
継ぎ目強度の大きい建築用ファブリック
(a)延伸ポリテトラフルオロエチレン繊維で製造されていて第1の面と第2の面を持つファブリックを有する複数の区画と、(b)第1の面と第2の面の少なくとも一方の上に配置されているフルオロポリマー製被覆と、(c)2つの区画の重複部によって形成される少なくとも1つの継ぎ目を備えていて、その継ぎ目が、室温でファブリックの公称経方向ストリップ引っ張り強度と実質的に等しい継ぎ目経方向ストリップ引っ張り強度を持つ、建築用ファブリックとして有用な製品。

【発明の詳細な説明】
【技術分野】
【0001】
本発明はファブリックに関するものであり、より詳細には、防水性、遅燃性、可撓性、耐久性があって、満足のゆく外観と例外的な継ぎ目強度を持つ建築用ファブリックに関する。
【背景技術】
【0002】
建築用ファブリックは、建築構造またはその一部として用いられるファブリックであり、一般に人間を風、日射、雨などから保護してくれる。建築用ファブリックは、恒久的構造または仮設構造になることができる。仮設の場合には、例えば折り畳むこと、または巻くこと、またはそれ以外の保管方法によって撤去したり除去したりすることができる。
【0003】
建築用ファブリックにはいくつかの条件がある。建築用ファブリックは、組み立て中と使用中に風その他のストレスに耐える十分な強度がなければならない。建築用ファブリックは、可撓性と耐久性がなければならない。そのため折り畳んだり巻いたりすることができ、時間が経っても強度と元のままの状態が維持される。建築用ファブリックは、UV光に対する抵抗力がなければならない。UV光は、時間が経つとファブリックを劣化させて弱くする傾向がある。UV抵抗性のファブリックはこの露出に耐える。建築用ファブリックは、一般に遅燃性かつ防水性でなければならない。建築用ファブリックは、容易に継ぎ合わせること(または“溶接すること”)ができなければならず、その継ぎ目は、室温と極端な温度の両方で強力なものでなければならない。建築用ファブリックは、満足のゆく外観も持っていなければならない。
【0004】
既知のある建築用ファブリックは、PTFEで覆われたファイバーグラス製ファブリックからなる複合材料である。この製品は望ましい品質をいくつか持っているが、可撓性が十分ではない。したがってこのファブリックは、容易に除去できる必要のある用途でうまく利用することができない。
【0005】
既知の別の建築用ファブリックは、ポリエステル製ファブリックの表面にPVCまたはアクリルの被覆を有する。この製品は可撓性を持っているが、耐久性が限られている。このファブリックは、特別な処理を施すのでなければ可燃性であり、UV光のもとで劣化する傾向がある。折り曲げをかなりの回数行ない、かなりの期間UV光に曝露した後は、この製品に割れ目その他の欠陥が出現するため、傷ができた場所でファブリックに水が侵入できるようになる。
【0006】
既知の別の建築用ファブリックは、Kelmartinらに付与されたアメリカ合衆国特許第6,770,577B2号に開示されている。この特許に開示されている製品は、空孔の中にフルオロポリマー(例えばTHV)製接着剤が含まれた多孔性ポリテトラフルオロエチレン製フィルムからなる少なくとも1つの複合膜に付着させたポリテトラフルオロエチレン製ファブリックを含んでいる。多孔性ポリテトラフルオロエチレン製フィルムは、耐久性があって満足のゆく外観を持つ製品を作るために設けられている。しかしこのフィルムを付着させるのに追加の処理が必要とされる。このフィルムは、ファブリックまたはTHVに含まれる顔料または着色剤の色を弱める傾向もある。
【発明の概要】
【発明が解決しようとする課題】
【0007】
ファブリックからなるパネルを高温で互いに溶接する場合には、既知のファブリックを用いると継ぎ目強度が低下する。THVなどのポリマーは高温で軟化する可能性があるため、継ぎ目強度が低下する。
【0008】
経済的、溶接可能、防水性、遅燃性であって例外的な継ぎ目強度を持つ建築用ファブリックが本業界で必要とされている。
【課題を解決するための手段】
【0009】
本発明により、複数の区画を含んでいて、各区画が、延伸ポリテトラフルオロエチレン繊維で製造されていて第1の面と第2の面を持つファブリック層を有する、撤去可能な構造、または仮設構造、または恒久的構造のための建築用ファブリックが提供される。ファブリック層は、ある公称経方向ストリップ引っ張り強度を持つ。第1の面と第2の面の少なくとも一方の上に配置されていて、その面から繊維間を延びるフルオロポリマー製被覆も含まれている。2つの区画が重複することによって少なくとも1つの継ぎ目が形成される。その継ぎ目は、室温でファブリックの公称経方向ストリップ引っ張り強度と実質的に等しい継ぎ目経方向ストリップ引っ張り強度を持つ。
【0010】
フルオロポリマー製被覆はPVDFまたはETFEであることが好ましい。重複部が2.5インチであるとき、継ぎ目経方向ストリップ引っ張り強度は、室温で456 lbf/in(ファブリックの公称経方向ストリップ引っ張り強度)よりも大きく、70℃で300 lbf/inよりも大きい。継ぎ目の緯方向ストリップ引っ張り強度は、室温で400 lbf/inよりも大きいことが好ましく、70℃で200 lbf/inよりも大きい。
【0011】
また、本発明の建築用ファブリックは、少なくとも40%の光透過率を持ち、防水性かつ遅燃性であることが好ましく、継ぎ目は、ラジオ周波数による継ぎ目または熱棒溶接による継ぎ目であることが好ましい。場合によっては顔料がフルオロポリマー製被覆に含まれる。ファブリックの繊維は、場合によっては密にされ、充填剤を含んでいてもよい。
【0012】
別の1つの側面では、本発明により、PVDFとETFEからなるグループの中から選択したフルオロポリマーを用いて繊維を被覆することで、延伸ポリテトラフルオロエチレン繊維で構成された建築用ファブリックの継ぎ目の周囲温度における経方向の破断モードを繊維の引き抜きからファブリックの最大強度へと変化させる方法が提供される。
【0013】
さらに別の1つの側面では、本発明により、PVDFとETFEからなるグループの中から選択したフルオロポリマーを用いて繊維を被覆することで、延伸ポリテトラフルオロエチレン繊維で製造された建築用ファブリックの継ぎ目の強度を、高温(70℃)において経方向と緯方向でそれぞれ少なくとも50%と20%大きくする方法が提供される。
【0014】
さらに別の1つの側面では、本発明により、PVDFとETFEからなるグループの中から選択したフルオロポリマーを用いて繊維を被覆することで、延伸ポリテトラフルオロエチレン繊維を有する建築用ファブリックの継ぎ目の周囲温度における丈夫さを、経方向と緯方向でそれぞれ少なくとも35%と85%大きくする方法が提供される。
【0015】
最後の1つの側面では、本発明により、PVDFとETFEからなるグループの中から選択したフルオロポリマーを用いて繊維を被覆することで、延伸ポリテトラフルオロエチレン繊維を有する建築用ファブリックの継ぎ目の高温(70℃)における丈夫さを、経方向と緯方向でそれぞれ少なくとも95%と100%大きくする方法が提供される。
【図面の簡単な説明】
【0016】
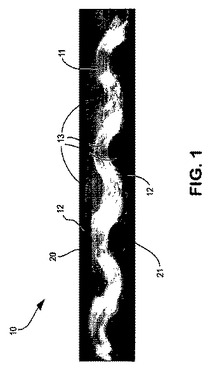
【図1】本発明の一実施態様による製品の断面の光学顕微鏡写真である。
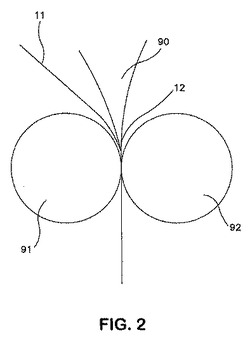
【図2】本発明による製品を製造する方法の一例の模式図である。
【図3a】経方向で継ぎ目ストリップの引っ張り試験をした結果の棒グラフである。
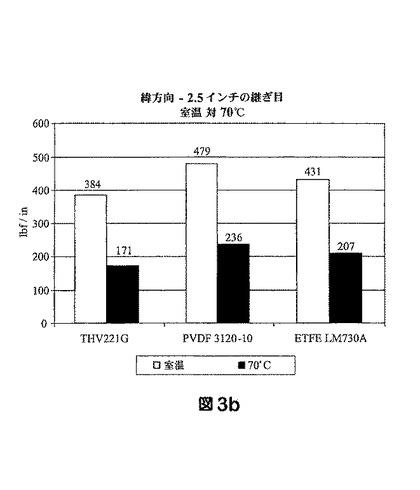
【図3b】緯方向で継ぎ目ストリップの引っ張り試験をした結果の棒グラフである。
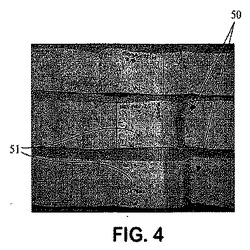
【図4】本発明の実施例の写真であり、本発明を利用した破断モードの変化を示している。
【図5】図4に示した本発明による実施例の継ぎ目の拡大図である。
【図6】本発明による実施例の経方向の丈夫さを比較例と比較したグラフである。
【図7】本発明による実施例の緯方向の丈夫さを比較例と比較したグラフである。
【発明を実施するための形態】
【0017】
これから図面を参照して本発明を説明する。図1は、本発明の一実施態様による製品10の断面の光学顕微鏡写真である。この実施態様では、製品10は建築用ファブリックである。製品10は、フルオロポリマーからなる繊維13で製造したファブリック11を含んでいる。フルオロポリマーは、ある特定の用途にとって十分な強度を持つPTFEが好ましく、延伸PTFE繊維が最も好ましい。ファブリック11は経方向と緯方向を持つため、図1に示したファブリック11の個々の繊維の軸に対して垂直な方向と平行な方向の断面図が説明される。
【0018】
ファブリック11は、第1の面20と第2の面21を有する。繊維13に沿って経方向と緯方向の両方に延びるとともに繊維13の間にも延びている第1の面20の隣には、フルオロポリマー製被覆12が配置されている。フルオロポリマー製被覆12として好ましいのは、PVDF(フッ化ビニリデンとヘキサフルオロプロピレンのコポリマーが最も好ましい)またはETFE(エチレンテトラフルオロエチレンのコポリマーが最も好ましい)である。
【0019】
製品10は、第1の面20だけがフルオロポリマー製被覆12で覆われていて建築用ファブリックとして有用である。しかし好ましい一実施態様は、第2の面21にもフルオロポリマー製被覆12を有する(そしてその被覆は、第2の面21から繊維13の間を延びている)。
【0020】
ファブリック11は、UV光抵抗性かつ遅燃性である任意の材料である。ファブリック11は、強く、可撓性があり、耐久性のあるものでなければならない。PTFE繊維が好ましい。延伸ポリテトラフルオロエチレン繊維でできたファブリックが最も好ましい。
【0021】
フルオロポリマー製被覆12は、UV光抵抗性かつ遅燃性の材料である。PVDFとETFEが好ましい。この好ましいフルオロポリマー製被覆も、好ましいことに可撓性であり、ファブリック11に接着し、透明または不透明であり、ファブリックからなるパネルを互いに溶接するときに優れた継ぎ目強度を提供する。ファブリックの両側の被覆は同じ材料であることが好ましい。フルオロポリマーは、機能(例えば色、UV抵抗性(必要な場合。それは例えばPTFE製ファブリックを使用しない場合である)、耐炎性)のために充填剤を添加することができる。
【0022】
フルオロポリマー製被覆12は、押し出し被覆によってファブリック11に付着させることが好ましいが、他の方法(例えばソルベント・コーティングや、剥離層を使用したラミネーション、剥離層を使用しないラミネーション)が代替法として存在している。図2は、本発明による建築用ファブリックの製造に好ましい押し出し法を示している。ファブリック11はロール91と92の間を通過し、それと同時にフルオロポリマー製被覆12がファブリック11の表面に押し出し機90から押し出される。ロール91と92の表面と、ロールの温度および速度が、本発明を実施する際の極めて重要なプロセス・パラメータである。これらパラメータの詳細は、後出の実施例で与える。
【0023】
驚くべきことに、出願人は、本発明の製品からなるパネルを互いに溶接すると、パネル間の継ぎ目が特に高強度になることを見いだした。これは、室温と高温の両方に当てはまる。その結果、さまざまな種類の接合技術(例えば熱棒溶接とラジオ周波数溶接)を利用して継ぎ目を形成することができる。
【0024】
特に、発明者は、ファブリックをPVDFまたはETFEで被覆すると、ベースとなるファブリックそのものの室温での公称経方向ストリップ引っ張り強度と実質的に等しい継ぎ目経方向ストリップ引っ張り強度を持つ継ぎ目になることを見いだした。基本的に、発明者は、ベースとなるファブリックをPVDFまたはETFEで被覆することにより、建築用ファブリックの継ぎ目の周囲温度における破断モードを(従来のファブリックの継ぎ目で見られる)繊維の引き抜きからファブリックの最大強度へと変化させうることを見いだした。
【0025】
やはり驚くべきことに、例えばPTFE/ファイバーグラス製ファブリックで継ぎ目を封止するのに従来技術で知られている溶接技術を利用すると、製品10同士の継ぎ目をはるかに容易に封止することができる。これは、アメリカ合衆国特許第6,770,577B2号に記載されている多孔性PTFE要素を取り除いた結果である。さまざまな継ぎ目技術を利用することができる。熱(約230℃で45秒間)と圧力を本発明のファブリックの重複した部分に加えることによって確実な継ぎ目が形成される。適切な1つの継ぎ目封止装置は、Aline Heat Sealing社(セリトス、カリフォルニア州)から入手できる電気インパルス熱棒溶接機(商品番号HD-25)である。驚くべきことに、ラジオ周波数溶接も、楔溶接や熱風溶接と同様に利用することができる。本発明を利用すると、現在用いられている他のファブリックにおけるような特別な処理や、追加の接着剤または継ぎ目テープを必要とすることなく、強力な溶接部を容易に得ることができる。
【0026】
以下の実施例は、本発明を説明することを意図したものであり、本発明を制限する意図はない。
【実施例】
【0027】
比較例1
【0028】
単一スクリューの押し出し機と溝付き金型を用い、褐色の顔料を混ぜたTHV221G(Dyneon社、オークデール、ミネソタ州)を250℃の温度で押し出した。それを鉛直方向下方に向け、2つのロールの隙間に入れた。一方のロールはTEFLON(登録商標)をスリーブとして被せたEPDMゴム製ロールであり、他方はTEFLON(登録商標)で被覆された鋼製ロールである。押し出されたフィルムの厚さは175μmであった。EPDM製ロールは表面の温度が90℃であり、鋼製ロールは表面の温度が115℃であった。ロールの表面速度は2.75m/分であった。延伸PTFEで織られたファブリックは、W.L. Gore & Associates社から入手した。このファブリックは、経糸18本×緯糸18本/cmの平織りであった。それぞれの経糸と緯糸は、500デニールの2本の延伸PTFE繊維を互いに撚り合わせた構成であった。(公称経方向ストリップ引っ張り強度を明らかにするため、このファブリックに対し、継ぎ目ではなくファブリックそのものだけについて、「継ぎ目強度」の表題で下に示す引っ張り試験を経方向で実施した。結果は456 lbf/inであった。)
【0029】
鋼製ロールの上からファブリックを隙間に入れ、その隙間において、溶融したTHV221Gを押し付けた。挟む力は130ニュートン/cmであった。挟む作用によってTHV221Gをファブリックの空孔の中に押し込んだ。得られたTHV221G/ファブリック複合体は、押し出しラインの終端部でロールに巻き付けた。
【0030】
次に、上記のTHV221G/ファブリック複合体をもう一度押し出しラインに通した。ただし、赤い顔料を含む溶融したTHV221Gからなる第2の被覆は、ファブリックで1回目に通過させたときに押し出されなかった面に付着させた。機械の状態は、この2回目の通過でも1回目の通過のときと同じであった。この実施例で製造したこの材料を360-75と名付けた。このTHV221G/ファブリック複合体の厚さは0.65mmであり、単位面積あたりの質量は1240 g/m2であった。
【0031】
本発明の実施例1
【0032】
建築用ファブリックを比較例1と同様にして製造したが、THV221Gの代わりにPVDF3120-10(Arkema社、フィラデルフィア、ペンシルヴェニア州)を使用した点が異なっていた。
【0033】
本発明の実施例2
【0034】
建築用ファブリックを比較例1と同様にして製造したが、THV221Gの代わりにETFE LM-730A(旭硝子社、ダウニングタウン、ペンシルヴェニア州)を使用した点が異なっていた。
【0035】
試験
【0036】
以下の手続きを利用して建築用ファブリックのさまざまな特性を試験する。
【0037】
(1)防水性
【0038】
装置:
RO/蒸留水
温度計
低静水圧計(Alfred Suter社、ラムゼー、ニュージャージー州、モデル番号502 Suter LHPT)
計時装置
水循環装置
【0039】
試験試料:
試料のサイズ:直径4.5インチ(11.4cm)の円形サンプル。
サンプルごとの試料数:3。
【0040】
コンディショニング:試験前の試料の状態を21±1℃(70±2°F)、65±2%RHにする。
【0041】
試験手続き:
1.タンク内の水のレベルを確認する。
2.レベルが低すぎるときには水を追加する。
3.ポンプのスイッチを入れる。
4.水温が27±3℃(80±5°F)であることを確認する。
4.1 水温が低すぎる場合には、モーターを動かして加熱するか、加熱した水をタンクに加える。
4.2 水温が高すぎる場合には、冷凍機の中にある氷のパックをタンクに浮かべて温度を下げるか、冷水を追加する。
5.水ラインをパージする。
6.試料を、試料面の側を下に向けて試料ホルダの下に配置する。
7.試料を所定の位置に固定する。
8.弁を開けて水を流し始める。
9.3分間の計時装置をセットする。
10.LPHT試験機の計器が指定した圧力(1.1 psig)に到達したときに計時装置をスタートさせる。
11.各試料の漏れを調べる。漏れのあるサンプルは破損と報告する。漏れのないものが合格である。
11.1 漏れが試験領域で起こったときだけ破損と見なすべきである。
11.1.1 試料の固定端で、またはこの端部から0.32cm(1/8インチ)以内で試料に侵入した水滴は考慮しない。
【0042】
本発明の実施例1と2のサンプルを上記のようにして試験した。どちらのサンプルも合格であり、漏れはなかった。
【0043】
(2)遅燃性
【0044】
実施例のファブリックの遅燃性を以下のようにして試験した。
【0045】
装置:
ティリル・バーナーを備えたキャビネット 真鍮製おもり
金属製試料ホルダとクリップ はさみまたは穿孔装置
試料取り付けブロック ブタン点火器
計時装置(1/10秒まで計れるもの) 使い捨て手袋
物差し(目盛が1mmのもの) ガス:純度99%のメタン
プラスチック製袋
【0046】
試験試料:
試料のサイズ:3インチ×12インチで、試験方向に平行な長さが12インチ。
サンプルの数:2。
【0047】
コンディショニング:試験前の試料の状態を70±2°F、65±2%RHにする。
【0048】
試験手続き:
1.試料を上記のように切断する。
1.1. ガスの圧力を2.5±0.25 psiに維持する。
1.2. (カウンタの制御パネルの)電源をオンにする。
1.3. 種火用ノブをわずかに反時計回りに回してオンにする。
1.4. ブタン点火器で種火に点火する。
1.5. 種火用ノブを用いて種火のサイズを1/8インチに調節する。種火の炎を先端に最も近い点から測定する。
1.6. 炎点火計時装置を120秒にセットする。
1.7. 炎/ファンのノブを回して炎にし、少なくとも2分間にわたって炎を燃やした後、各設定と試験のセッションを開始する。
1.9. バーナーの底部にあるノブを時計回りの方向に回して炎を高くすることによって、または反時計回りの方向に回して炎を低くすることによって、炎の高さを1.5インチに調節する。炎の先端は、炎指示装置の先端に到達せねばならない。
1.10. 炎点火計時装置を12秒にリセットし、炎を再点火する。
1.11. 炎/ファンのノブを回してファンにする。
1.12. 金属製試料ホルダを取り付けブロックの上に配置する。
1.13. 金属製試料ホルダの中でダミーの試料を揃える。そのとき、そのダミーの短辺をホルダの下端と揃える。
1.14. 試料ホルダを閉じ、それぞれの側でクリップを用いて2カ所で留めることにより、ダミーがホルダの中で滑らかかつ平坦になるようにする。
1.15. 炎/ファンのノブを回して炎にする。
1.16. ブタン点火器を用いて炎を点火する。
1.17. 炎/ファンのノブをただちに回してオフにする。
1.18. 試料ホルダをキャビネットの中にしっかりと固定する。
1.19. キャビネットの後ろにあるホルダ載せの溝の中にホルダを確実に配置し、試料の下端の中央部の中心がバーナーよりも上方3/4インチにあるようにする。
1.20. キャビネットの扉とフード・サッシを閉じる。
注:試料は、キャビネットの中に配置してから2分以内に試験せねばならない。
1.21. 炎/ファンのノブを回して炎にし、12秒間の炎を開始する。
1.22. 12秒間の炎が消えると、種火が適切なサイズであることを確認する。
1.23. 扉解放ボタンを押し、30秒間、または煙が除去されるまでキャビネットに通気する。
1.24. 必要な場合には種火を調節し、種火が適切なサイズに維持されるようになるまで必要に応じて1.15〜1.24のステップを繰り返す。
2.試験
2.1. 金属製試料ホルダを取り付けブロックの上に配置する。
2.2. 試料を金属製ホルダの中で揃える。そうするにあたり、 試料の短辺がホルダの下端と揃ったとき、試験領域に同定マークがまったく含まれないようにする。
2.3. 試料ホルダを閉じ、それぞれの側でクリップを用いて2カ所で留めることにより、ダミーがホルダの中で滑らかかつ平坦になるようにする。
2.4. 炎/ファンのノブを回して炎にする。
2.5. ブタン点火器を用いて炎を点火する。
2.6. 炎/ファンのノブをただちに回してオフにする。
2.7. 試料ホルダをキャビネットの中にしっかりと固定する。
2.8. キャビネットの後ろにあるホルダ載せの溝の中にホルダを確実に配置し、試料の下端の中央部の中心がバーナーよりも上方3/4インチにあるようにする。
2.9. キャビネットの扉とフードを閉める。
注:試料は、キャビネットの中に配置してから2分以内に試験せねばならない。
2.10. 炎/ファンのノブを回して炎にし、12秒間の炎を開始する。
2.11. 12秒間の炎が消えた後、残炎と、残光時間と、溶融または滴下の存在を調べ、研究室のデータベースに記録する。
2.11.1. 残炎:フードに取り付けた計時装置を用い、点火用の炎が消えた後に材料が燃え続けている秒数を0.1秒単位で測定する。残光を測定しているかどうかには関係なく、試料が光らなくなるまでファンをオンにしてはならない。
2.11.2. 残光:自動計時装置を用い、炎が消えた後に材料が光っている秒数を0.1秒単位で測定する。光は、チャーの長さに対する白熱効果のために残光時間を評価していない場合でさえ消えることはない。
2.11.3. 溶融/滴下:溶融または滴下の兆候を探す。
【0049】
(3)継ぎ目強度
【0050】
実施例のファブリックの2つの切片を経方向に重なるように配置した。そのとき各切片の2.5インチ(6.35cm)が重なるようにした。継ぎ目テープは使用せず、溶接する領域に対してこすったり研磨したりもしなかった。重複部を溶接して継ぎ目を形成した。比較例1と本発明の実施例1については、Thermatron装置をパワーの設定1066にして用い、ラジオ周波数により、125°Fに予熱し、6秒間予備溶接し、6秒間溶接し、6秒間冷却することによって継ぎ目を溶接した。本発明の実施例2について、継ぎ目は、Aline WelderモデルHD-25を用い、両側を15 psiにて260℃で30秒間にわたって熱棒溶接した。ファブリックのストリップを、長手方向が継ぎ目と垂直になるようにして幅2.5インチ(6.35cm)×長さ14インチ(35.5cm)に切断した。引っ張り試験機(Instron社、ノーウッド、マサチューセッツ州、モデル5567)を用い、4インチ(10.16cm)の標点距離で伸長速度を2インチ(5.08cm)/分にして継ぎ目を引っ張ることによって継ぎ目強度を試験した。このような試料を5つ作った。結果を表にして下に示す。その結果から、本発明のファブリックではこの簡単な溶接技術を用いて非常に強い継ぎ目が作られたことがわかる。ファブリックの公称強度の少なくとも90%を持つ継ぎ目が望ましい。
【0051】
比較例1と本発明の実施例1と2はすべて、経方向と緯方向の両方で継ぎ目強度を試験した。試験は、室温と70℃の両方で実施した。図3aに示してあるように、PVDF(本発明の実施例1)の経方向の継ぎ目ストリップ引っ張り強度は室温で573 lbf/inであった。これは、529 lbf/inであったTHV(比較例1)よりも8%大きい。やはり室温で、ETFE(本発明の実施例2)は、経方向のストリップ引っ張り強度が566 lbf/inであり、比較例1よりも7%大きかった。
【0052】
70℃という高温では、PVDF(本発明の実施例1)は、経方向の継ぎ目ストリップ引っ張り強度が320 lbf/inであった。これは、206 lbf/inであった比較例1よりも55%大きい。同様に、ETFE(本発明の実施例2)は、緯方向のストリップ引っ張り強度が342 lbf/inであり、比較例1よりも66%大きかった。
【0053】
驚くべきことに、発明者は、図4と図5に示してあるように、これらの継ぎ目強度試験が、繊維の引き抜き(比較例1)からファブリックの最大強度(本発明の実施例1)へと破断モードが変化したことを示していることも見いだした。より詳細には、図4と図5は、本発明の実施例において、強度試験の結果、継ぎ目51ではなくファブリックそのものの破れ50となったことを示している。これは非常に驚くべきことである。
【0054】
図3bは、緯方向の継ぎ目強度試験の結果を示している。より詳細には、PVDF(本発明の実施例1)は、緯方向の継ぎ目ストリップ引っ張り強度が室温で479 lbf/inであった。これは、384 lbf/inであったTHV(比較例1)よりも25%大きい。やはり室温で、ETFE(本発明の実施例2)は、緯方向のストリップ引っ張り強度が431 lbf/inであり、比較例1よりも12%大きかった。
【0055】
70℃という高温では、PVDF(本発明の実施例1)は、緯方向の継ぎ目ストリップ引っ張り強度が236 lbf/inであり、171 lbf/inである比較例1よりも38%大きかった。同様に、ETFE(本発明の実施例2)は、緯方向のストリップ引っ張り強度が207 lbf/inであり、比較例1よりも21%大きかった。
【0056】
これらのデータは、本発明のフルオロポリマー製被覆を用いると継ぎ目強度が特に高温で従来の被覆よりもかなり大きくなることを示している。そのためファブリックを劣化させることなく、より高温で継ぎ合わせることと処理することが可能になる。これは、建築用ファブリックの分野における大きな進歩である。
【0057】
(4)丈夫さ
【0058】
丈夫さは、アメリカ合衆国特許第6,071,452号に記載されている式と方法に従って測定した(丈夫さの測定に関するこの特許の教示内容はこの明細書に組み込まれている)。
【0059】
丈夫さの測定は、比較例1(THV)と本発明の両方の実施例(PVDFとETFE)について室温と70℃の温度で実施した。データを図6(経方向の丈夫さ)と図7(緯方向の丈夫さ)に示す。これらの図からわかるように、本発明によって経方向と緯方向の丈夫さがそれぞれ35%と85%向上する。
【0060】
以下の表に、経糸方向の強度と丈夫さのデータをまとめておく。
【0061】
【表1】
【0062】
以下の表に、緯糸方向の強度と丈夫さのデータをまとめておく。
【0063】
【表2】
【0064】
この明細書では、本発明の特別な実施態様を図示して説明してきたが、本発明がそのような図と説明に限定されるはずがない。以下の請求項の範囲内での変更や改変が本発明の一部として含まれていてもよく、それが実現可能であることは明らかなはずである。
【技術分野】
【0001】
本発明はファブリックに関するものであり、より詳細には、防水性、遅燃性、可撓性、耐久性があって、満足のゆく外観と例外的な継ぎ目強度を持つ建築用ファブリックに関する。
【背景技術】
【0002】
建築用ファブリックは、建築構造またはその一部として用いられるファブリックであり、一般に人間を風、日射、雨などから保護してくれる。建築用ファブリックは、恒久的構造または仮設構造になることができる。仮設の場合には、例えば折り畳むこと、または巻くこと、またはそれ以外の保管方法によって撤去したり除去したりすることができる。
【0003】
建築用ファブリックにはいくつかの条件がある。建築用ファブリックは、組み立て中と使用中に風その他のストレスに耐える十分な強度がなければならない。建築用ファブリックは、可撓性と耐久性がなければならない。そのため折り畳んだり巻いたりすることができ、時間が経っても強度と元のままの状態が維持される。建築用ファブリックは、UV光に対する抵抗力がなければならない。UV光は、時間が経つとファブリックを劣化させて弱くする傾向がある。UV抵抗性のファブリックはこの露出に耐える。建築用ファブリックは、一般に遅燃性かつ防水性でなければならない。建築用ファブリックは、容易に継ぎ合わせること(または“溶接すること”)ができなければならず、その継ぎ目は、室温と極端な温度の両方で強力なものでなければならない。建築用ファブリックは、満足のゆく外観も持っていなければならない。
【0004】
既知のある建築用ファブリックは、PTFEで覆われたファイバーグラス製ファブリックからなる複合材料である。この製品は望ましい品質をいくつか持っているが、可撓性が十分ではない。したがってこのファブリックは、容易に除去できる必要のある用途でうまく利用することができない。
【0005】
既知の別の建築用ファブリックは、ポリエステル製ファブリックの表面にPVCまたはアクリルの被覆を有する。この製品は可撓性を持っているが、耐久性が限られている。このファブリックは、特別な処理を施すのでなければ可燃性であり、UV光のもとで劣化する傾向がある。折り曲げをかなりの回数行ない、かなりの期間UV光に曝露した後は、この製品に割れ目その他の欠陥が出現するため、傷ができた場所でファブリックに水が侵入できるようになる。
【0006】
既知の別の建築用ファブリックは、Kelmartinらに付与されたアメリカ合衆国特許第6,770,577B2号に開示されている。この特許に開示されている製品は、空孔の中にフルオロポリマー(例えばTHV)製接着剤が含まれた多孔性ポリテトラフルオロエチレン製フィルムからなる少なくとも1つの複合膜に付着させたポリテトラフルオロエチレン製ファブリックを含んでいる。多孔性ポリテトラフルオロエチレン製フィルムは、耐久性があって満足のゆく外観を持つ製品を作るために設けられている。しかしこのフィルムを付着させるのに追加の処理が必要とされる。このフィルムは、ファブリックまたはTHVに含まれる顔料または着色剤の色を弱める傾向もある。
【発明の概要】
【発明が解決しようとする課題】
【0007】
ファブリックからなるパネルを高温で互いに溶接する場合には、既知のファブリックを用いると継ぎ目強度が低下する。THVなどのポリマーは高温で軟化する可能性があるため、継ぎ目強度が低下する。
【0008】
経済的、溶接可能、防水性、遅燃性であって例外的な継ぎ目強度を持つ建築用ファブリックが本業界で必要とされている。
【課題を解決するための手段】
【0009】
本発明により、複数の区画を含んでいて、各区画が、延伸ポリテトラフルオロエチレン繊維で製造されていて第1の面と第2の面を持つファブリック層を有する、撤去可能な構造、または仮設構造、または恒久的構造のための建築用ファブリックが提供される。ファブリック層は、ある公称経方向ストリップ引っ張り強度を持つ。第1の面と第2の面の少なくとも一方の上に配置されていて、その面から繊維間を延びるフルオロポリマー製被覆も含まれている。2つの区画が重複することによって少なくとも1つの継ぎ目が形成される。その継ぎ目は、室温でファブリックの公称経方向ストリップ引っ張り強度と実質的に等しい継ぎ目経方向ストリップ引っ張り強度を持つ。
【0010】
フルオロポリマー製被覆はPVDFまたはETFEであることが好ましい。重複部が2.5インチであるとき、継ぎ目経方向ストリップ引っ張り強度は、室温で456 lbf/in(ファブリックの公称経方向ストリップ引っ張り強度)よりも大きく、70℃で300 lbf/inよりも大きい。継ぎ目の緯方向ストリップ引っ張り強度は、室温で400 lbf/inよりも大きいことが好ましく、70℃で200 lbf/inよりも大きい。
【0011】
また、本発明の建築用ファブリックは、少なくとも40%の光透過率を持ち、防水性かつ遅燃性であることが好ましく、継ぎ目は、ラジオ周波数による継ぎ目または熱棒溶接による継ぎ目であることが好ましい。場合によっては顔料がフルオロポリマー製被覆に含まれる。ファブリックの繊維は、場合によっては密にされ、充填剤を含んでいてもよい。
【0012】
別の1つの側面では、本発明により、PVDFとETFEからなるグループの中から選択したフルオロポリマーを用いて繊維を被覆することで、延伸ポリテトラフルオロエチレン繊維で構成された建築用ファブリックの継ぎ目の周囲温度における経方向の破断モードを繊維の引き抜きからファブリックの最大強度へと変化させる方法が提供される。
【0013】
さらに別の1つの側面では、本発明により、PVDFとETFEからなるグループの中から選択したフルオロポリマーを用いて繊維を被覆することで、延伸ポリテトラフルオロエチレン繊維で製造された建築用ファブリックの継ぎ目の強度を、高温(70℃)において経方向と緯方向でそれぞれ少なくとも50%と20%大きくする方法が提供される。
【0014】
さらに別の1つの側面では、本発明により、PVDFとETFEからなるグループの中から選択したフルオロポリマーを用いて繊維を被覆することで、延伸ポリテトラフルオロエチレン繊維を有する建築用ファブリックの継ぎ目の周囲温度における丈夫さを、経方向と緯方向でそれぞれ少なくとも35%と85%大きくする方法が提供される。
【0015】
最後の1つの側面では、本発明により、PVDFとETFEからなるグループの中から選択したフルオロポリマーを用いて繊維を被覆することで、延伸ポリテトラフルオロエチレン繊維を有する建築用ファブリックの継ぎ目の高温(70℃)における丈夫さを、経方向と緯方向でそれぞれ少なくとも95%と100%大きくする方法が提供される。
【図面の簡単な説明】
【0016】
【図1】本発明の一実施態様による製品の断面の光学顕微鏡写真である。
【図2】本発明による製品を製造する方法の一例の模式図である。
【図3a】経方向で継ぎ目ストリップの引っ張り試験をした結果の棒グラフである。
【図3b】緯方向で継ぎ目ストリップの引っ張り試験をした結果の棒グラフである。
【図4】本発明の実施例の写真であり、本発明を利用した破断モードの変化を示している。
【図5】図4に示した本発明による実施例の継ぎ目の拡大図である。
【図6】本発明による実施例の経方向の丈夫さを比較例と比較したグラフである。
【図7】本発明による実施例の緯方向の丈夫さを比較例と比較したグラフである。
【発明を実施するための形態】
【0017】
これから図面を参照して本発明を説明する。図1は、本発明の一実施態様による製品10の断面の光学顕微鏡写真である。この実施態様では、製品10は建築用ファブリックである。製品10は、フルオロポリマーからなる繊維13で製造したファブリック11を含んでいる。フルオロポリマーは、ある特定の用途にとって十分な強度を持つPTFEが好ましく、延伸PTFE繊維が最も好ましい。ファブリック11は経方向と緯方向を持つため、図1に示したファブリック11の個々の繊維の軸に対して垂直な方向と平行な方向の断面図が説明される。
【0018】
ファブリック11は、第1の面20と第2の面21を有する。繊維13に沿って経方向と緯方向の両方に延びるとともに繊維13の間にも延びている第1の面20の隣には、フルオロポリマー製被覆12が配置されている。フルオロポリマー製被覆12として好ましいのは、PVDF(フッ化ビニリデンとヘキサフルオロプロピレンのコポリマーが最も好ましい)またはETFE(エチレンテトラフルオロエチレンのコポリマーが最も好ましい)である。
【0019】
製品10は、第1の面20だけがフルオロポリマー製被覆12で覆われていて建築用ファブリックとして有用である。しかし好ましい一実施態様は、第2の面21にもフルオロポリマー製被覆12を有する(そしてその被覆は、第2の面21から繊維13の間を延びている)。
【0020】
ファブリック11は、UV光抵抗性かつ遅燃性である任意の材料である。ファブリック11は、強く、可撓性があり、耐久性のあるものでなければならない。PTFE繊維が好ましい。延伸ポリテトラフルオロエチレン繊維でできたファブリックが最も好ましい。
【0021】
フルオロポリマー製被覆12は、UV光抵抗性かつ遅燃性の材料である。PVDFとETFEが好ましい。この好ましいフルオロポリマー製被覆も、好ましいことに可撓性であり、ファブリック11に接着し、透明または不透明であり、ファブリックからなるパネルを互いに溶接するときに優れた継ぎ目強度を提供する。ファブリックの両側の被覆は同じ材料であることが好ましい。フルオロポリマーは、機能(例えば色、UV抵抗性(必要な場合。それは例えばPTFE製ファブリックを使用しない場合である)、耐炎性)のために充填剤を添加することができる。
【0022】
フルオロポリマー製被覆12は、押し出し被覆によってファブリック11に付着させることが好ましいが、他の方法(例えばソルベント・コーティングや、剥離層を使用したラミネーション、剥離層を使用しないラミネーション)が代替法として存在している。図2は、本発明による建築用ファブリックの製造に好ましい押し出し法を示している。ファブリック11はロール91と92の間を通過し、それと同時にフルオロポリマー製被覆12がファブリック11の表面に押し出し機90から押し出される。ロール91と92の表面と、ロールの温度および速度が、本発明を実施する際の極めて重要なプロセス・パラメータである。これらパラメータの詳細は、後出の実施例で与える。
【0023】
驚くべきことに、出願人は、本発明の製品からなるパネルを互いに溶接すると、パネル間の継ぎ目が特に高強度になることを見いだした。これは、室温と高温の両方に当てはまる。その結果、さまざまな種類の接合技術(例えば熱棒溶接とラジオ周波数溶接)を利用して継ぎ目を形成することができる。
【0024】
特に、発明者は、ファブリックをPVDFまたはETFEで被覆すると、ベースとなるファブリックそのものの室温での公称経方向ストリップ引っ張り強度と実質的に等しい継ぎ目経方向ストリップ引っ張り強度を持つ継ぎ目になることを見いだした。基本的に、発明者は、ベースとなるファブリックをPVDFまたはETFEで被覆することにより、建築用ファブリックの継ぎ目の周囲温度における破断モードを(従来のファブリックの継ぎ目で見られる)繊維の引き抜きからファブリックの最大強度へと変化させうることを見いだした。
【0025】
やはり驚くべきことに、例えばPTFE/ファイバーグラス製ファブリックで継ぎ目を封止するのに従来技術で知られている溶接技術を利用すると、製品10同士の継ぎ目をはるかに容易に封止することができる。これは、アメリカ合衆国特許第6,770,577B2号に記載されている多孔性PTFE要素を取り除いた結果である。さまざまな継ぎ目技術を利用することができる。熱(約230℃で45秒間)と圧力を本発明のファブリックの重複した部分に加えることによって確実な継ぎ目が形成される。適切な1つの継ぎ目封止装置は、Aline Heat Sealing社(セリトス、カリフォルニア州)から入手できる電気インパルス熱棒溶接機(商品番号HD-25)である。驚くべきことに、ラジオ周波数溶接も、楔溶接や熱風溶接と同様に利用することができる。本発明を利用すると、現在用いられている他のファブリックにおけるような特別な処理や、追加の接着剤または継ぎ目テープを必要とすることなく、強力な溶接部を容易に得ることができる。
【0026】
以下の実施例は、本発明を説明することを意図したものであり、本発明を制限する意図はない。
【実施例】
【0027】
比較例1
【0028】
単一スクリューの押し出し機と溝付き金型を用い、褐色の顔料を混ぜたTHV221G(Dyneon社、オークデール、ミネソタ州)を250℃の温度で押し出した。それを鉛直方向下方に向け、2つのロールの隙間に入れた。一方のロールはTEFLON(登録商標)をスリーブとして被せたEPDMゴム製ロールであり、他方はTEFLON(登録商標)で被覆された鋼製ロールである。押し出されたフィルムの厚さは175μmであった。EPDM製ロールは表面の温度が90℃であり、鋼製ロールは表面の温度が115℃であった。ロールの表面速度は2.75m/分であった。延伸PTFEで織られたファブリックは、W.L. Gore & Associates社から入手した。このファブリックは、経糸18本×緯糸18本/cmの平織りであった。それぞれの経糸と緯糸は、500デニールの2本の延伸PTFE繊維を互いに撚り合わせた構成であった。(公称経方向ストリップ引っ張り強度を明らかにするため、このファブリックに対し、継ぎ目ではなくファブリックそのものだけについて、「継ぎ目強度」の表題で下に示す引っ張り試験を経方向で実施した。結果は456 lbf/inであった。)
【0029】
鋼製ロールの上からファブリックを隙間に入れ、その隙間において、溶融したTHV221Gを押し付けた。挟む力は130ニュートン/cmであった。挟む作用によってTHV221Gをファブリックの空孔の中に押し込んだ。得られたTHV221G/ファブリック複合体は、押し出しラインの終端部でロールに巻き付けた。
【0030】
次に、上記のTHV221G/ファブリック複合体をもう一度押し出しラインに通した。ただし、赤い顔料を含む溶融したTHV221Gからなる第2の被覆は、ファブリックで1回目に通過させたときに押し出されなかった面に付着させた。機械の状態は、この2回目の通過でも1回目の通過のときと同じであった。この実施例で製造したこの材料を360-75と名付けた。このTHV221G/ファブリック複合体の厚さは0.65mmであり、単位面積あたりの質量は1240 g/m2であった。
【0031】
本発明の実施例1
【0032】
建築用ファブリックを比較例1と同様にして製造したが、THV221Gの代わりにPVDF3120-10(Arkema社、フィラデルフィア、ペンシルヴェニア州)を使用した点が異なっていた。
【0033】
本発明の実施例2
【0034】
建築用ファブリックを比較例1と同様にして製造したが、THV221Gの代わりにETFE LM-730A(旭硝子社、ダウニングタウン、ペンシルヴェニア州)を使用した点が異なっていた。
【0035】
試験
【0036】
以下の手続きを利用して建築用ファブリックのさまざまな特性を試験する。
【0037】
(1)防水性
【0038】
装置:
RO/蒸留水
温度計
低静水圧計(Alfred Suter社、ラムゼー、ニュージャージー州、モデル番号502 Suter LHPT)
計時装置
水循環装置
【0039】
試験試料:
試料のサイズ:直径4.5インチ(11.4cm)の円形サンプル。
サンプルごとの試料数:3。
【0040】
コンディショニング:試験前の試料の状態を21±1℃(70±2°F)、65±2%RHにする。
【0041】
試験手続き:
1.タンク内の水のレベルを確認する。
2.レベルが低すぎるときには水を追加する。
3.ポンプのスイッチを入れる。
4.水温が27±3℃(80±5°F)であることを確認する。
4.1 水温が低すぎる場合には、モーターを動かして加熱するか、加熱した水をタンクに加える。
4.2 水温が高すぎる場合には、冷凍機の中にある氷のパックをタンクに浮かべて温度を下げるか、冷水を追加する。
5.水ラインをパージする。
6.試料を、試料面の側を下に向けて試料ホルダの下に配置する。
7.試料を所定の位置に固定する。
8.弁を開けて水を流し始める。
9.3分間の計時装置をセットする。
10.LPHT試験機の計器が指定した圧力(1.1 psig)に到達したときに計時装置をスタートさせる。
11.各試料の漏れを調べる。漏れのあるサンプルは破損と報告する。漏れのないものが合格である。
11.1 漏れが試験領域で起こったときだけ破損と見なすべきである。
11.1.1 試料の固定端で、またはこの端部から0.32cm(1/8インチ)以内で試料に侵入した水滴は考慮しない。
【0042】
本発明の実施例1と2のサンプルを上記のようにして試験した。どちらのサンプルも合格であり、漏れはなかった。
【0043】
(2)遅燃性
【0044】
実施例のファブリックの遅燃性を以下のようにして試験した。
【0045】
装置:
ティリル・バーナーを備えたキャビネット 真鍮製おもり
金属製試料ホルダとクリップ はさみまたは穿孔装置
試料取り付けブロック ブタン点火器
計時装置(1/10秒まで計れるもの) 使い捨て手袋
物差し(目盛が1mmのもの) ガス:純度99%のメタン
プラスチック製袋
【0046】
試験試料:
試料のサイズ:3インチ×12インチで、試験方向に平行な長さが12インチ。
サンプルの数:2。
【0047】
コンディショニング:試験前の試料の状態を70±2°F、65±2%RHにする。
【0048】
試験手続き:
1.試料を上記のように切断する。
1.1. ガスの圧力を2.5±0.25 psiに維持する。
1.2. (カウンタの制御パネルの)電源をオンにする。
1.3. 種火用ノブをわずかに反時計回りに回してオンにする。
1.4. ブタン点火器で種火に点火する。
1.5. 種火用ノブを用いて種火のサイズを1/8インチに調節する。種火の炎を先端に最も近い点から測定する。
1.6. 炎点火計時装置を120秒にセットする。
1.7. 炎/ファンのノブを回して炎にし、少なくとも2分間にわたって炎を燃やした後、各設定と試験のセッションを開始する。
1.9. バーナーの底部にあるノブを時計回りの方向に回して炎を高くすることによって、または反時計回りの方向に回して炎を低くすることによって、炎の高さを1.5インチに調節する。炎の先端は、炎指示装置の先端に到達せねばならない。
1.10. 炎点火計時装置を12秒にリセットし、炎を再点火する。
1.11. 炎/ファンのノブを回してファンにする。
1.12. 金属製試料ホルダを取り付けブロックの上に配置する。
1.13. 金属製試料ホルダの中でダミーの試料を揃える。そのとき、そのダミーの短辺をホルダの下端と揃える。
1.14. 試料ホルダを閉じ、それぞれの側でクリップを用いて2カ所で留めることにより、ダミーがホルダの中で滑らかかつ平坦になるようにする。
1.15. 炎/ファンのノブを回して炎にする。
1.16. ブタン点火器を用いて炎を点火する。
1.17. 炎/ファンのノブをただちに回してオフにする。
1.18. 試料ホルダをキャビネットの中にしっかりと固定する。
1.19. キャビネットの後ろにあるホルダ載せの溝の中にホルダを確実に配置し、試料の下端の中央部の中心がバーナーよりも上方3/4インチにあるようにする。
1.20. キャビネットの扉とフード・サッシを閉じる。
注:試料は、キャビネットの中に配置してから2分以内に試験せねばならない。
1.21. 炎/ファンのノブを回して炎にし、12秒間の炎を開始する。
1.22. 12秒間の炎が消えると、種火が適切なサイズであることを確認する。
1.23. 扉解放ボタンを押し、30秒間、または煙が除去されるまでキャビネットに通気する。
1.24. 必要な場合には種火を調節し、種火が適切なサイズに維持されるようになるまで必要に応じて1.15〜1.24のステップを繰り返す。
2.試験
2.1. 金属製試料ホルダを取り付けブロックの上に配置する。
2.2. 試料を金属製ホルダの中で揃える。そうするにあたり、 試料の短辺がホルダの下端と揃ったとき、試験領域に同定マークがまったく含まれないようにする。
2.3. 試料ホルダを閉じ、それぞれの側でクリップを用いて2カ所で留めることにより、ダミーがホルダの中で滑らかかつ平坦になるようにする。
2.4. 炎/ファンのノブを回して炎にする。
2.5. ブタン点火器を用いて炎を点火する。
2.6. 炎/ファンのノブをただちに回してオフにする。
2.7. 試料ホルダをキャビネットの中にしっかりと固定する。
2.8. キャビネットの後ろにあるホルダ載せの溝の中にホルダを確実に配置し、試料の下端の中央部の中心がバーナーよりも上方3/4インチにあるようにする。
2.9. キャビネットの扉とフードを閉める。
注:試料は、キャビネットの中に配置してから2分以内に試験せねばならない。
2.10. 炎/ファンのノブを回して炎にし、12秒間の炎を開始する。
2.11. 12秒間の炎が消えた後、残炎と、残光時間と、溶融または滴下の存在を調べ、研究室のデータベースに記録する。
2.11.1. 残炎:フードに取り付けた計時装置を用い、点火用の炎が消えた後に材料が燃え続けている秒数を0.1秒単位で測定する。残光を測定しているかどうかには関係なく、試料が光らなくなるまでファンをオンにしてはならない。
2.11.2. 残光:自動計時装置を用い、炎が消えた後に材料が光っている秒数を0.1秒単位で測定する。光は、チャーの長さに対する白熱効果のために残光時間を評価していない場合でさえ消えることはない。
2.11.3. 溶融/滴下:溶融または滴下の兆候を探す。
【0049】
(3)継ぎ目強度
【0050】
実施例のファブリックの2つの切片を経方向に重なるように配置した。そのとき各切片の2.5インチ(6.35cm)が重なるようにした。継ぎ目テープは使用せず、溶接する領域に対してこすったり研磨したりもしなかった。重複部を溶接して継ぎ目を形成した。比較例1と本発明の実施例1については、Thermatron装置をパワーの設定1066にして用い、ラジオ周波数により、125°Fに予熱し、6秒間予備溶接し、6秒間溶接し、6秒間冷却することによって継ぎ目を溶接した。本発明の実施例2について、継ぎ目は、Aline WelderモデルHD-25を用い、両側を15 psiにて260℃で30秒間にわたって熱棒溶接した。ファブリックのストリップを、長手方向が継ぎ目と垂直になるようにして幅2.5インチ(6.35cm)×長さ14インチ(35.5cm)に切断した。引っ張り試験機(Instron社、ノーウッド、マサチューセッツ州、モデル5567)を用い、4インチ(10.16cm)の標点距離で伸長速度を2インチ(5.08cm)/分にして継ぎ目を引っ張ることによって継ぎ目強度を試験した。このような試料を5つ作った。結果を表にして下に示す。その結果から、本発明のファブリックではこの簡単な溶接技術を用いて非常に強い継ぎ目が作られたことがわかる。ファブリックの公称強度の少なくとも90%を持つ継ぎ目が望ましい。
【0051】
比較例1と本発明の実施例1と2はすべて、経方向と緯方向の両方で継ぎ目強度を試験した。試験は、室温と70℃の両方で実施した。図3aに示してあるように、PVDF(本発明の実施例1)の経方向の継ぎ目ストリップ引っ張り強度は室温で573 lbf/inであった。これは、529 lbf/inであったTHV(比較例1)よりも8%大きい。やはり室温で、ETFE(本発明の実施例2)は、経方向のストリップ引っ張り強度が566 lbf/inであり、比較例1よりも7%大きかった。
【0052】
70℃という高温では、PVDF(本発明の実施例1)は、経方向の継ぎ目ストリップ引っ張り強度が320 lbf/inであった。これは、206 lbf/inであった比較例1よりも55%大きい。同様に、ETFE(本発明の実施例2)は、緯方向のストリップ引っ張り強度が342 lbf/inであり、比較例1よりも66%大きかった。
【0053】
驚くべきことに、発明者は、図4と図5に示してあるように、これらの継ぎ目強度試験が、繊維の引き抜き(比較例1)からファブリックの最大強度(本発明の実施例1)へと破断モードが変化したことを示していることも見いだした。より詳細には、図4と図5は、本発明の実施例において、強度試験の結果、継ぎ目51ではなくファブリックそのものの破れ50となったことを示している。これは非常に驚くべきことである。
【0054】
図3bは、緯方向の継ぎ目強度試験の結果を示している。より詳細には、PVDF(本発明の実施例1)は、緯方向の継ぎ目ストリップ引っ張り強度が室温で479 lbf/inであった。これは、384 lbf/inであったTHV(比較例1)よりも25%大きい。やはり室温で、ETFE(本発明の実施例2)は、緯方向のストリップ引っ張り強度が431 lbf/inであり、比較例1よりも12%大きかった。
【0055】
70℃という高温では、PVDF(本発明の実施例1)は、緯方向の継ぎ目ストリップ引っ張り強度が236 lbf/inであり、171 lbf/inである比較例1よりも38%大きかった。同様に、ETFE(本発明の実施例2)は、緯方向のストリップ引っ張り強度が207 lbf/inであり、比較例1よりも21%大きかった。
【0056】
これらのデータは、本発明のフルオロポリマー製被覆を用いると継ぎ目強度が特に高温で従来の被覆よりもかなり大きくなることを示している。そのためファブリックを劣化させることなく、より高温で継ぎ合わせることと処理することが可能になる。これは、建築用ファブリックの分野における大きな進歩である。
【0057】
(4)丈夫さ
【0058】
丈夫さは、アメリカ合衆国特許第6,071,452号に記載されている式と方法に従って測定した(丈夫さの測定に関するこの特許の教示内容はこの明細書に組み込まれている)。
【0059】
丈夫さの測定は、比較例1(THV)と本発明の両方の実施例(PVDFとETFE)について室温と70℃の温度で実施した。データを図6(経方向の丈夫さ)と図7(緯方向の丈夫さ)に示す。これらの図からわかるように、本発明によって経方向と緯方向の丈夫さがそれぞれ35%と85%向上する。
【0060】
以下の表に、経糸方向の強度と丈夫さのデータをまとめておく。
【0061】
【表1】
【0062】
以下の表に、緯糸方向の強度と丈夫さのデータをまとめておく。
【0063】
【表2】
【0064】
この明細書では、本発明の特別な実施態様を図示して説明してきたが、本発明がそのような図と説明に限定されるはずがない。以下の請求項の範囲内での変更や改変が本発明の一部として含まれていてもよく、それが実現可能であることは明らかなはずである。
【特許請求の範囲】
【請求項1】
撤去可能な構造、または仮設構造、または恒久的構造のための建築用ファブリックであって、
a.複数の区画と;
b.前記区画のうちの2つの区画の重複部によって形成される少なくとも1つの継ぎ目を備えていて、
各々の前記区画が、
i.第1の面と第2の面を持ち、延伸ポリテトラフルオロエチレン繊維を含んでいて、ある公称経方向ストリップ引っ張り強度を持つファブリック層と;
ii.前記第1の面と第2の面の少なくとも一方の上に配置されていて、その面から前記繊維の間を延びるフルオロポリマー製被覆を備え、
前記継ぎ目が、室温で前記公称経方向ストリップ引っ張り強度と実質的に等しい継ぎ目経方向ストリップ引っ張り強度を持つ、建築用ファブリック。
【請求項2】
前記フルオロポリマー製被覆がPVDFを含む、請求項1に記載の建築用ファブリック。
【請求項3】
前記フルオロポリマー製被覆がETFEを含む、請求項1に記載の建築用ファブリック。
【請求項4】
前記重複部が6.35cm(2.5インチ)であり、室温での前記継ぎ目経方向ストリップ引っ張り強度が798.62N/cm(456lbf/in)よりも大きい、請求項1に記載の建築用ファブリック。
【請求項5】
前記重複部が6.35cm(2.5インチ)であり、70℃での前記継ぎ目経方向ストリップ引っ張り強度が525.41N/cm(300lbf/in)よりも大きい、請求項1に記載の建築用ファブリック。
【請求項6】
前記重複部が6.35cm(2.5インチ)であり、室温での前記継ぎ目緯方向ストリップ引っ張り強度が700.54N/cm(400lbf/in)よりも大きい、請求項1に記載の建築用ファブリック。
【請求項7】
前記重複部が6.35cm(2.5インチ)であり、70℃での前記継ぎ目緯方向ストリップ引っ張り強度が350.27N/cm(200lbf/in)よりも大きい、請求項1に記載の建築用ファブリック。
【請求項8】
少なくとも40%という光透過率を持ち、防水性かつ遅燃性である、請求項1に記載の建築用ファブリック。
【請求項9】
前記継ぎ目が、ラジオ周波数溶接または熱棒溶接による継ぎ目である、請求項1に記載の建築用ファブリック。
【請求項10】
前記フルオロポリマー製被覆の中に顔料をさらに含む、請求項1に記載の建築用ファブリック。
【請求項11】
前記繊維が密にされている、請求項1に記載の建築用ファブリック。
【請求項12】
前記繊維が充填剤をさらに含む、請求項1に記載の建築用ファブリック。
【請求項13】
延伸ポリテトラフルオロエチレン繊維を含む建築用ファブリックの継ぎ目の室温における経方向の破断モードを繊維の引き抜きからファブリックの最大強度へと変化させる方法であって、PVDFとETFEからなるグループの中から選択したフルオロポリマーを用いて前記繊維を被覆する操作を含む方法。
【請求項14】
延伸ポリテトラフルオロエチレン繊維を含む建築用ファブリックの継ぎ目の強度を、70℃という高温において経方向と緯方向でそれぞれ少なくとも50%と20%大きくする方法であって、PVDFとETFEからなるグループの中から選択したフルオロポリマーを用いて前記繊維を被覆する操作を含む方法。
【請求項15】
延伸ポリテトラフルオロエチレン繊維を含む建築用ファブリックの継ぎ目の丈夫さを、周囲温度において経方向と緯方向でそれぞれ少なくとも35%と85%大きくする方法であって、PVDFとETFEからなるグループの中から選択したフルオロポリマーを用いて繊維を被覆する操作を含む方法。
【請求項16】
延伸ポリテトラフルオロエチレン繊維を含む建築用ファブリックの継ぎ目の丈夫さを、70℃という高温において経方向と緯方向でそれぞれ少なくとも95%と100%大きくする方法であって、PVDFとETFEからなるグループの中から選択したフルオロポリマーを用いて繊維を被覆する操作を含む方法。
【請求項1】
撤去可能な構造、または仮設構造、または恒久的構造のための建築用ファブリックであって、
a.複数の区画と;
b.前記区画のうちの2つの区画の重複部によって形成される少なくとも1つの継ぎ目を備えていて、
各々の前記区画が、
i.第1の面と第2の面を持ち、延伸ポリテトラフルオロエチレン繊維を含んでいて、ある公称経方向ストリップ引っ張り強度を持つファブリック層と;
ii.前記第1の面と第2の面の少なくとも一方の上に配置されていて、その面から前記繊維の間を延びるフルオロポリマー製被覆を備え、
前記継ぎ目が、室温で前記公称経方向ストリップ引っ張り強度と実質的に等しい継ぎ目経方向ストリップ引っ張り強度を持つ、建築用ファブリック。
【請求項2】
前記フルオロポリマー製被覆がPVDFを含む、請求項1に記載の建築用ファブリック。
【請求項3】
前記フルオロポリマー製被覆がETFEを含む、請求項1に記載の建築用ファブリック。
【請求項4】
前記重複部が6.35cm(2.5インチ)であり、室温での前記継ぎ目経方向ストリップ引っ張り強度が798.62N/cm(456lbf/in)よりも大きい、請求項1に記載の建築用ファブリック。
【請求項5】
前記重複部が6.35cm(2.5インチ)であり、70℃での前記継ぎ目経方向ストリップ引っ張り強度が525.41N/cm(300lbf/in)よりも大きい、請求項1に記載の建築用ファブリック。
【請求項6】
前記重複部が6.35cm(2.5インチ)であり、室温での前記継ぎ目緯方向ストリップ引っ張り強度が700.54N/cm(400lbf/in)よりも大きい、請求項1に記載の建築用ファブリック。
【請求項7】
前記重複部が6.35cm(2.5インチ)であり、70℃での前記継ぎ目緯方向ストリップ引っ張り強度が350.27N/cm(200lbf/in)よりも大きい、請求項1に記載の建築用ファブリック。
【請求項8】
少なくとも40%という光透過率を持ち、防水性かつ遅燃性である、請求項1に記載の建築用ファブリック。
【請求項9】
前記継ぎ目が、ラジオ周波数溶接または熱棒溶接による継ぎ目である、請求項1に記載の建築用ファブリック。
【請求項10】
前記フルオロポリマー製被覆の中に顔料をさらに含む、請求項1に記載の建築用ファブリック。
【請求項11】
前記繊維が密にされている、請求項1に記載の建築用ファブリック。
【請求項12】
前記繊維が充填剤をさらに含む、請求項1に記載の建築用ファブリック。
【請求項13】
延伸ポリテトラフルオロエチレン繊維を含む建築用ファブリックの継ぎ目の室温における経方向の破断モードを繊維の引き抜きからファブリックの最大強度へと変化させる方法であって、PVDFとETFEからなるグループの中から選択したフルオロポリマーを用いて前記繊維を被覆する操作を含む方法。
【請求項14】
延伸ポリテトラフルオロエチレン繊維を含む建築用ファブリックの継ぎ目の強度を、70℃という高温において経方向と緯方向でそれぞれ少なくとも50%と20%大きくする方法であって、PVDFとETFEからなるグループの中から選択したフルオロポリマーを用いて前記繊維を被覆する操作を含む方法。
【請求項15】
延伸ポリテトラフルオロエチレン繊維を含む建築用ファブリックの継ぎ目の丈夫さを、周囲温度において経方向と緯方向でそれぞれ少なくとも35%と85%大きくする方法であって、PVDFとETFEからなるグループの中から選択したフルオロポリマーを用いて繊維を被覆する操作を含む方法。
【請求項16】
延伸ポリテトラフルオロエチレン繊維を含む建築用ファブリックの継ぎ目の丈夫さを、70℃という高温において経方向と緯方向でそれぞれ少なくとも95%と100%大きくする方法であって、PVDFとETFEからなるグループの中から選択したフルオロポリマーを用いて繊維を被覆する操作を含む方法。
【図1】

【図2】
【図3a】

【図3b】
【図4】
【図5】

【図6】

【図7】

【図2】
【図3a】
【図3b】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2013−517959(P2013−517959A)
【公表日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2012−550025(P2012−550025)
【出願日】平成23年1月10日(2011.1.10)
【国際出願番号】PCT/US2011/020662
【国際公開番号】WO2011/090837
【国際公開日】平成23年7月28日(2011.7.28)
【出願人】(598123677)ゴア エンタープライズ ホールディングス,インコーポレイティド (279)
【Fターム(参考)】
【公表日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年1月10日(2011.1.10)
【国際出願番号】PCT/US2011/020662
【国際公開番号】WO2011/090837
【国際公開日】平成23年7月28日(2011.7.28)
【出願人】(598123677)ゴア エンタープライズ ホールディングス,インコーポレイティド (279)
【Fターム(参考)】
[ Back to top ]