機質充填材と、(G)導電性付与剤と、(H)付加反応触媒とを含有する付加硬化型液状導電性シリコーンゴム組成物が挙げられる。これらの各成分(D)〜(H)は、例えば、特開2008−058622号公報に記載の「液状シリコーン組成物」における各成分と基本的に同様である。
【0029】
導電性ゴム組成物は、二本ローラ、三本ローラ、ローラミル、バンバリーミキサ、ドウミキサ(ニーダー)等のゴム混練り機等を用いて、ゴム又はゴム成分、導電性付与剤及び所望により各種添加剤が均一に混合されるまで、例えば、数分から数時間、好ましくは5分〜1時間、常温又は加熱下で混練して、得られる。
【0030】
この発明に係る一方法においては、次いで、準備した軸体2の外周に導電性弾性層3を、例えば、準備した導電性ゴム組成物を軸体2の外周面で加熱硬化して形成する。具体的には、導電性弾性層3は、公知の成形方法によって加熱硬化と成形とを同時に又は連続して行い、軸体2の外周面に形成される。導電性ゴム組成物の硬化方法は導電性ゴム組成物の硬化に必要な熱を加えられる方法であればよく、また導電性弾性層3の成形方法も押出成形による連続加硫、プレス、インジェクションによる型成形等、特に制限されるものではない。例えば、導電性ゴム組成物が付加硬化型ミラブル導電性シリコーンゴム組成物である場合には、例えば、押出成形等を選択することができ、導電性ゴム組成物が付加硬化型液状導電性シリコーンゴム組成物である場合には、例えば、金型を用いる成形法を選択することができる。導電性ゴム組成物を硬化させる際の加熱温度は、付加硬化型ミラブル導電性シリコーンゴム組成物の場合は、100〜500℃、特に120〜300℃、時間は数秒以上1時間以下、特に10秒以上〜35分以下であるのが好ましく、付加硬化型液状導電性シリコーンゴム組成物の場合は、100〜300℃、特に110〜200℃、時間は30分〜5時間、特に1〜3時間であるのが好ましい。また、必要に応じ、付加硬化型ミラブル導電性シリコーンゴム組成物の場合は100〜200℃で1〜20時間程度の硬化条件で、また、付加硬化型液状導電性シリコーンゴム組成物の場合は120〜250℃で30〜70時間程度の硬化条件で、二次加硫してもよい。
【0031】
このようにして形成された導電性弾性層3は、所望により、その表面が研磨、研削されて、外径及び表面状態等が調整される。特に、付加硬化型ミラブル導電性シリコーンゴム組成物によって導電性弾性層3を形成した場合には、付加硬化型ミラブル導電性シリコーンゴム組成物を加熱硬化した後に、その表面が研磨、研削されるのがよい。
【0032】
このようにして形成された導電性弾性層3は、コート層4が形成される前にプライマー層が形成されてもよい。プライマー層は、必要により前記材料を溶剤等に溶解し、定法、例えば、ディップ法、スプレー法等に従って、導電性弾性層3の外周面に前記材料を塗布し、前記材料に応じた加熱条件によって、前記材料を加熱硬化させる。
【0033】
この発明に係る一方法においては、次いで、導電性弾性層3の外周にコート層4を形成する工程を実施する。この工程に用いられる樹脂組成物を準備する。この樹脂組成物は樹脂と所望により導電性付与剤と所望によりシリカ系充填材とを含有する。前記樹脂は、特に制限されないが、永久変形しにくい材料であるのが好ましく、例えば、アルキッド樹脂、フェノール変性・シリコーン変性等のアルキッド樹脂変性物、オイルフリーアルキッド樹脂、アクリル樹脂、シリコーン樹脂、エポキシ樹脂、フッ素樹脂、フェノール樹脂、ポリアミド樹脂、ウレタン樹脂、ウレア樹脂、ポリアミドイミド系樹脂及びこれらの混合物等が挙げられる。これらの中でも、ウレタン樹脂、ウレア樹脂及びフッ素樹脂であるのが、耐摩耗性、耐熱性及び帯電特性に優れる点で好ましい。
【0034】
コート層4に導電性を付与する場合には、樹脂組成物は所望により導電性付与剤を含有する。導電性付与剤は、導電性を有していれば特に限定されず、例えば、導電性粉末、イオン導電性物質等が挙げられる。導電性粉末としては、より具体的には、例えば、ケッチェンブラック、アセチレンブラック等の導電性カーボンの他に、SAF、ISAF、HAF、FEF、GPF、SRF、FT、MT等のゴム用カーボン類、また、酸化チタン、酸化亜鉛、ニッケル、銅、銀、ゲルマニウム等の金属、さらには、金属酸化物、ポリアニリン、ポリピロール、ポリアセチレン等の導電性ポリマー等が挙げられ、イオン導電性物質としては、より具体的には、例えば、過塩素酸ナトリウム、過塩素酸リチウム、過塩素酸カルシウム、塩化リチウム等の無機イオン性導電物質等が挙げられる。導電性付与剤は、1種単独で、又は2種以上を組み合わせて、コート層4としたときに所望の電気抵抗値を示すように、適宜の含有量で添加される。例えば、樹脂組成物における導電性付与剤の含有量は、前記樹脂100質量部に対して、1〜50質量部とすることができる。
【0035】
樹脂組成物は、所望によりシリカ系充填材を含有する。シリカ系充填材は、特に限定されないが、煙霧質シリカ又は沈降性シリカ等が挙げられ、一般式がRSi(OR’)3で示されるシランカップリング剤で表面処理された、補強効果の高い表面処理シリカ系充填材が好ましい。ここで、前記一般式におけるRは、グリシジル基、ビニル基、アミノプロピル基、メタクリロキシ基、N−フェニルアミノプロピル基又はメルカプト基等であり、前記一般式におけるR’はメチル基又はエチル基である。前記一般式で示されるシランカップリング剤は、例えば、信越化学工業株式会社製の商品名「KBM1003」及び「KBE402」等として、容易に入手することができる。このようなシランカップリング剤で表面処理されたシリカ系充填材は、定法に従って、シリカ系充填材の表面を処理することにより、得られる。なお、シランカップリング剤で表面処理されたシリカ系充填材は、市販品を用いてもよく、例えば、J.M.HUBER株式会社製の商品名「Zeothix 95」等が入手可能である。シリカ系充填材の配合量は、前記樹脂100質量部に対して、11〜55質量部であるのが好ましく、15〜50質量部であるのが特に好ましい。
【0036】
樹脂組成物は、前記樹脂、所望により導電性付与剤及びシリカ系充填材に加えて、通常、樹脂組成物に含有される各種添加剤を含有してもよく、各種添加剤としては、例えば、鎖延長剤及び架橋剤等の助剤、触媒、分散剤、発泡剤、老化防止剤、酸化防止剤、充填材、顔料、着色剤、加工助剤、軟化剤、可塑剤、乳化剤、耐熱性向上剤、難燃性向上剤、受酸剤、熱伝導性向上剤、離型剤、溶剤等が挙げられる。これらの各種添加剤は、通常用いられる添加剤であってもよく、用途に応じて特別に用いられる添加剤であってもよい。
【0037】
樹脂組成物は、二本ローラ、三本ローラ、ローラミル、バンバリーミキサ、ドウミキサ(ニーダー)等のゴム混練り機等を用いて、前記樹脂、所望により導電性付与剤、シリカ系充填材及び各種添加剤等が均一に混合されるまで、例えば、数分から数時間、好ましくは5分〜1時間、常温又は加熱下で混練して、得られる。
【0038】
このようにして準備した樹脂組成物を、導電性弾性層3又は所望により形成されたプライマー層の表面に塗工し、次いで、塗工された樹脂組成物を加熱硬化させる。樹脂組成物の塗工は、例えば、樹脂組成物の塗工液を塗工する塗布法、前記塗工液に導電性弾性層3を浸漬するディッピング法、前記塗工液を導電性弾性層3に吹き付けるスプレーコーティング法等の公知の塗工方法によって、行われる。樹脂組成物は、そのまま塗工してもよいし、樹脂組成物に、例えば、メタノール及びエタノール等のアルコール、キシレン及びトルエン等の芳香族系溶媒、酢酸エチル及び酢酸ブチル等のエステル系溶媒等の揮発性溶媒を加えた塗工液を塗工してもよい。この塗工液は、例えば、揮発性溶媒を80質量%含有する。樹脂組成物を加熱硬化させる際の加熱温度は、樹脂組成物に応じて適宜設定され、例えば、100〜200℃、特に110〜170℃、加熱時間は10分〜2時間、特に20〜70分であるのが好ましい。
【0039】
この発明に係る一方法においては、このようにして被験ローラとしての現像ローラ1を製造できる。
【0040】
この発明に係る一方法においては、前記のようにして製造された被験ローラをこの発明に係る現像装置用ローラの検査方法で検査する工程を実施する。すなわち、この発明に係る一方法においては、前記のようにして製造された被験ローラのコート層4の表面における縦横3mm(9mm2)の測定領域の表面光沢度を測定する工程と、測定された表面光沢度が0.2〜12である現像ローラ1を選別する工程とを実施する。
【0041】
ところで、前記のようにして製造された被験ローラは基本的にはすべてほぼ同様の特性を有しているから、この発明において、検査する工程で検査対象とする被験ローラは製造された被験ローラすべてであってもよく、製造された被験ローラ群から任意に採取された一部であってもよい。
【0042】
この発明に係る一方法においては、現像ローラ1のコート層4の表面光沢度を次のようにして測定する。ここで、表面光沢度は、DIN 67530による黒色ガラス標準板の反射指数1.567を光沢度100としたときに、この光沢度100に対する割合である。表面光沢度は、コート層4の表面における縦横3mmで9mm2を測定面積として測定される。表面光沢度の測定面積をこのように極小面積とすることによって、前記したようにコート層4の表面光沢度を高信頼性で高精度かつ再現性よく測定することができる。この発明において表面光沢度は図2に示される被験ローラ固定装置を用いてコート層4の表面をそのまま測定する。なお、この発明において被験ローラのコート層を切り出して平面状態にして表面光沢度を測定することもできる。表面光沢度は、コート層4における表面の複数個所、例えば、コート層4の周方向に等間隔で4箇所及びコート層4の長手方向に等間隔で5箇所、合計20箇所をそれぞれ測定し、これらの算術平均値とする。表面光沢度を測定する際の入射角θはコート層4の表面に対して60°である。表面光沢度の測定には、例えば、表面光沢度計(商品名「GM−26D」、株式会社村上色彩研究所製)を用い、測定面積を3×3mmに改造したものを使用することができる。
【0043】
前記被験ローラ固定装置は、図2に示されるように、垂直断面がV字状で光通過孔13を有する固定溝11に被験ローラ7を載置して、光通過孔13を介して被験ローラ7の最下点に測定光を入射角θ60°で入射させて測定する。この被験ローラ固定装置10は、2枚の側壁12a及び12bがその延在方向の一端縁で垂直断面がV字状になるように連接されてなる固定溝11を有している。この固定溝11は、図示しない装置本体等に配置されている。この固定溝11は側壁12a及び12bの連接部に表面光沢度を測定するときに照射する測定光Rを通過させる光通過孔13が延在方向に等間隔で5個穿孔配置されている。この被験ローラ固定装置10に被験ローラ7を配置すると、図2(b)によく示されるように、2枚の側壁12a及び12bで均等に水平に支持された被験ローラ7におけるコート層4の表面の最下点に光通過孔13を通過した測定光Rが入射し、反射する。そして、被験ローラ固定装置10は、光通過孔13が3×3mmの開口を有しているから、表面光沢度の測定に必要な3×3mmの測定領域以外の測定光を被験ローラ7に照射させることなくカットできる。また、この被験ローラ固定装置10は、図示しないが、測定光の光源レンズ近傍にも同様に3×3mmの開口を有する測定光遮断部材を備えているのが好ましい。このように、被験ローラ固定装置10が光通過孔13、好ましくは測定光遮断部材を備えていると、すなわち、測定領域近傍及び/又は光源近傍に測定領域に対応する開口を有する部材を備えていると、表面光沢度の測定に必要な測定光Rのみを被験ローラ7に入射させることができるから表面光沢度をより一層高い信頼性及び再現性で測定できる。このように、この被験ローラ固定装置10を用いると、コート層4の特定の表面に測定光Rを入射させることができ、かつ測定面積も小さいから、被験ローラ7におけるコート層4の表面光沢度を高い信頼性で再現性よく測定できる。
【0044】
この発明に係る一方法においては、このようにして測定された表面光沢度の値が0.2〜12の範囲内にある被験ローラを適合品として選別する。このとき、前記のようにして製造された被験ローラの表面光沢度の値が0.2〜12の範囲内にある場合には、前記のようにして製造された被験ローラは基本的にはすべてほぼ同様の特性を有しているから、同様にして製造された他の被験ローラはその表面光沢度の値が0.2〜12の範囲内にある。したがって、この発明に係る一方法において、検査する工程で検査対象とする被験ローラは、同様に製造されている限り、製造された被験ローラすべてを対象にする必要はなく、任意に採取された一部でもよい。この発明に係る一方法において、被験ローラの製造条件、製造原料等を変更した場合には変更して製造したすべての被験ローラを検査対象にして、測定された表面光沢度の値が0.2〜12の範囲内にある被験ローラのみを適合品として選別する。
【0045】
この発明において、前記測定する工程で測定された表面光沢度の値が0.2〜12の範囲内にある被験ローラを適合品とする根拠は以下の通りである。すなわち、前記測定する工程で測定された表面光沢度が0.2〜12の範囲内にあると現像装置用ローラ、特に現像ローラに要求される特性を十分に発揮できることを実験的に確認した。ここで、現像装置用ローラ、特に現像ローラに要求される特性とは、画像形成装置の現像装置に配設されたときに、画像形成装置が所定の印字濃度でかすれ及びかぶり等のない高品質の画像を形成することに貢献する特性である。具体的には、この発明の発明者らは、実施例及び比較例で示すように、被験ローラの表面光沢度が0.2未満であると現像ローラ表面のトナー付着量が高すぎて印字画像上にかぶりが発生するという問題が生じ、一方、表面光沢度が12を超えると現像ローラ表面のトナー付着量は低くなりすぎ、印字画像上にかすれが発生するという問題が生じること、さらに、測定面積3×3mmの表面光沢度を0.2〜12にするとこれら問題がいずれも生じない高品質の画像を形成することに大きく貢献できることを見出し、前記選別する工程での適合品として選別する現像ローラの閾値を0.2〜12に設定した。したがって、この発明における前記選別する工程においては、表面光沢度が0.2〜12の範囲内にある被験ローラを適合品として選別すると画像形成装置が所定の印字濃度でかすれ及びかぶり等のない高品質の画像を形成することに貢献できる。
【0046】
この発明に係る一方法において、被験ローラの選別は手動であっても自動であってもよい。
【0047】
このようにして、高品質の画像を形成することのできる現像装置用ローラか否かを高い信頼性でかつ再現性よく検査及び選別できる。また、同様に高品質の画像を形成することのできる現像装置用ローラを高い信頼性でかつ再現性よく製造できる。
【0048】
この発明に係る現像装置用ローラの検査方法及びこの発明に係る現像装置用ローラの製造方法は、前記したこの発明に係る一方法に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。
【実施例】
【0049】
(実施例及び比較例)
<被験ローラNo.1の製造>
無電解ニッケルメッキ処理が施された軸体2(SUM22製、直径10mm、長さ275mm)をトルエンで洗浄し、その表面にシリコーン系プライマー(商品名「プライマーNo.16」、信越化学工業株式会社製)を塗布した。プライマー処理した軸体を、ギヤオーブンを用いて150℃の温度にて10分焼成処理した後、常温にて30分以上冷却し、軸体の表面にプライマー層を形成した。一方、メチルビニルシリコーン生ゴム(商品名「KE−78VBS」、信越化学工業株式会社製)100質量部と、ジメチルシリコーン生ゴム(商品名「KE−76VBS」、信越化学工業株式会社製)20質量部と、カーボンブラック(商品名「アサヒサーマル」、旭カーボン株式会社製)10質量部と、煙霧質シリカ系充填材(商品名「AEROSIL 20」、日本アエロジル株式会社製)15質量部と、白金触媒(商品名「C−19A」、信越化学工業株式会社製)0.5質量部と、ハイドロジェンポリシロキサン(商品名「C−19B」、信越化学工業株式会社製)2質量部とを混合し、加圧ニーダーで混練して、付加硬化型ミラブル導電性シリコーンゴム組成物を調製した。次いで、プライマー層を形成した軸体2と付加硬化型ミラブル導電性シリコーンゴム組成物とを、クロスヘッド型押出成形機にて一体分出し、ギヤオーブンを用いて、250℃、30分間加熱した。その後、さらに、ギヤオーブンを用いて、200℃で4時間にわたって、二次加熱し、常温にて24時間放置した。次いで、円筒研削盤にて、形成した導電性弾性層の直径が18mmとなるように、導電性弾性層3の表面を研磨した。次いで、導電性弾性層3の表面にシリコーン系プライマー(商品名「プライマーNo.19」、信越化学工業株式会社製)を塗布した。プライマーが塗布された導電性弾性層3の表面にウレタン系塗料(商品名「ニッポラン5196」、日本ポリウレタン株式会社製)100質量部と、煙霧質シリカ系充填材(商品名「AEROSIL 200」、日本エアロジル株式会社製)55質量部と、カーボンブラック(商品名「アサヒサーマル」、旭カーボン株式会社製)15質量部と、イソシアネート系架橋剤14質量部とを含有する樹脂組成物の塗布液を、スプレーコーティング法によって、一回塗布し、150℃で30分間加熱し、プライマーとウレタン系塗料とを架橋及び/又は硬化させて、層厚6μmのコート層4を形成した。このようにして、図1に示される、軸体2と導電性弾性層3とコート層4とを備えた被験ローラNo.1(現像ローラ1とも称する。)を7検体製造した。
【0050】
<被験ローラNo.2〜7の製造>
被験ローラにおけるコート層4の層厚及び/又はコート層4を構成する組成物中の煙霧質シリカ系充填材の含有量を第1表に示す値に変更したこと以外は被験ローラNo.1と基本的に同様にして被験ローラNo.2〜7それぞれを7検体ずつ製造した。
【0051】
【表1】

【0052】
このようにして製造した各被験ローラそれぞれについて、その5検体を任意に採取して、前記のようにして表面光沢度を測定した。測定されたこれらの算術平均値を第2表に示す。表面光沢度を測定において、各被験ローラにおける5検体の表面光沢度はほとんど同じ値であり、また、採取しなかった残余の被験ローラの表面光沢度を測定してみても基本的にほぼ同じ測定値であった。
【0053】
このようにして製造した各被験ローラを、電子写真式プリンタ(沖データ株式会社製、商品名:「MICROLINE 1032PS」、解像度1200dpi相当)の現像ローラとして配設した。なお、現像剤及び現像剤規制部材は電子写真式プリンタに付属の現像剤及び現像剤規制部材を用いた。
【0054】
(印字濃度評価)
この電子写真式プリンタを、温度20℃、相対湿度50%の環境下で、稼動させて、黒ベタ印字部を6,000枚印字した。その後、黒ベタ−網点−5%デューティー−白地印字を2回繰り返し行い、その2回目に印字した黒ベタ印字部のマクベス濃度を、マクベス濃度計を用いて測定した。黒ベタ印字部のマクベス濃度が1.3〜1.5であった場合を「◎」とし、マクベス濃度が1.2以上1.3未満であった場合を「○」とし、マクベス濃度が1.2未満、又は1.5超であった場合を印字不良と判断し、「×」とした。その結果を第2表に示す。
【0055】
(かぶり評価)
前記印字濃度評価と同様に、6,000枚の黒ベタ印字後に2回繰り返して行った黒ベタ−網点−5%デューティー−白地印字の中から、2回目に印字した5%デューティー画像における白地部のマクベス濃度を、マクベス濃度計を用いて測定した。5%デューティー画像における白地部のマクベス濃度が0.01未満であった場合を「◎」とし、マクベス濃度が0.01以上0.02未満であった場合を「○」とし、0.02以上であった場合をかぶりが発生したと判断して「×」とした。その結果を第2表に示す。
【0056】
(かすれ評価)
印字濃度評価及びかぶり評価をするための黒ベタ−網点−5%デューティー−白地印字を2回繰り返して行った後、引き続いて黒ベタ印字部の印字を継続して行った。通算で10,000枚印刷しても黒ベタ印字部に表面白筋が出現しなかった場合を「◎」とし、7,000枚以上10,000枚未満印刷したときに黒ベタ印字部に表面白筋が出現した場合を「○」とし、7,000枚印刷するまでに、黒ベタ印字部に表面白筋が出現した場合を「×」とした。その結果を第2表に示す。
【0057】
(その他の特性の測定)
各被験ローラにおける前記した一般的な特性、例えば電気抵抗値を前記のようにして測定した結果を第2表に示す。
【0058】
【表2】
【0059】
第2表に示されるように、表面光沢度が0.2〜12の範囲内にある被験ローラNo.2〜No.6は電子写真式プリンタが所定の印字濃度でかすれ及びかぶり等のない高品質の画像を形成することに大きく貢献できることが分かった。一方、表面光沢度が0.2未満の被験ローラNo.1及び表面光沢度が12を超えている被験ローラNo.7を装着した電子写真式プリンタは印字濃度、かすれ及びかぶりの少なくとも1つが実用上許容可能な品質の画像を形成できないことが分かった。
【0060】
そして、前記のようにして製造した被験ローラの表面光沢度を測定し、この測定値が0.2〜12の範囲内にある被験ローラを規格適合品として選別すると、電子写真式プリンタが所定の印字濃度でかすれ及びかぶり等のない高品質の画像を形成することに大きく貢献できる現像装置用ローラを検査選別できることも分かった。
【0061】
また、前記のように、作製した被験ローラの一部又は全部について現像装置用ローラの検査方法を実施すると、電子写真式プリンタが所定の印字濃度でかすれ及びかぶり等のない高品質の画像を形成することに大きく貢献できる現像装置用ローラを製造別できることも分かった。
【0062】
さらに、同一の材料を用いて同一の条件で製造した被験ローラはそのすべてを検査対象としなくてもよいことも分かった。
【符号の説明】
【0063】
1 半導電性ローラ
2 軸体
3 導電性弾性層
4 コート層
7 被験ローラ
10 被験ローラ固定装置
11 固定溝
12a及び12b 側壁
13 光通過孔
R 測定光
【技術分野】
【0001】
この発明は、現像装置用ローラの検査方法及び製造方法に関し、さらに詳しくは、高品質の画像を形成することのできる現像装置用ローラの検査方法及び製造方法に関する。
【背景技術】
【0002】
レーザプリンタ、複写機、ビデオプリンタ、ファクシミリ、これらの複合機等には、電子写真方式を利用した各種の画像形成装置が採用されている。電子写真方式を利用した画像形成装置は、軸体の外周面に形成された導電性の弾性層を有する導電性ローラ、例えば、クリーニングローラ、帯電ローラ、現像ローラ、トナー搬送ローラ及び転写ローラ等を備えている。これらの導電性ローラのうち現像剤を担持し搬送する現像ローラ及びトナー搬送ローラ等の現像装置用ローラは、現像剤への帯電特性を向上させること、特に印字濃度低下及びかぶり等が生じない高品質の画像を形成すること等の要求に応じて、弾性層の外周面にコート層等が設けられることがある。
【0003】
このような現像装置用ローラとして、例えば、特許文献1には「表面にトナーを担持して該トナーの薄層を形成し、この状態で画像形成体に接触又は近接して、該画像形成体表面に該トナーを供給することにより、該画像形成体表面に可視画像を形成するトナー担持ローラにおいて、DIN67530による黒色ガラス標準板の反射指数1.567を表面光沢度100とした場合の表面光沢度が2以上であることを特徴とするトナー担持ローラ。」が記載されている。特許文献1によれば、表面光沢度は「長さ10cmのローラを調製し、このローラの最上面を測定面として、入射光角度85°、測定面積8×60mmで、測定」される(特許文献1の[0053]欄参照。)。
【0004】
また、特許文献2には「電子写真に用いられる現像装置のうち、画像形成体に接触して表面に現像剤を供給することにより該画像形成体上に可視画像を形成することを目的とするトナー担持ローラ(以下、現像ローラと称する)において、該現像ローラが中心に良導電性芯金を有する導電性弾性層を含んだ単層もしくは多層構成のローラであって、屈折率が可視波長全域にわたって一定値1.567であるガラス表面における入射角75°での表面光沢度を100%としたとき、該現像ローラの表面光沢度が5〜100であるとともに芯金外周がアスカーC硬度20〜60°の弾性層であることを特徴とする現像ローラ」が記載されている。特許文献2によれば、表面光沢度は「ローラ表面は円筒状でありそのままでは正確な測定値は期待できないため、ローラから表面部を切り出し、平滑な板に固定して充分な平面性を確保した上で測定」される(特許文献2の[0038]欄参照。)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平10−326039号公報
【特許文献2】特開2004−109212号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、現像装置用ローラは、現像装置に配設したときに、現像剤を担持又は搬送等するから、現像装置用ローラにおけるコート層の表面状態は形成される画像の品質に大きな影響を与える。しかし、現像装置用ローラは通常円筒形をなしておりその外周面は平面ではないうえ、そもそも現像装置用ローラ自体の光沢度が小さいから、現像装置用ローラの表面光沢度を高い信頼性で再現性よく測定しにくいことがあった。すなわち、表面光沢度が規格試験を満たす測定値を有する現像装置用ローラであっても実機に装着すると現像装置用ローラに要求される特性を十分に発揮しないものが混在することがあり、簡易で再現性のよい現像装置用ローラの検査方法等が望まれていた。
【0007】
ところで、この発明の発明者は、「軸体の外周面に形成された半導電性弾性層と、前記半導電性弾性層の外周面に形成された、測定面積4mm2における表面光沢度が2〜13であるコート層とを有する半導電性ローラ」を提案している(特開2008−003458号公報)。この半導電性ローラであれば実機に装着したときに現像装置用ローラに要求される特性をある程度の確率を持って発揮することができるが、特開2008−003458号公報に記載された「表面光沢度の測定方法」の信頼性及び再現性をより一層高めることができるとその有用性は極めて高くなる。
【0008】
したがって、この発明は、高品質の画像を形成することのできる現像装置用ローラの検査方法及び製造方法を提供することを、目的とする。
【課題を解決するための手段】
【0009】
前記課題を解決するための手段として、
請求項1は、軸体の外周に配置された導電性弾性層と前記導電性弾性層の外周に配置されたコート層とを備えた現像装置用ローラの表面を検査する方法であって、前記コート層の表面における縦横3mm(9mm2)の測定領域の表面光沢度を測定する工程と、測定された表面光沢度が0.2〜12である現像装置用ローラを選別する工程とを有する現像装置用ローラの検査方法であり、
請求項2は、導電性弾性層の外周にコート層を形成する工程と、前記形成する工程で製造された被験ローラを請求項1に記載の現像装置用ローラの検査方法で検査する工程とを有する現像装置用ローラの製造方法であり、
請求項3は、前記被験ローラは前記形成する工程で製造された被験ローラから採取された一部である請求項1に記載の現像装置用ローラの製造方法であり、
請求項4は、前記被験ローラは前記形成する工程で製造されたすべての被験ローラである請求項1に記載の現像装置用ローラの製造方法である。
【発明の効果】
【0010】
この発明に係る現像装置用ローラの検査方法及び現像装置用ローラの製造方法は、共に、コート層の表面における縦横3mm(9mm2)の測定領域の表面光沢度を測定する工程と測定された表面光沢度が0.2〜12である導電性ローラを選別する工程とを有しているから、表面光沢度を高い信頼性で再現性よく測定できるうえ、測定された表面光沢度が現像装置用ローラに要求される特性を発揮できる0.2〜12の範囲にあるものを選別できる。したがって、この発明によれば、高品質の画像を形成することのできる現像装置用ローラの検査方法及び製造方法を提供することができる。
【図面の簡単な説明】
【0011】
【図1】図1は、この発明に係る現像装置用ローラの一例を示す斜視図である。
【図2】図2は、この発明に係る現像装置用ローラの検査方法及びこの発明に係る現像装置用ローラの製造方法に用いられる被験ローラ固定装置に被験ローラを載置した状態を示す概略図であり、図2(a)はこの被験ローラ固定装置に被験ローラを載置した状態を示す概略正面図であり、図2(b)は図2(a)におけるA−A線断面図である。
【発明を実施するための形態】
【0012】
この発明に係る現像装置用ローラの検査方法及び現像装置用ローラの製造方法で検査又は製造される現像装置用ローラは、例えば、画像形成装置の像担持体例えば感光体に近接して配置されると共に現像剤を像担持体に供給する現像剤担持体としての現像ローラ、現像ローラに現像剤を搬送するトナー搬送ローラ等が挙げられる。このような現像装置用ローラは、通常、軸体の外周に配置された導電性弾性層と導電性弾性層の外周に配置されたコート層とを備えている。
【0013】
図1を参照して、現像装置用ローラの一例である現像ローラ1を説明する。現像ローラ1は、軸体2と、導電性弾性層3と、コート層4とを備えている。
【0014】
この現像ローラ1すなわちコート層4は縦横3mmの測定領域(測定面積9mm2)における表面光沢度が0.2〜12である。現像ローラ1が0.2〜12の表面光沢度を有していると、現像装置用ローラとして実機に配設されたときに印字濃度の低下、画像のかすれ及びかぶり等を防止する機能を十分に発揮して高品質の画像を形成することに大きく貢献できる。この効果に優れる点で表面光沢度は0.5〜10であるのが好ましく、1〜7であるのが特に好ましい。現像ローラ1の表面光沢度は、例えば、後述する樹脂組成物に含有される各成分の種類及び配合量、コート層4の形成方法、及び、後述する導電性弾性層3の表面粗さ等を適宜選択することにより、容易に所望の値に調整することができる。ここで、この発明の発明者らは、表面光沢度の測定領域として測定面積9mm2にすると、測定面積の狭小化による測定光の光量不足が小さく、かつ測定面積の広大化による現像ローラ1の表面での測定光の乱反射及び測定光の光密度低下が少なく、これらをバランスよく両立でき、その結果、表面光沢度の測定に必要な光量が確保されるから表面光沢度をより一層高い信頼性及び再現性で測できることを見出した。したがって、この発明において、より一層高い信頼性及び再現性で表面光沢度を測定するため表面光沢度の測定領域は測定面積9mm2とする。
【0015】
現像ローラ1は、現像ローラとして要求される特性を有している。例えば、現像ローラ1は103〜109Ωの電気抵抗値を有しているのが好ましい。現像ローラ1が前記範囲の電気抵抗値を有していると帯電特性に優れ、具体的には、現像剤を所望のように帯電させることができるから現像剤を所望のように担持することができ、担持した現像剤を像担持体に所望のように供給することができるから高品質の画像を形成することができる。より一層高品質の画像を形成することができる点で、現像ローラ1の電気抵抗値は、104〜109Ωであるのがより好ましく、105〜108Ωであるのが特に好ましい。
【0016】
現像ローラ1の電気抵抗値は、後述するコート層4を形成する樹脂組成物に含まれる導電性付与剤の含有量、シリカ系充填剤の含有量、コート層の層厚等を調整することによって、前記範囲内に調整することができ、その測定方法は、電気抵抗計(商品名:ULTRA HIGH RESISTANCE METER R8340A、株式会社アドバンテスト製)を用い、現像ローラ1を水平に置き、5mmの厚さ、30mmの幅、及び、現像ローラ1のコート層4全体を載せることのできる長さを有する金メッキ製板を電極とし、500gの荷重を現像ローラ1における軸体2の両端で支持させた状態にして、軸体2と電極との間にDC100Vを印加し、1秒後の電気抵抗計の値を読みとり、この値を電気抵抗値とする方法により、測定することができる。
【0017】
現像ローラ1は、後述する像担持体との接触面積を大きくすることができ、また現像ローラ1すなわちコート層4の反発弾性及び圧縮永久ひずみが優れる点で、20〜90のJIS A硬度を有しているのが好ましい。JIS A硬度は、JIS K6301に準拠して測定することができる。
【0018】
軸体2は、良好な導電特性を有していればよく、通常、鉄、アルミニウム、ステンレス鋼、真鍮等で構成された所謂「芯金」と称される軸体とされる。また、軸体2は、熱可塑性樹脂若しくは熱硬化性樹脂等の絶縁性芯体にメッキを施して導電化した軸体であってもよく、さらには、熱可塑性樹脂若しくは熱硬化性樹脂等に導電性付与剤としてカーボンブラック又は金属粉体等を配合した導電性樹脂で形成された軸体であってもよい。
【0019】
導電性弾性層3は、軸体2の外周面に後述する導電性ゴム組成物を硬化してなる。この導電性弾性層3は、現像ローラの電気抵抗値を前記範囲内に設定できる点で、101〜107Ωの電気抵抗値を有しているのが好ましい。導電性弾性層3の電気抵抗値は現像ローラ1の電気抵抗値と同様にして測定することができる。また、この導電性弾性層3は、現像ローラ1と後述する像担持体との接触面積を大きくすることができ、また導電性弾性層3の反発弾性及び圧縮永久ひずみが優れる点で、20〜80のJIS A硬度を有しているのが好ましい。JIS A硬度はコート層4のJIS A硬度と同様にして測定することができる。この導電性弾性層3は、通常、0.1〜20mmの層厚を有しているのが好ましく、2〜15mmの層厚を有しているのがより好ましい。
【0020】
コート層4は、導電性弾性層3の外周面に後述する樹脂組成物の硬化体として形成されており、現像ローラ1の最外層であるから現像ローラ1の前記特性と基本的に同様の特性、例えば、表面光沢度、電気抵抗値、JIS A硬度等を有しているということもできる。
【0021】
コート層4は、通常、5〜30μmの層厚さを有しているのが、耐摩耗性に優れ、製造が容易である点で好ましく、7〜25μmの層厚を有しているのがより好ましく、10〜20μmの層厚を有しているのが特に好ましい。
【0022】
現像ローラ1は、導電性弾性層3とコート層4との間に他の層を有してもよい。他の層としては、例えば、導電性弾性層3とコート層4とを接着又は密着させるプライマー層等が挙げられる。プライマー層を形成する材料としては、例えば、アルキッド樹脂、フェノール変性・シリコーン変性等のアルキッド樹脂変性物、オイルフリーアルキッド樹脂、アクリル樹脂、シリコーン樹脂、エポキシ樹脂、フッ素樹脂、フェノール樹脂、ポリアミド樹脂、ウレタン樹脂及びこれらの混合物等が挙げられる。また、これらの樹脂を硬化及び/又は架橋する架橋剤としては、例えば、イソシアネート化合物、メラミン化合物、エポキシ化合物、過酸化物、フェノール化合物、ハイドロジェンシロキサン化合物等が挙げられる。プライマー層は、例えば、0.1〜10μmの厚さに形成される。
【0023】
この発明に係る現像装置用ローラの検査方法はコート層の表面における縦横3mm(9mm2)の測定領域の表面光沢度を測定する工程と測定された表面光沢度が0.2〜12である導電性ローラを選別する工程とを有しており、この発明に係る現像装置用ローラの製造方法は導電性弾性層の外周にコート層を形成する工程と前記形成する工程で製造された被験ローラをこの発明に係る現像装置用ローラの検査方法で検査する工程とを有している。
【0024】
この発明に係る現像装置用ローラの検査方法及び現像装置用ローラの製造方法を、現像ローラ1を検査する方法又は製造する方法(この発明に係る一方法と称することがある。)を例として、説明する。
【0025】
この発明に係る一方法においては、導電性弾性層の外周にコート層を形成して被験ローラを製造する。この被験ローラは、導電性弾性層とコート層とを備えている点において、この発明に係る現像装置用ローラの検査方法及び現像装置用ローラの製造方法で検査又は製造される前記現像装置用ローラと基本的に同様である。現像装置用ローラの一例である現像ローラ1は、前記したように、軸体2と導電性弾性層3とコート層4とを備えている。したがって、この発明に係る一方法においては、まず、軸体2の外周に導電性弾性層3を形成する工程と導電性弾性層3の外周にコート層4を形成する工程とを実施する。
【0026】
この発明に係る一方法において、軸体2の外周に導電性弾性層3を形成する工程を実施するには、まず、軸体2及び導電性弾性層3を形成可能なゴム組成物を準備する。例えば、軸体2は公知の方法により所望の形状に調製される。この軸体2は、導電性弾性層3が形成される前に、プライマーを塗布してもよい。軸体2に塗布されるプライマーとしては、特に制限はないが、アミノ基及び/又は水酸基を有するプライマーが好ましく、例えば、導電性弾性層3とコート層4との間に形成されるプライマー層を形成する材料と同様の樹脂及び架橋剤が挙げられる。プライマーは、所望により溶剤等に溶解され、定法、例えば、ディップ法、スプレー法等に従って、軸体の外周面に塗布される。
【0027】
導電性弾性層3を形成可能なゴム組成物として、ゴム又はゴム成分と導電性付与剤と所望により各種添加剤とを含有する導電性ゴム組成物を準備する。導電性ゴム組成物に含有されるゴム又はゴム成分は、特に限定されず、例えば、シリコーン若しくはシリコーン変性ゴム、ニトリルゴム、エチレンプロピレンゴム(エチレンプロピレンジエンゴムを含む。)、スチレンブタジエンゴム、ブタジエンゴム、イソプレンゴム、天然ゴム、アクリルゴム、クロロプレンゴム、ブチルゴム、エピクロールヒドリンゴム、ウレタンゴム、フッ素ゴム等のゴムが挙げられるが、シリコーン若しくはシリコーン変性ゴムが、耐熱性及び帯電特性等に優れる点で、好ましい。これらのゴムは、液状タイプであっても、ミラブルタイプであってもよく、導電性弾性層3の成形方法、導電性弾性層3に要求される特性等に応じて、適宜選択することができる。前記導電性付与剤は、後述するコート層4を形成する樹脂組成物に含有される導電性付与剤と同様の導電性付与剤を用いることができる。導電性付与剤は、導電性弾性層3としたときに所望の電気抵抗値を示すように、適宜の含有量で添加され、例えば、前記ゴム100質量部に対して、2〜80質量部とすることができる。前記各種添加剤はコート層4を形成する樹脂組成物に含有される各種添加剤と同様の添加剤を用いることができる。
【0028】
このような導電性ゴム組成物として、例えば、付加硬化型ミラブル導電性シリコーンゴム組成物及び付加硬化型液状導電性シリコーンゴム組成物等を好適に挙げることができる。付加硬化型ミラブル導電性シリコーンゴム組成物として、(A)平均組成式:RnSiO(4−n)/2(Rは、同一又は異なっていてもよい、置換又は非置換の一価炭化水素基、好ましくは炭素原子数1〜12、より好ましくは炭素原子数1〜8の一価炭化水素基であり、nは1.95〜2.05の正数である。)で示されるオルガノポリシロキサン、(B)充填材、及び、(C)上記(B)成分に属するもの以外の導電性材料を含有する付加硬化型ミラブル導電性シリコーンゴム組成物が挙げられる。これらの各成分(A)〜(C)は、例えば、特開2008−058622号公報に記載の「ミラブルタイプである以下のシリコーンゴム組成物」における各成分と基本的に同様である。また、付加硬化型液状導電性シリコーンゴム組成物として、(D)一分子中にケイ素原子と結合するアルケニル基を少なくとも2個含有するオルガノポリシロキサンと、(E)一分子中にケイ素原子と結合する水素原子を少なくとも2個含有するオルガノハイドロジェンポリシロキサンと、(F)平均粒径が1〜30μmで、嵩密度が0.1〜0.5g/cm3である無機質充填材と、(G)導電性付与剤と、(H)付加反応触媒とを含有する付加硬化型液状導電性シリコーンゴム組成物が挙げられる。これらの各成分(D)〜(H)は、例えば、特開2008−058622号公報に記載の「液状シリコーン組成物」における各成分と基本的に同様である。
【0029】
導電性ゴム組成物は、二本ローラ、三本ローラ、ローラミル、バンバリーミキサ、ドウミキサ(ニーダー)等のゴム混練り機等を用いて、ゴム又はゴム成分、導電性付与剤及び所望により各種添加剤が均一に混合されるまで、例えば、数分から数時間、好ましくは5分〜1時間、常温又は加熱下で混練して、得られる。
【0030】
この発明に係る一方法においては、次いで、準備した軸体2の外周に導電性弾性層3を、例えば、準備した導電性ゴム組成物を軸体2の外周面で加熱硬化して形成する。具体的には、導電性弾性層3は、公知の成形方法によって加熱硬化と成形とを同時に又は連続して行い、軸体2の外周面に形成される。導電性ゴム組成物の硬化方法は導電性ゴム組成物の硬化に必要な熱を加えられる方法であればよく、また導電性弾性層3の成形方法も押出成形による連続加硫、プレス、インジェクションによる型成形等、特に制限されるものではない。例えば、導電性ゴム組成物が付加硬化型ミラブル導電性シリコーンゴム組成物である場合には、例えば、押出成形等を選択することができ、導電性ゴム組成物が付加硬化型液状導電性シリコーンゴム組成物である場合には、例えば、金型を用いる成形法を選択することができる。導電性ゴム組成物を硬化させる際の加熱温度は、付加硬化型ミラブル導電性シリコーンゴム組成物の場合は、100〜500℃、特に120〜300℃、時間は数秒以上1時間以下、特に10秒以上〜35分以下であるのが好ましく、付加硬化型液状導電性シリコーンゴム組成物の場合は、100〜300℃、特に110〜200℃、時間は30分〜5時間、特に1〜3時間であるのが好ましい。また、必要に応じ、付加硬化型ミラブル導電性シリコーンゴム組成物の場合は100〜200℃で1〜20時間程度の硬化条件で、また、付加硬化型液状導電性シリコーンゴム組成物の場合は120〜250℃で30〜70時間程度の硬化条件で、二次加硫してもよい。
【0031】
このようにして形成された導電性弾性層3は、所望により、その表面が研磨、研削されて、外径及び表面状態等が調整される。特に、付加硬化型ミラブル導電性シリコーンゴム組成物によって導電性弾性層3を形成した場合には、付加硬化型ミラブル導電性シリコーンゴム組成物を加熱硬化した後に、その表面が研磨、研削されるのがよい。
【0032】
このようにして形成された導電性弾性層3は、コート層4が形成される前にプライマー層が形成されてもよい。プライマー層は、必要により前記材料を溶剤等に溶解し、定法、例えば、ディップ法、スプレー法等に従って、導電性弾性層3の外周面に前記材料を塗布し、前記材料に応じた加熱条件によって、前記材料を加熱硬化させる。
【0033】
この発明に係る一方法においては、次いで、導電性弾性層3の外周にコート層4を形成する工程を実施する。この工程に用いられる樹脂組成物を準備する。この樹脂組成物は樹脂と所望により導電性付与剤と所望によりシリカ系充填材とを含有する。前記樹脂は、特に制限されないが、永久変形しにくい材料であるのが好ましく、例えば、アルキッド樹脂、フェノール変性・シリコーン変性等のアルキッド樹脂変性物、オイルフリーアルキッド樹脂、アクリル樹脂、シリコーン樹脂、エポキシ樹脂、フッ素樹脂、フェノール樹脂、ポリアミド樹脂、ウレタン樹脂、ウレア樹脂、ポリアミドイミド系樹脂及びこれらの混合物等が挙げられる。これらの中でも、ウレタン樹脂、ウレア樹脂及びフッ素樹脂であるのが、耐摩耗性、耐熱性及び帯電特性に優れる点で好ましい。
【0034】
コート層4に導電性を付与する場合には、樹脂組成物は所望により導電性付与剤を含有する。導電性付与剤は、導電性を有していれば特に限定されず、例えば、導電性粉末、イオン導電性物質等が挙げられる。導電性粉末としては、より具体的には、例えば、ケッチェンブラック、アセチレンブラック等の導電性カーボンの他に、SAF、ISAF、HAF、FEF、GPF、SRF、FT、MT等のゴム用カーボン類、また、酸化チタン、酸化亜鉛、ニッケル、銅、銀、ゲルマニウム等の金属、さらには、金属酸化物、ポリアニリン、ポリピロール、ポリアセチレン等の導電性ポリマー等が挙げられ、イオン導電性物質としては、より具体的には、例えば、過塩素酸ナトリウム、過塩素酸リチウム、過塩素酸カルシウム、塩化リチウム等の無機イオン性導電物質等が挙げられる。導電性付与剤は、1種単独で、又は2種以上を組み合わせて、コート層4としたときに所望の電気抵抗値を示すように、適宜の含有量で添加される。例えば、樹脂組成物における導電性付与剤の含有量は、前記樹脂100質量部に対して、1〜50質量部とすることができる。
【0035】
樹脂組成物は、所望によりシリカ系充填材を含有する。シリカ系充填材は、特に限定されないが、煙霧質シリカ又は沈降性シリカ等が挙げられ、一般式がRSi(OR’)3で示されるシランカップリング剤で表面処理された、補強効果の高い表面処理シリカ系充填材が好ましい。ここで、前記一般式におけるRは、グリシジル基、ビニル基、アミノプロピル基、メタクリロキシ基、N−フェニルアミノプロピル基又はメルカプト基等であり、前記一般式におけるR’はメチル基又はエチル基である。前記一般式で示されるシランカップリング剤は、例えば、信越化学工業株式会社製の商品名「KBM1003」及び「KBE402」等として、容易に入手することができる。このようなシランカップリング剤で表面処理されたシリカ系充填材は、定法に従って、シリカ系充填材の表面を処理することにより、得られる。なお、シランカップリング剤で表面処理されたシリカ系充填材は、市販品を用いてもよく、例えば、J.M.HUBER株式会社製の商品名「Zeothix 95」等が入手可能である。シリカ系充填材の配合量は、前記樹脂100質量部に対して、11〜55質量部であるのが好ましく、15〜50質量部であるのが特に好ましい。
【0036】
樹脂組成物は、前記樹脂、所望により導電性付与剤及びシリカ系充填材に加えて、通常、樹脂組成物に含有される各種添加剤を含有してもよく、各種添加剤としては、例えば、鎖延長剤及び架橋剤等の助剤、触媒、分散剤、発泡剤、老化防止剤、酸化防止剤、充填材、顔料、着色剤、加工助剤、軟化剤、可塑剤、乳化剤、耐熱性向上剤、難燃性向上剤、受酸剤、熱伝導性向上剤、離型剤、溶剤等が挙げられる。これらの各種添加剤は、通常用いられる添加剤であってもよく、用途に応じて特別に用いられる添加剤であってもよい。
【0037】
樹脂組成物は、二本ローラ、三本ローラ、ローラミル、バンバリーミキサ、ドウミキサ(ニーダー)等のゴム混練り機等を用いて、前記樹脂、所望により導電性付与剤、シリカ系充填材及び各種添加剤等が均一に混合されるまで、例えば、数分から数時間、好ましくは5分〜1時間、常温又は加熱下で混練して、得られる。
【0038】
このようにして準備した樹脂組成物を、導電性弾性層3又は所望により形成されたプライマー層の表面に塗工し、次いで、塗工された樹脂組成物を加熱硬化させる。樹脂組成物の塗工は、例えば、樹脂組成物の塗工液を塗工する塗布法、前記塗工液に導電性弾性層3を浸漬するディッピング法、前記塗工液を導電性弾性層3に吹き付けるスプレーコーティング法等の公知の塗工方法によって、行われる。樹脂組成物は、そのまま塗工してもよいし、樹脂組成物に、例えば、メタノール及びエタノール等のアルコール、キシレン及びトルエン等の芳香族系溶媒、酢酸エチル及び酢酸ブチル等のエステル系溶媒等の揮発性溶媒を加えた塗工液を塗工してもよい。この塗工液は、例えば、揮発性溶媒を80質量%含有する。樹脂組成物を加熱硬化させる際の加熱温度は、樹脂組成物に応じて適宜設定され、例えば、100〜200℃、特に110〜170℃、加熱時間は10分〜2時間、特に20〜70分であるのが好ましい。
【0039】
この発明に係る一方法においては、このようにして被験ローラとしての現像ローラ1を製造できる。
【0040】
この発明に係る一方法においては、前記のようにして製造された被験ローラをこの発明に係る現像装置用ローラの検査方法で検査する工程を実施する。すなわち、この発明に係る一方法においては、前記のようにして製造された被験ローラのコート層4の表面における縦横3mm(9mm2)の測定領域の表面光沢度を測定する工程と、測定された表面光沢度が0.2〜12である現像ローラ1を選別する工程とを実施する。
【0041】
ところで、前記のようにして製造された被験ローラは基本的にはすべてほぼ同様の特性を有しているから、この発明において、検査する工程で検査対象とする被験ローラは製造された被験ローラすべてであってもよく、製造された被験ローラ群から任意に採取された一部であってもよい。
【0042】
この発明に係る一方法においては、現像ローラ1のコート層4の表面光沢度を次のようにして測定する。ここで、表面光沢度は、DIN 67530による黒色ガラス標準板の反射指数1.567を光沢度100としたときに、この光沢度100に対する割合である。表面光沢度は、コート層4の表面における縦横3mmで9mm2を測定面積として測定される。表面光沢度の測定面積をこのように極小面積とすることによって、前記したようにコート層4の表面光沢度を高信頼性で高精度かつ再現性よく測定することができる。この発明において表面光沢度は図2に示される被験ローラ固定装置を用いてコート層4の表面をそのまま測定する。なお、この発明において被験ローラのコート層を切り出して平面状態にして表面光沢度を測定することもできる。表面光沢度は、コート層4における表面の複数個所、例えば、コート層4の周方向に等間隔で4箇所及びコート層4の長手方向に等間隔で5箇所、合計20箇所をそれぞれ測定し、これらの算術平均値とする。表面光沢度を測定する際の入射角θはコート層4の表面に対して60°である。表面光沢度の測定には、例えば、表面光沢度計(商品名「GM−26D」、株式会社村上色彩研究所製)を用い、測定面積を3×3mmに改造したものを使用することができる。
【0043】
前記被験ローラ固定装置は、図2に示されるように、垂直断面がV字状で光通過孔13を有する固定溝11に被験ローラ7を載置して、光通過孔13を介して被験ローラ7の最下点に測定光を入射角θ60°で入射させて測定する。この被験ローラ固定装置10は、2枚の側壁12a及び12bがその延在方向の一端縁で垂直断面がV字状になるように連接されてなる固定溝11を有している。この固定溝11は、図示しない装置本体等に配置されている。この固定溝11は側壁12a及び12bの連接部に表面光沢度を測定するときに照射する測定光Rを通過させる光通過孔13が延在方向に等間隔で5個穿孔配置されている。この被験ローラ固定装置10に被験ローラ7を配置すると、図2(b)によく示されるように、2枚の側壁12a及び12bで均等に水平に支持された被験ローラ7におけるコート層4の表面の最下点に光通過孔13を通過した測定光Rが入射し、反射する。そして、被験ローラ固定装置10は、光通過孔13が3×3mmの開口を有しているから、表面光沢度の測定に必要な3×3mmの測定領域以外の測定光を被験ローラ7に照射させることなくカットできる。また、この被験ローラ固定装置10は、図示しないが、測定光の光源レンズ近傍にも同様に3×3mmの開口を有する測定光遮断部材を備えているのが好ましい。このように、被験ローラ固定装置10が光通過孔13、好ましくは測定光遮断部材を備えていると、すなわち、測定領域近傍及び/又は光源近傍に測定領域に対応する開口を有する部材を備えていると、表面光沢度の測定に必要な測定光Rのみを被験ローラ7に入射させることができるから表面光沢度をより一層高い信頼性及び再現性で測定できる。このように、この被験ローラ固定装置10を用いると、コート層4の特定の表面に測定光Rを入射させることができ、かつ測定面積も小さいから、被験ローラ7におけるコート層4の表面光沢度を高い信頼性で再現性よく測定できる。
【0044】
この発明に係る一方法においては、このようにして測定された表面光沢度の値が0.2〜12の範囲内にある被験ローラを適合品として選別する。このとき、前記のようにして製造された被験ローラの表面光沢度の値が0.2〜12の範囲内にある場合には、前記のようにして製造された被験ローラは基本的にはすべてほぼ同様の特性を有しているから、同様にして製造された他の被験ローラはその表面光沢度の値が0.2〜12の範囲内にある。したがって、この発明に係る一方法において、検査する工程で検査対象とする被験ローラは、同様に製造されている限り、製造された被験ローラすべてを対象にする必要はなく、任意に採取された一部でもよい。この発明に係る一方法において、被験ローラの製造条件、製造原料等を変更した場合には変更して製造したすべての被験ローラを検査対象にして、測定された表面光沢度の値が0.2〜12の範囲内にある被験ローラのみを適合品として選別する。
【0045】
この発明において、前記測定する工程で測定された表面光沢度の値が0.2〜12の範囲内にある被験ローラを適合品とする根拠は以下の通りである。すなわち、前記測定する工程で測定された表面光沢度が0.2〜12の範囲内にあると現像装置用ローラ、特に現像ローラに要求される特性を十分に発揮できることを実験的に確認した。ここで、現像装置用ローラ、特に現像ローラに要求される特性とは、画像形成装置の現像装置に配設されたときに、画像形成装置が所定の印字濃度でかすれ及びかぶり等のない高品質の画像を形成することに貢献する特性である。具体的には、この発明の発明者らは、実施例及び比較例で示すように、被験ローラの表面光沢度が0.2未満であると現像ローラ表面のトナー付着量が高すぎて印字画像上にかぶりが発生するという問題が生じ、一方、表面光沢度が12を超えると現像ローラ表面のトナー付着量は低くなりすぎ、印字画像上にかすれが発生するという問題が生じること、さらに、測定面積3×3mmの表面光沢度を0.2〜12にするとこれら問題がいずれも生じない高品質の画像を形成することに大きく貢献できることを見出し、前記選別する工程での適合品として選別する現像ローラの閾値を0.2〜12に設定した。したがって、この発明における前記選別する工程においては、表面光沢度が0.2〜12の範囲内にある被験ローラを適合品として選別すると画像形成装置が所定の印字濃度でかすれ及びかぶり等のない高品質の画像を形成することに貢献できる。
【0046】
この発明に係る一方法において、被験ローラの選別は手動であっても自動であってもよい。
【0047】
このようにして、高品質の画像を形成することのできる現像装置用ローラか否かを高い信頼性でかつ再現性よく検査及び選別できる。また、同様に高品質の画像を形成することのできる現像装置用ローラを高い信頼性でかつ再現性よく製造できる。
【0048】
この発明に係る現像装置用ローラの検査方法及びこの発明に係る現像装置用ローラの製造方法は、前記したこの発明に係る一方法に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。
【実施例】
【0049】
(実施例及び比較例)
<被験ローラNo.1の製造>
無電解ニッケルメッキ処理が施された軸体2(SUM22製、直径10mm、長さ275mm)をトルエンで洗浄し、その表面にシリコーン系プライマー(商品名「プライマーNo.16」、信越化学工業株式会社製)を塗布した。プライマー処理した軸体を、ギヤオーブンを用いて150℃の温度にて10分焼成処理した後、常温にて30分以上冷却し、軸体の表面にプライマー層を形成した。一方、メチルビニルシリコーン生ゴム(商品名「KE−78VBS」、信越化学工業株式会社製)100質量部と、ジメチルシリコーン生ゴム(商品名「KE−76VBS」、信越化学工業株式会社製)20質量部と、カーボンブラック(商品名「アサヒサーマル」、旭カーボン株式会社製)10質量部と、煙霧質シリカ系充填材(商品名「AEROSIL 20」、日本アエロジル株式会社製)15質量部と、白金触媒(商品名「C−19A」、信越化学工業株式会社製)0.5質量部と、ハイドロジェンポリシロキサン(商品名「C−19B」、信越化学工業株式会社製)2質量部とを混合し、加圧ニーダーで混練して、付加硬化型ミラブル導電性シリコーンゴム組成物を調製した。次いで、プライマー層を形成した軸体2と付加硬化型ミラブル導電性シリコーンゴム組成物とを、クロスヘッド型押出成形機にて一体分出し、ギヤオーブンを用いて、250℃、30分間加熱した。その後、さらに、ギヤオーブンを用いて、200℃で4時間にわたって、二次加熱し、常温にて24時間放置した。次いで、円筒研削盤にて、形成した導電性弾性層の直径が18mmとなるように、導電性弾性層3の表面を研磨した。次いで、導電性弾性層3の表面にシリコーン系プライマー(商品名「プライマーNo.19」、信越化学工業株式会社製)を塗布した。プライマーが塗布された導電性弾性層3の表面にウレタン系塗料(商品名「ニッポラン5196」、日本ポリウレタン株式会社製)100質量部と、煙霧質シリカ系充填材(商品名「AEROSIL 200」、日本エアロジル株式会社製)55質量部と、カーボンブラック(商品名「アサヒサーマル」、旭カーボン株式会社製)15質量部と、イソシアネート系架橋剤14質量部とを含有する樹脂組成物の塗布液を、スプレーコーティング法によって、一回塗布し、150℃で30分間加熱し、プライマーとウレタン系塗料とを架橋及び/又は硬化させて、層厚6μmのコート層4を形成した。このようにして、図1に示される、軸体2と導電性弾性層3とコート層4とを備えた被験ローラNo.1(現像ローラ1とも称する。)を7検体製造した。
【0050】
<被験ローラNo.2〜7の製造>
被験ローラにおけるコート層4の層厚及び/又はコート層4を構成する組成物中の煙霧質シリカ系充填材の含有量を第1表に示す値に変更したこと以外は被験ローラNo.1と基本的に同様にして被験ローラNo.2〜7それぞれを7検体ずつ製造した。
【0051】
【表1】
【0052】
このようにして製造した各被験ローラそれぞれについて、その5検体を任意に採取して、前記のようにして表面光沢度を測定した。測定されたこれらの算術平均値を第2表に示す。表面光沢度を測定において、各被験ローラにおける5検体の表面光沢度はほとんど同じ値であり、また、採取しなかった残余の被験ローラの表面光沢度を測定してみても基本的にほぼ同じ測定値であった。
【0053】
このようにして製造した各被験ローラを、電子写真式プリンタ(沖データ株式会社製、商品名:「MICROLINE 1032PS」、解像度1200dpi相当)の現像ローラとして配設した。なお、現像剤及び現像剤規制部材は電子写真式プリンタに付属の現像剤及び現像剤規制部材を用いた。
【0054】
(印字濃度評価)
この電子写真式プリンタを、温度20℃、相対湿度50%の環境下で、稼動させて、黒ベタ印字部を6,000枚印字した。その後、黒ベタ−網点−5%デューティー−白地印字を2回繰り返し行い、その2回目に印字した黒ベタ印字部のマクベス濃度を、マクベス濃度計を用いて測定した。黒ベタ印字部のマクベス濃度が1.3〜1.5であった場合を「◎」とし、マクベス濃度が1.2以上1.3未満であった場合を「○」とし、マクベス濃度が1.2未満、又は1.5超であった場合を印字不良と判断し、「×」とした。その結果を第2表に示す。
【0055】
(かぶり評価)
前記印字濃度評価と同様に、6,000枚の黒ベタ印字後に2回繰り返して行った黒ベタ−網点−5%デューティー−白地印字の中から、2回目に印字した5%デューティー画像における白地部のマクベス濃度を、マクベス濃度計を用いて測定した。5%デューティー画像における白地部のマクベス濃度が0.01未満であった場合を「◎」とし、マクベス濃度が0.01以上0.02未満であった場合を「○」とし、0.02以上であった場合をかぶりが発生したと判断して「×」とした。その結果を第2表に示す。
【0056】
(かすれ評価)
印字濃度評価及びかぶり評価をするための黒ベタ−網点−5%デューティー−白地印字を2回繰り返して行った後、引き続いて黒ベタ印字部の印字を継続して行った。通算で10,000枚印刷しても黒ベタ印字部に表面白筋が出現しなかった場合を「◎」とし、7,000枚以上10,000枚未満印刷したときに黒ベタ印字部に表面白筋が出現した場合を「○」とし、7,000枚印刷するまでに、黒ベタ印字部に表面白筋が出現した場合を「×」とした。その結果を第2表に示す。
【0057】
(その他の特性の測定)
各被験ローラにおける前記した一般的な特性、例えば電気抵抗値を前記のようにして測定した結果を第2表に示す。
【0058】
【表2】
【0059】
第2表に示されるように、表面光沢度が0.2〜12の範囲内にある被験ローラNo.2〜No.6は電子写真式プリンタが所定の印字濃度でかすれ及びかぶり等のない高品質の画像を形成することに大きく貢献できることが分かった。一方、表面光沢度が0.2未満の被験ローラNo.1及び表面光沢度が12を超えている被験ローラNo.7を装着した電子写真式プリンタは印字濃度、かすれ及びかぶりの少なくとも1つが実用上許容可能な品質の画像を形成できないことが分かった。
【0060】
そして、前記のようにして製造した被験ローラの表面光沢度を測定し、この測定値が0.2〜12の範囲内にある被験ローラを規格適合品として選別すると、電子写真式プリンタが所定の印字濃度でかすれ及びかぶり等のない高品質の画像を形成することに大きく貢献できる現像装置用ローラを検査選別できることも分かった。
【0061】
また、前記のように、作製した被験ローラの一部又は全部について現像装置用ローラの検査方法を実施すると、電子写真式プリンタが所定の印字濃度でかすれ及びかぶり等のない高品質の画像を形成することに大きく貢献できる現像装置用ローラを製造別できることも分かった。
【0062】
さらに、同一の材料を用いて同一の条件で製造した被験ローラはそのすべてを検査対象としなくてもよいことも分かった。
【符号の説明】
【0063】
1 半導電性ローラ
2 軸体
3 導電性弾性層
4 コート層
7 被験ローラ
10 被験ローラ固定装置
11 固定溝
12a及び12b 側壁
13 光通過孔
R 測定光
【特許請求の範囲】
【請求項1】
軸体の外周に配置された導電性弾性層と前記導電性弾性層の外周に配置されたコート層とを備えた現像装置用ローラの表面を検査する方法であって、
前記コート層の表面における縦横3mm(9mm2)の測定領域の表面光沢度を測定する工程と、測定された表面光沢度が0.2〜12である現像装置用ローラを選別する工程とを有する現像装置用ローラの検査方法。
【請求項2】
導電性弾性層の外周にコート層を形成する工程と、前記形成する工程で製造された被験ローラを請求項1に記載の現像装置用ローラの検査方法で検査する工程とを有する現像装置用ローラの製造方法。
【請求項3】
前記被験ローラは、前記形成する工程で製造された被験ローラから採取された一部である請求項1に記載の現像装置用ローラの製造方法。
【請求項4】
前記被験ローラは、前記形成する工程で製造されたすべての被験ローラである請求項1に記載の現像装置用ローラの製造方法。
【請求項1】
軸体の外周に配置された導電性弾性層と前記導電性弾性層の外周に配置されたコート層とを備えた現像装置用ローラの表面を検査する方法であって、
前記コート層の表面における縦横3mm(9mm2)の測定領域の表面光沢度を測定する工程と、測定された表面光沢度が0.2〜12である現像装置用ローラを選別する工程とを有する現像装置用ローラの検査方法。
【請求項2】
導電性弾性層の外周にコート層を形成する工程と、前記形成する工程で製造された被験ローラを請求項1に記載の現像装置用ローラの検査方法で検査する工程とを有する現像装置用ローラの製造方法。
【請求項3】
前記被験ローラは、前記形成する工程で製造された被験ローラから採取された一部である請求項1に記載の現像装置用ローラの製造方法。
【請求項4】
前記被験ローラは、前記形成する工程で製造されたすべての被験ローラである請求項1に記載の現像装置用ローラの製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2013−88681(P2013−88681A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−230203(P2011−230203)
【出願日】平成23年10月19日(2011.10.19)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月19日(2011.10.19)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]