
配管のDLC膜コーティング方法、DLC膜コーティング配管、及びDLC膜コーティング装置

【課題】水分の透過を防止する絶縁性を有する配管の外周面のDLC膜(ダイヤモンドライクカーボン膜)に関して、配管にPSII法(プラズマソースイオン注入法)を用いてDLC膜をコーティングする配管のDLC膜コーティング方法、及びDLC膜コーティング方法を用いてコーティングした配管、並びに、DLC膜コーティング方法を実行するDLC膜コーティング装置を提供する。
【解決手段】絶縁性を有する配管2の中空部に電極6を挿入した状態で真空容器3の内部に設置し、前記真空容器の内部に減圧状態で炭化水素ガスを充填し、プラズマを発生させるための負の低電圧のプラズマ発生電圧を前記電極に印加した後に、前記プラズマ中のイオンを加速させるための負の高電圧のイオン加速電圧を前記電極に印加して、絶縁性を有する配管の外周面にDLC膜をコーティングする。
【解決手段】絶縁性を有する配管2の中空部に電極6を挿入した状態で真空容器3の内部に設置し、前記真空容器の内部に減圧状態で炭化水素ガスを充填し、プラズマを発生させるための負の低電圧のプラズマ発生電圧を前記電極に印加した後に、前記プラズマ中のイオンを加速させるための負の高電圧のイオン加速電圧を前記電極に印加して、絶縁性を有する配管の外周面にDLC膜をコーティングする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、配管にPSII法(プラズマソースイオン注入法)を用いてDLC膜(ダイヤモンドライクカーボン膜)をコーティングするための配管のDLC膜コーティング方法及びDLC膜コーティング配管並びにDLC膜コーティング装置に関するものである。
【背景技術】
【0002】
従来より、半導体ウエハの表面を薬液で処理する処理装置等では、薬液の供給のためにPFA(ペルフルオロアルコキシフッ素樹脂)素材などからなる可撓性を有する樹脂製の配管が使用されている。
【0003】
ところが、水分と反応する薬液を用いる場合には、樹脂製の配管を極微量の水分が透過してしまうために、配管の内部で透過した水分と薬液とが反応して固形状の反応生成物が生成され、その反応生成物が薬液に混入して半導体ウエハの表面に供給されてしまい、半導体ウエハの表面が汚染してしまうおそれがある。
【0004】
そのため、樹脂製の配管の表面に薄膜をコーティングして水分の透過を防止する対策が考えられる。
【0005】
一方、基材の表面に薄膜をコーティングする方法としては、PSII法(プラズマソースイオン注入法)を用いてDLC膜(ダイヤモンドライクカーボン膜)を基材の表面にコーティングする方法が知られている(たとえば、特許文献1参照。)。
【0006】
このPSII法を用いて基材の表面にDLC膜をコーティングする方法では、炭化水素ガスを減圧状態で充填した真空容器の内部に導電性を有する基材を設置し、基材自体に負の低電圧を印加することで真空容器の内部の炭化水素ガスをプラズマ化させ、その後、基材自体に負の高電圧を低電圧に重ねて印加することでプラズマ中のイオンを加速させて基材の表面に注入し、基材の表面にDLC膜を形成するようにしている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2004−87842号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところが、上記従来のPSII法を用いたDLC膜のコーティングにあっては、基材自体に低電圧及び高電圧を印加するために、基材が導電性を有している必要がある。
【0009】
そのため、従来においては、樹脂製の配管のように絶縁性を有する配管を基材として用いた場合には、配管の表面にDLC膜を形成することができなかった。
【課題を解決するための手段】
【0010】
そこで、本発明では、配管にPSII法(プラズマソースイオン注入法)を用いてDLC膜(ダイヤモンドライクカーボン膜)をコーティングする配管のDLC膜コーティング方法において、絶縁性を有する配管の中空部に電極を挿入した状態で真空容器の内部に設置し、前記真空容器の内部に減圧状態で炭化水素ガスを充填し、プラズマを発生させるための負の低電圧のプラズマ発生電圧を前記電極に印加した後に、前記プラズマ中のイオンを加速させるための負の高電圧のイオン加速電圧を前記電極に印加して、絶縁性を有する配管の外周面にDLC膜をコーティングすることにした。
【0011】
また、前記真空容器の内部に樹脂製の配管を設置した後に、前記真空容器の内部に減圧状態でアッシング処理用ガスを充填しプラズマ発生電圧及びイオン加速電圧を印加して前記配管の外周面をアッシング処理し、その後、前記真空容器の内部に減圧状態で表面粗化処理用ガスを充填しプラズマ発生電圧及びイオン加速電圧を印加して前記配管の外周面を表面粗化処理し、その後に、前記配管の外周面にDLC膜をコーティングすることにした。
【0012】
また、前記配管の内径よりも拡径した拡径部を有する電極に前記配管の端部が前記拡径部に当接するまで挿入した状態で前記配管の外周面にDLC膜をコーティングすることにした。
【0013】
また、前記真空容器の内部に可撓性を有する配管を螺旋状の電極に挿入した状態で前記配管の外周面にDLC膜をコーティングすることにした。
【0014】
また、本発明では、配管にPSII法(プラズマソースイオン注入法)を用いてDLC膜(ダイヤモンドライクカーボン膜)をコーティングしたDLC膜コーティング配管において、絶縁性を有する配管の中空部に電極を挿入した状態で真空容器の内部に設置し、前記真空容器の内部に減圧状態で炭化水素ガスを充填し、プラズマを発生させるための負の低電圧のプラズマ発生電圧を前記電極に印加した後に、前記プラズマ中のイオンを加速させるための負の高電圧のイオン加速電圧を前記電極に印加して、絶縁性を有する配管の外周面にDLC膜をコーティングすることにした。
【0015】
また、前記真空容器の内部に樹脂製の配管を設置した後に、前記真空容器の内部に減圧状態でアッシング処理用ガスを充填しプラズマ発生電圧及びイオン加速電圧を印加して前記配管の外周面をアッシング処理し、その後、前記真空容器の内部に減圧状態で表面粗化処理用ガスを充填しプラズマ発生電圧及びイオン加速電圧を印加して前記配管の外周面を表面粗化処理し、その後に、前記配管の外周面にDLC膜をコーティングすることにした。
【0016】
また、前記配管の内径よりも拡径した拡径部を有する電極に前記配管の端部が前記拡径部に当接するまで挿入した状態で前記配管の外周面にDLC膜をコーティングすることにした。
【0017】
また、前記真空容器の内部に可撓性を有する配管を螺旋状の電極に挿入した状態で前記配管の外周面にDLC膜をコーティングすることにした。
【0018】
また、本発明では、配管にPSII法(プラズマソースイオン注入法)を用いてDLC膜(ダイヤモンドライクカーボン膜)をコーティングするDLC膜コーティング装置において、内部にコーティング対象となる配管を収容するための真空容器と、前記真空容器に炭化水素ガスを供給するための炭化水素ガス供給手段と、前記真空容器の内部のガスを排出して真空状態とするための真空排気手段と、前記真空容器の内部に設置され、絶縁性を有する配管の中空部に挿入するための電極と、プラズマを発生させる負の低電圧のプラズマ発生電圧を前記電極に印加するとともに、前記プラズマ中のイオンを加速させる負の高電圧のイオン加速電圧を前記電極に印加するための電圧源とを有することにした。
【0019】
また、前記真空容器にアッシング処理用ガス供給するためのアッシング処理用ガス供給手段と、前記真空容器に表面粗化処理用ガス供給するための表面粗化処理用ガス供給手段とを有することにした。
【0020】
また、前記電極は、前記配管の内径よりも拡径した拡径部を有することにした。
【0021】
また、前記電極は、螺旋状に形成することにした。
【発明の効果】
【0022】
本発明では、絶縁性を有する配管の中空部に電極を挿入し、その電極にプラズマ発生電圧及びイオン加速電圧を印加するようにしているために、絶縁性を有する配管の外周面にDLC膜を良好に形成することができる。そして、DLC膜でコーティングした配管を用いることで水分の透過を防止して、水分との反応による反応生成物の生成や反応生成物の混入による汚染を防止することができる。
【図面の簡単な説明】
【0023】
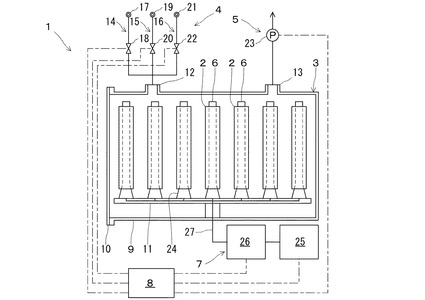
【図1】DLC膜コーティング装置を示す説明図。
【図2】電極を示す断面説明図。
【図3】他の電極を示す説明図。
【図4】配管のDLC膜コーティング方法を示す説明図。
【発明を実施するための形態】
【0024】
以下に、本発明に係る配管のDLC膜コーティング方法及びDLC膜コーティング配管並びにDLC膜コーティング装置の具体的な構成について図面を参照しながら説明する。
【0025】
図1に示すように、DLC膜コーティング装置1は、コーティング対象となる配管2を収容する真空容器3と、真空容器3にガスを供給するガス供給手段4と、真空容器3の内部のガスを排出して真空状態とする真空排気手段5と、真空容器3の内部に設置された電極6と、電極6に所定の電圧を印加する電圧源7と、ガス供給手段4や真空排気手段5や電圧源7を制御する制御手段8で構成している。
【0026】
配管2は、外周面にDLC膜を形成するコーティング対象物であり、PFA素材等の絶縁性を有するとともに可撓性を有する中空形状の樹脂で形成している。
【0027】
真空容器3は、容器本体9に蓋10を着脱自在に取付け、容器本体9の内部にコーティング対象となる配管2を設置するための設置台11を収容するとともに、容器本体9に内部へガスを供給するための供給口12と外部へガスを排出するための排出口13とを形成している。
【0028】
ガス供給手段4は、真空容器3に炭化水素ガスとしてのアセチレンガスを供給するための炭化水素ガス供給手段14と、真空容器3にアッシング処理用ガスとしての酸素ガスを供給するためのアッシング処理用ガス供給手段15と、真空容器3に表面粗化処理用ガスとしてのメタンガスを供給するための表面粗化処理用ガス供給手段16とで構成している。
【0029】
炭化水素ガス供給手段14は、炭化水素ガスの供給源となる炭化水素ガス供給源17を真空容器3の供給口12に流量調整器18を介して接続している。
【0030】
アッシング処理用ガス供給手段15は、アッシング処理用ガスの供給源となるアッシング処理用ガス供給源19を真空容器3の供給口12に流量調整器20を介して接続している。
【0031】
表面粗化処理用ガス供給手段16は、表面粗化処理用ガスの供給源となる表面粗化処理用ガス供給源21を真空容器3の供給口12に流量調整器22を介して接続している。
【0032】
そして、ガス供給手段4は、炭化水素ガス供給手段14に設けた流量調整器18とアッシング処理用ガス供給手段15に設けた流量調整器20と表面粗化処理用ガス供給手段16に設けた流量調整器22とを制御手段8にそれぞれ接続しており、制御手段8で所定量の各ガスを真空容器3の内部に供給するように制御している。
【0033】
真空排気手段5は、真空ポンプ23を真空容器3の排出口13に接続し、真空ポンプ23を制御手段8に接続しており、制御手段8で真空ポンプ23を駆動制御することで真空容器3の排出口13から内部のガスを外部へ排出して真空容器3の内部を減圧状態とするようにしている。
【0034】
電極6は、金属等の導電性を有する素材からなり、上下に伸延する円柱形状に形成し、真空容器3の内部の設置台11の上部に着脱自在に取付けている。なお、設置台11には、複数本の電極6が間隔をあけて取付けられている。
【0035】
この電極6は、配管2の中空部に挿入されるものであるため、配管2の中空部の内径と比べて同一又は小さい外径となっている。ここで、電極6の外径を配管2の内径と同一とした場合には、コーティング時に配管2の内部に成膜素材が付着又は混入するのを防止することができる。また、電極6の外径を配管2の内径よりも小さくした場合には、配管2を電極6に容易に挿入することができ作業性を向上させることができる。
【0036】
また、電極6は、図2に示すように、設置台11に取付けられる下端部に配管2の内径よりも拡径した拡径部24を形成している。これにより、配管2の中空部に電極6を挿入した時に、配管2の下端部が拡径部24に当接することになるので、配管2の下端部が設置台11の上面に接触するのを防止でき、コーティング時に配管2の下端部まで良好にコーティングすることができる。
【0037】
この電極6は、短尺の配管2をコーティングする場合には、図2に示す円柱形状のものを間隔をあけて複数本設置台11に取付けて使用しても、配管2同士や配管2と設置台11又は真空容器3の内壁とが接することなく真空容器3の内部に設置することができるが、図3に示すように、長尺の配管2'をコーティングする場合には、中途部を設置台11の上方に浮かせた螺旋形状の電極6'を用いることができる。この螺旋形状の電極6'に長尺の配管2’を挿通させることで、長尺の配管2'を配管2'同士や配管2'と設置台11又は真空容器3の内壁とが接することなく真空容器3の内部に設置することができ、これにより、配管2'の外周面全体を均一にコーティングすることができる。なお、電極6'は、螺旋形状であればよく、設置台11の上方に設置する場合に限られず、真空容器3の天井部に設置台11を設け、設置台11の下方に電極6'を配置するようにしてもよい。
【0038】
電圧源7は、低電圧電源25と高電圧電源26とを電極6に電力供給線27を介して接続して、電極6に所定の電圧を印加するようにしている。
【0039】
低電圧電源25は、接地電位に対して負の比較的低電圧の直流電圧又はパルス電圧を発生するようにしており、制御手段8に接続され、制御手段8で駆動制御される。
【0040】
高電圧電源26は、接地電位に対して負の比較的高電圧のパルス電圧を発生するようにしており、制御手段8に接続され、制御手段8で駆動制御される。
【0041】
そして、電圧源7は、制御手段8で低電圧電源25だけを駆動させることで、低電圧電源25で発生した負の低電圧をプラズマ発生電圧として電極6に印加し、真空容器3の内部のガスを励起してプラズマを発生させるようにしている。また、電圧源7は、制御手段8で高電圧源26を低電圧電源25とともに駆動させることで、高電圧電源26で発生した負の高電圧を低電圧電源25で発生した負の低電圧に重畳してイオン加速電圧として電極6に印加し、真空容器3の内部のプラズマ中のイオンを加速させるようにしている。
【0042】
DLC膜コーティング装置1は、以上に説明したように構成しており、図4に示す処理(DLC膜コーティング方法)を実行することで配管2の外周面にDLC膜でコーティングするようにしている。
【0043】
まず、DLC膜コーティング装置1は、コーティング対象となる配管2を真空容器3の内部に設置する設置工程を実行する。
【0044】
この設置工程では、配管2の中空部に電極6を挿入した状態で配管2を電極6とともに設置台11に取付ける。その際には、配管2の端部が電極6の拡径部24に当接するまで配管2の中空部に電極6を挿入する。
【0045】
次に、DLC膜コーティング装置1は、配管2の外周面をアッシング処理するアッシング処理工程を実行する。
【0046】
アッシング処理工程では、制御手段8が真空排気手段5の真空ポンプ23を駆動して、真空容器3の内部からガスを外部へ排出して真空容器3の内部を減圧状態とする。
【0047】
その後、制御手段8がアッシング処理用ガス供給手段15の流量調整器20を駆動して、アッシング処理用ガス供給源19から所定量の酸素ガスを真空容器3の内部に供給する。
【0048】
その後、制御手段8が電圧源7の低電圧電源25を駆動して、低電圧電源25で発生した負の低電圧をプラズマ発生電圧として電極6に印加し、真空容器3の内部の酸素ガスを励起して配管2(電極6)の周囲にプラズマを発生させる。
【0049】
その後、制御手段8が電圧源7の低電圧電源25及び高電圧電源26を駆動して、高電圧電源26で発生した負の高電圧を低電圧電源25で発生した負の低電圧に重畳してイオン加速電圧として電極6に印加し、真空容器3の内部のプラズマ中のイオンを電極6に向けて加速させる。この時に、配管2の中空部に電極6が挿入されているために、電極6に向けて加速されたイオンは、配管2の外周面に衝突し、配管2の外周面が灰化されて有機物が除去される。
【0050】
なお、アッシング処理工程では、たとえば、7sccmの酸素ガスを1.3x10-2Torrの真空度で真空容器3の内部に充填し、電圧-10kV、パルス幅100μs、パルス周波数100Hzのパルス電圧をイオン加速電圧として電極6に15分間印加することで、配管2の外周面をアッシング処理することができる。ガスの種類や真空度や電圧や周波数や印加時間は、配管2の素材や外周面の状態などに応じて適宜設定することができる。
【0051】
次に、DLC膜コーティング装置1は、配管2の外周面を表面粗化処理する表面粗化処理工程を実行する。
【0052】
表面粗化処理工程では、制御手段8が真空排気手段5の真空ポンプ23を駆動して、真空容器3の内部からガスを外部へ排出して真空容器3の内部を減圧状態とする。
【0053】
その後、制御手段8が表面粗化処理用ガス供給手段16の流量調整器22を駆動して、表面粗化処理用ガス供給源21から所定量のメタンガスを真空容器3の内部に供給する。
【0054】
その後、制御手段8が電圧源7の低電圧電源25を駆動して、低電圧電源25で発生した負の低電圧をプラズマ発生電圧として電極6に印加し、真空容器3の内部のメタンガスを励起して配管2(電極6)の周囲にプラズマを発生させる。
【0055】
その後、制御手段8が電圧源7の低電圧電源25及び高電圧電源26を駆動して、高電圧電源26で発生した負の高電圧を低電圧電源25で発生した負の低電圧に重畳してイオン加速電圧として電極6に印加し、真空容器3の内部のプラズマ中のイオンを電極6に向けて加速させる。この時に、配管2の中空部に電極6が挿入されているために、電極6に向けて加速されたイオンは、配管2の外周面に衝突し、配管2の外周面のフッ素がイオンで叩かれて配管2の外周面が粗化される。
【0056】
なお、表面粗化処理工程では、たとえば、7sccmのメタンガスを1.2x10-2Torrの真空度で真空容器3の内部に充填し、電圧-10kV、パルス幅100μs、パルス周波数100Hzのパルス電圧をイオン加速電圧として電極6に120分間印加することで、配管2の外周面を表面粗化処理することができる。ガスの種類や真空度や電圧や周波数や印加時間は、配管2の素材や外周面の状態などに応じて適宜設定することができる。
【0057】
次に、DLC膜コーティング装置1は、配管2の外周面を成膜処理する成膜処理工程を実行する。
【0058】
成膜処理工程では、制御手段8が真空排気手段5の真空ポンプ23を駆動して、真空容器3の内部からガスを外部へ排出して真空容器3の内部を減圧状態とする。
【0059】
その後、制御手段8が炭化水素ガス供給手段14の流量調整器18を駆動して、炭化水素ガス供給源17から所定量のアセチレンガスを真空容器3の内部に供給する。
【0060】
その後、制御手段8が電圧源7の低電圧電源25を駆動して、低電圧電源25で発生した負の低電圧をプラズマ発生電圧として電極6に印加し、真空容器3の内部のアセチレンガスを励起して配管2(電極6)の周囲にプラズマを発生させる。
【0061】
その後、制御手段8が電圧源7の低電圧電源25及び高電圧電源26を駆動して、高電圧電源26で発生した負の高電圧を低電圧電源25で発生した負の低電圧に重畳してイオン加速電圧として電極6に印加し、真空容器3の内部のプラズマ中のイオンを電極6に向けて加速させる。この時に、配管2の中空部に電極6が挿入されているために、電極6に向けて加速されたイオンは、配管2の外周面に衝突し、配管2の外周面に注入されて配管2の外周面にDLC膜が形成される。
【0062】
なお、成膜処理工程では、たとえば、10sccmのアセチレンガスを1.3x10-2Torrの真空度で真空容器3の内部に充填し、電圧-10kV、パルス幅100μs、パルス周波数100Hzのパルス電圧をイオン加速電圧として電極6に65分間印加することで、配管2の外周面を成膜処理することができる。ガスの種類や真空度や電圧や周波数や印加時間は、配管2の素材や外周面の状態や膜厚などに応じて適宜設定することができる。
【0063】
DLC膜コーティング装置1では、配管2の外周面にアッシング処理及び表面粗化処理を行った後に成膜処理を行って、配管2の外周面にDLC膜を良好かつ均一に形成するようにしているが、アッシング処理及び/又は表面粗化処理を省略してもよい。
【0064】
以上に説明したようにして、DLC膜コーティング装置1を用いて配管2の外周面にDLC膜をコーティングすることができる。
【0065】
このように、上記DLC膜コーティング装置1におけるDLC膜コーティング方法においては、絶縁性を有する配管2の中空部に電極6を挿入し、その電極6にプラズマ発生電圧及びイオン加速電圧を印加している。
【0066】
そのため、上記DLC膜コーティング装置1におけるDLC膜コーティング方法では、絶縁性を有する配管2の外周面にDLC膜を良好に形成することができる。そして、DLC膜でコーティングした配管2を用いることで水分の透過を防止して、水分との反応による反応生成物の生成や反応生成物の混入による汚染を防止することができる。
【符号の説明】
【0067】
1 DLC膜コーティング装置 2,2' 配管
3 真空容器 4 ガス供給手段
5 真空排気手段 6,6' 電極
7 電圧源 8 制御手段
9 容器本体 10 蓋
11 設置台 12 供給口
13 排出口 14 炭化水素ガス供給手段
15 アッシング処理用ガス供給手段 16 表面粗化処理用ガス供給手段
17 炭化水素ガス供給源 18 流量調整器
19 アッシング処理用ガス供給源 20 流量調整器
21 表面粗化処理用ガス供給源 22 流量調整器
23 真空ポンプ 24 拡径部
25 低電圧電源 26 高電圧電源
27 電力供給線
【技術分野】
【0001】
本発明は、配管にPSII法(プラズマソースイオン注入法)を用いてDLC膜(ダイヤモンドライクカーボン膜)をコーティングするための配管のDLC膜コーティング方法及びDLC膜コーティング配管並びにDLC膜コーティング装置に関するものである。
【背景技術】
【0002】
従来より、半導体ウエハの表面を薬液で処理する処理装置等では、薬液の供給のためにPFA(ペルフルオロアルコキシフッ素樹脂)素材などからなる可撓性を有する樹脂製の配管が使用されている。
【0003】
ところが、水分と反応する薬液を用いる場合には、樹脂製の配管を極微量の水分が透過してしまうために、配管の内部で透過した水分と薬液とが反応して固形状の反応生成物が生成され、その反応生成物が薬液に混入して半導体ウエハの表面に供給されてしまい、半導体ウエハの表面が汚染してしまうおそれがある。
【0004】
そのため、樹脂製の配管の表面に薄膜をコーティングして水分の透過を防止する対策が考えられる。
【0005】
一方、基材の表面に薄膜をコーティングする方法としては、PSII法(プラズマソースイオン注入法)を用いてDLC膜(ダイヤモンドライクカーボン膜)を基材の表面にコーティングする方法が知られている(たとえば、特許文献1参照。)。
【0006】
このPSII法を用いて基材の表面にDLC膜をコーティングする方法では、炭化水素ガスを減圧状態で充填した真空容器の内部に導電性を有する基材を設置し、基材自体に負の低電圧を印加することで真空容器の内部の炭化水素ガスをプラズマ化させ、その後、基材自体に負の高電圧を低電圧に重ねて印加することでプラズマ中のイオンを加速させて基材の表面に注入し、基材の表面にDLC膜を形成するようにしている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2004−87842号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところが、上記従来のPSII法を用いたDLC膜のコーティングにあっては、基材自体に低電圧及び高電圧を印加するために、基材が導電性を有している必要がある。
【0009】
そのため、従来においては、樹脂製の配管のように絶縁性を有する配管を基材として用いた場合には、配管の表面にDLC膜を形成することができなかった。
【課題を解決するための手段】
【0010】
そこで、本発明では、配管にPSII法(プラズマソースイオン注入法)を用いてDLC膜(ダイヤモンドライクカーボン膜)をコーティングする配管のDLC膜コーティング方法において、絶縁性を有する配管の中空部に電極を挿入した状態で真空容器の内部に設置し、前記真空容器の内部に減圧状態で炭化水素ガスを充填し、プラズマを発生させるための負の低電圧のプラズマ発生電圧を前記電極に印加した後に、前記プラズマ中のイオンを加速させるための負の高電圧のイオン加速電圧を前記電極に印加して、絶縁性を有する配管の外周面にDLC膜をコーティングすることにした。
【0011】
また、前記真空容器の内部に樹脂製の配管を設置した後に、前記真空容器の内部に減圧状態でアッシング処理用ガスを充填しプラズマ発生電圧及びイオン加速電圧を印加して前記配管の外周面をアッシング処理し、その後、前記真空容器の内部に減圧状態で表面粗化処理用ガスを充填しプラズマ発生電圧及びイオン加速電圧を印加して前記配管の外周面を表面粗化処理し、その後に、前記配管の外周面にDLC膜をコーティングすることにした。
【0012】
また、前記配管の内径よりも拡径した拡径部を有する電極に前記配管の端部が前記拡径部に当接するまで挿入した状態で前記配管の外周面にDLC膜をコーティングすることにした。
【0013】
また、前記真空容器の内部に可撓性を有する配管を螺旋状の電極に挿入した状態で前記配管の外周面にDLC膜をコーティングすることにした。
【0014】
また、本発明では、配管にPSII法(プラズマソースイオン注入法)を用いてDLC膜(ダイヤモンドライクカーボン膜)をコーティングしたDLC膜コーティング配管において、絶縁性を有する配管の中空部に電極を挿入した状態で真空容器の内部に設置し、前記真空容器の内部に減圧状態で炭化水素ガスを充填し、プラズマを発生させるための負の低電圧のプラズマ発生電圧を前記電極に印加した後に、前記プラズマ中のイオンを加速させるための負の高電圧のイオン加速電圧を前記電極に印加して、絶縁性を有する配管の外周面にDLC膜をコーティングすることにした。
【0015】
また、前記真空容器の内部に樹脂製の配管を設置した後に、前記真空容器の内部に減圧状態でアッシング処理用ガスを充填しプラズマ発生電圧及びイオン加速電圧を印加して前記配管の外周面をアッシング処理し、その後、前記真空容器の内部に減圧状態で表面粗化処理用ガスを充填しプラズマ発生電圧及びイオン加速電圧を印加して前記配管の外周面を表面粗化処理し、その後に、前記配管の外周面にDLC膜をコーティングすることにした。
【0016】
また、前記配管の内径よりも拡径した拡径部を有する電極に前記配管の端部が前記拡径部に当接するまで挿入した状態で前記配管の外周面にDLC膜をコーティングすることにした。
【0017】
また、前記真空容器の内部に可撓性を有する配管を螺旋状の電極に挿入した状態で前記配管の外周面にDLC膜をコーティングすることにした。
【0018】
また、本発明では、配管にPSII法(プラズマソースイオン注入法)を用いてDLC膜(ダイヤモンドライクカーボン膜)をコーティングするDLC膜コーティング装置において、内部にコーティング対象となる配管を収容するための真空容器と、前記真空容器に炭化水素ガスを供給するための炭化水素ガス供給手段と、前記真空容器の内部のガスを排出して真空状態とするための真空排気手段と、前記真空容器の内部に設置され、絶縁性を有する配管の中空部に挿入するための電極と、プラズマを発生させる負の低電圧のプラズマ発生電圧を前記電極に印加するとともに、前記プラズマ中のイオンを加速させる負の高電圧のイオン加速電圧を前記電極に印加するための電圧源とを有することにした。
【0019】
また、前記真空容器にアッシング処理用ガス供給するためのアッシング処理用ガス供給手段と、前記真空容器に表面粗化処理用ガス供給するための表面粗化処理用ガス供給手段とを有することにした。
【0020】
また、前記電極は、前記配管の内径よりも拡径した拡径部を有することにした。
【0021】
また、前記電極は、螺旋状に形成することにした。
【発明の効果】
【0022】
本発明では、絶縁性を有する配管の中空部に電極を挿入し、その電極にプラズマ発生電圧及びイオン加速電圧を印加するようにしているために、絶縁性を有する配管の外周面にDLC膜を良好に形成することができる。そして、DLC膜でコーティングした配管を用いることで水分の透過を防止して、水分との反応による反応生成物の生成や反応生成物の混入による汚染を防止することができる。
【図面の簡単な説明】
【0023】
【図1】DLC膜コーティング装置を示す説明図。
【図2】電極を示す断面説明図。
【図3】他の電極を示す説明図。
【図4】配管のDLC膜コーティング方法を示す説明図。
【発明を実施するための形態】
【0024】
以下に、本発明に係る配管のDLC膜コーティング方法及びDLC膜コーティング配管並びにDLC膜コーティング装置の具体的な構成について図面を参照しながら説明する。
【0025】
図1に示すように、DLC膜コーティング装置1は、コーティング対象となる配管2を収容する真空容器3と、真空容器3にガスを供給するガス供給手段4と、真空容器3の内部のガスを排出して真空状態とする真空排気手段5と、真空容器3の内部に設置された電極6と、電極6に所定の電圧を印加する電圧源7と、ガス供給手段4や真空排気手段5や電圧源7を制御する制御手段8で構成している。
【0026】
配管2は、外周面にDLC膜を形成するコーティング対象物であり、PFA素材等の絶縁性を有するとともに可撓性を有する中空形状の樹脂で形成している。
【0027】
真空容器3は、容器本体9に蓋10を着脱自在に取付け、容器本体9の内部にコーティング対象となる配管2を設置するための設置台11を収容するとともに、容器本体9に内部へガスを供給するための供給口12と外部へガスを排出するための排出口13とを形成している。
【0028】
ガス供給手段4は、真空容器3に炭化水素ガスとしてのアセチレンガスを供給するための炭化水素ガス供給手段14と、真空容器3にアッシング処理用ガスとしての酸素ガスを供給するためのアッシング処理用ガス供給手段15と、真空容器3に表面粗化処理用ガスとしてのメタンガスを供給するための表面粗化処理用ガス供給手段16とで構成している。
【0029】
炭化水素ガス供給手段14は、炭化水素ガスの供給源となる炭化水素ガス供給源17を真空容器3の供給口12に流量調整器18を介して接続している。
【0030】
アッシング処理用ガス供給手段15は、アッシング処理用ガスの供給源となるアッシング処理用ガス供給源19を真空容器3の供給口12に流量調整器20を介して接続している。
【0031】
表面粗化処理用ガス供給手段16は、表面粗化処理用ガスの供給源となる表面粗化処理用ガス供給源21を真空容器3の供給口12に流量調整器22を介して接続している。
【0032】
そして、ガス供給手段4は、炭化水素ガス供給手段14に設けた流量調整器18とアッシング処理用ガス供給手段15に設けた流量調整器20と表面粗化処理用ガス供給手段16に設けた流量調整器22とを制御手段8にそれぞれ接続しており、制御手段8で所定量の各ガスを真空容器3の内部に供給するように制御している。
【0033】
真空排気手段5は、真空ポンプ23を真空容器3の排出口13に接続し、真空ポンプ23を制御手段8に接続しており、制御手段8で真空ポンプ23を駆動制御することで真空容器3の排出口13から内部のガスを外部へ排出して真空容器3の内部を減圧状態とするようにしている。
【0034】
電極6は、金属等の導電性を有する素材からなり、上下に伸延する円柱形状に形成し、真空容器3の内部の設置台11の上部に着脱自在に取付けている。なお、設置台11には、複数本の電極6が間隔をあけて取付けられている。
【0035】
この電極6は、配管2の中空部に挿入されるものであるため、配管2の中空部の内径と比べて同一又は小さい外径となっている。ここで、電極6の外径を配管2の内径と同一とした場合には、コーティング時に配管2の内部に成膜素材が付着又は混入するのを防止することができる。また、電極6の外径を配管2の内径よりも小さくした場合には、配管2を電極6に容易に挿入することができ作業性を向上させることができる。
【0036】
また、電極6は、図2に示すように、設置台11に取付けられる下端部に配管2の内径よりも拡径した拡径部24を形成している。これにより、配管2の中空部に電極6を挿入した時に、配管2の下端部が拡径部24に当接することになるので、配管2の下端部が設置台11の上面に接触するのを防止でき、コーティング時に配管2の下端部まで良好にコーティングすることができる。
【0037】
この電極6は、短尺の配管2をコーティングする場合には、図2に示す円柱形状のものを間隔をあけて複数本設置台11に取付けて使用しても、配管2同士や配管2と設置台11又は真空容器3の内壁とが接することなく真空容器3の内部に設置することができるが、図3に示すように、長尺の配管2'をコーティングする場合には、中途部を設置台11の上方に浮かせた螺旋形状の電極6'を用いることができる。この螺旋形状の電極6'に長尺の配管2’を挿通させることで、長尺の配管2'を配管2'同士や配管2'と設置台11又は真空容器3の内壁とが接することなく真空容器3の内部に設置することができ、これにより、配管2'の外周面全体を均一にコーティングすることができる。なお、電極6'は、螺旋形状であればよく、設置台11の上方に設置する場合に限られず、真空容器3の天井部に設置台11を設け、設置台11の下方に電極6'を配置するようにしてもよい。
【0038】
電圧源7は、低電圧電源25と高電圧電源26とを電極6に電力供給線27を介して接続して、電極6に所定の電圧を印加するようにしている。
【0039】
低電圧電源25は、接地電位に対して負の比較的低電圧の直流電圧又はパルス電圧を発生するようにしており、制御手段8に接続され、制御手段8で駆動制御される。
【0040】
高電圧電源26は、接地電位に対して負の比較的高電圧のパルス電圧を発生するようにしており、制御手段8に接続され、制御手段8で駆動制御される。
【0041】
そして、電圧源7は、制御手段8で低電圧電源25だけを駆動させることで、低電圧電源25で発生した負の低電圧をプラズマ発生電圧として電極6に印加し、真空容器3の内部のガスを励起してプラズマを発生させるようにしている。また、電圧源7は、制御手段8で高電圧源26を低電圧電源25とともに駆動させることで、高電圧電源26で発生した負の高電圧を低電圧電源25で発生した負の低電圧に重畳してイオン加速電圧として電極6に印加し、真空容器3の内部のプラズマ中のイオンを加速させるようにしている。
【0042】
DLC膜コーティング装置1は、以上に説明したように構成しており、図4に示す処理(DLC膜コーティング方法)を実行することで配管2の外周面にDLC膜でコーティングするようにしている。
【0043】
まず、DLC膜コーティング装置1は、コーティング対象となる配管2を真空容器3の内部に設置する設置工程を実行する。
【0044】
この設置工程では、配管2の中空部に電極6を挿入した状態で配管2を電極6とともに設置台11に取付ける。その際には、配管2の端部が電極6の拡径部24に当接するまで配管2の中空部に電極6を挿入する。
【0045】
次に、DLC膜コーティング装置1は、配管2の外周面をアッシング処理するアッシング処理工程を実行する。
【0046】
アッシング処理工程では、制御手段8が真空排気手段5の真空ポンプ23を駆動して、真空容器3の内部からガスを外部へ排出して真空容器3の内部を減圧状態とする。
【0047】
その後、制御手段8がアッシング処理用ガス供給手段15の流量調整器20を駆動して、アッシング処理用ガス供給源19から所定量の酸素ガスを真空容器3の内部に供給する。
【0048】
その後、制御手段8が電圧源7の低電圧電源25を駆動して、低電圧電源25で発生した負の低電圧をプラズマ発生電圧として電極6に印加し、真空容器3の内部の酸素ガスを励起して配管2(電極6)の周囲にプラズマを発生させる。
【0049】
その後、制御手段8が電圧源7の低電圧電源25及び高電圧電源26を駆動して、高電圧電源26で発生した負の高電圧を低電圧電源25で発生した負の低電圧に重畳してイオン加速電圧として電極6に印加し、真空容器3の内部のプラズマ中のイオンを電極6に向けて加速させる。この時に、配管2の中空部に電極6が挿入されているために、電極6に向けて加速されたイオンは、配管2の外周面に衝突し、配管2の外周面が灰化されて有機物が除去される。
【0050】
なお、アッシング処理工程では、たとえば、7sccmの酸素ガスを1.3x10-2Torrの真空度で真空容器3の内部に充填し、電圧-10kV、パルス幅100μs、パルス周波数100Hzのパルス電圧をイオン加速電圧として電極6に15分間印加することで、配管2の外周面をアッシング処理することができる。ガスの種類や真空度や電圧や周波数や印加時間は、配管2の素材や外周面の状態などに応じて適宜設定することができる。
【0051】
次に、DLC膜コーティング装置1は、配管2の外周面を表面粗化処理する表面粗化処理工程を実行する。
【0052】
表面粗化処理工程では、制御手段8が真空排気手段5の真空ポンプ23を駆動して、真空容器3の内部からガスを外部へ排出して真空容器3の内部を減圧状態とする。
【0053】
その後、制御手段8が表面粗化処理用ガス供給手段16の流量調整器22を駆動して、表面粗化処理用ガス供給源21から所定量のメタンガスを真空容器3の内部に供給する。
【0054】
その後、制御手段8が電圧源7の低電圧電源25を駆動して、低電圧電源25で発生した負の低電圧をプラズマ発生電圧として電極6に印加し、真空容器3の内部のメタンガスを励起して配管2(電極6)の周囲にプラズマを発生させる。
【0055】
その後、制御手段8が電圧源7の低電圧電源25及び高電圧電源26を駆動して、高電圧電源26で発生した負の高電圧を低電圧電源25で発生した負の低電圧に重畳してイオン加速電圧として電極6に印加し、真空容器3の内部のプラズマ中のイオンを電極6に向けて加速させる。この時に、配管2の中空部に電極6が挿入されているために、電極6に向けて加速されたイオンは、配管2の外周面に衝突し、配管2の外周面のフッ素がイオンで叩かれて配管2の外周面が粗化される。
【0056】
なお、表面粗化処理工程では、たとえば、7sccmのメタンガスを1.2x10-2Torrの真空度で真空容器3の内部に充填し、電圧-10kV、パルス幅100μs、パルス周波数100Hzのパルス電圧をイオン加速電圧として電極6に120分間印加することで、配管2の外周面を表面粗化処理することができる。ガスの種類や真空度や電圧や周波数や印加時間は、配管2の素材や外周面の状態などに応じて適宜設定することができる。
【0057】
次に、DLC膜コーティング装置1は、配管2の外周面を成膜処理する成膜処理工程を実行する。
【0058】
成膜処理工程では、制御手段8が真空排気手段5の真空ポンプ23を駆動して、真空容器3の内部からガスを外部へ排出して真空容器3の内部を減圧状態とする。
【0059】
その後、制御手段8が炭化水素ガス供給手段14の流量調整器18を駆動して、炭化水素ガス供給源17から所定量のアセチレンガスを真空容器3の内部に供給する。
【0060】
その後、制御手段8が電圧源7の低電圧電源25を駆動して、低電圧電源25で発生した負の低電圧をプラズマ発生電圧として電極6に印加し、真空容器3の内部のアセチレンガスを励起して配管2(電極6)の周囲にプラズマを発生させる。
【0061】
その後、制御手段8が電圧源7の低電圧電源25及び高電圧電源26を駆動して、高電圧電源26で発生した負の高電圧を低電圧電源25で発生した負の低電圧に重畳してイオン加速電圧として電極6に印加し、真空容器3の内部のプラズマ中のイオンを電極6に向けて加速させる。この時に、配管2の中空部に電極6が挿入されているために、電極6に向けて加速されたイオンは、配管2の外周面に衝突し、配管2の外周面に注入されて配管2の外周面にDLC膜が形成される。
【0062】
なお、成膜処理工程では、たとえば、10sccmのアセチレンガスを1.3x10-2Torrの真空度で真空容器3の内部に充填し、電圧-10kV、パルス幅100μs、パルス周波数100Hzのパルス電圧をイオン加速電圧として電極6に65分間印加することで、配管2の外周面を成膜処理することができる。ガスの種類や真空度や電圧や周波数や印加時間は、配管2の素材や外周面の状態や膜厚などに応じて適宜設定することができる。
【0063】
DLC膜コーティング装置1では、配管2の外周面にアッシング処理及び表面粗化処理を行った後に成膜処理を行って、配管2の外周面にDLC膜を良好かつ均一に形成するようにしているが、アッシング処理及び/又は表面粗化処理を省略してもよい。
【0064】
以上に説明したようにして、DLC膜コーティング装置1を用いて配管2の外周面にDLC膜をコーティングすることができる。
【0065】
このように、上記DLC膜コーティング装置1におけるDLC膜コーティング方法においては、絶縁性を有する配管2の中空部に電極6を挿入し、その電極6にプラズマ発生電圧及びイオン加速電圧を印加している。
【0066】
そのため、上記DLC膜コーティング装置1におけるDLC膜コーティング方法では、絶縁性を有する配管2の外周面にDLC膜を良好に形成することができる。そして、DLC膜でコーティングした配管2を用いることで水分の透過を防止して、水分との反応による反応生成物の生成や反応生成物の混入による汚染を防止することができる。
【符号の説明】
【0067】
1 DLC膜コーティング装置 2,2' 配管
3 真空容器 4 ガス供給手段
5 真空排気手段 6,6' 電極
7 電圧源 8 制御手段
9 容器本体 10 蓋
11 設置台 12 供給口
13 排出口 14 炭化水素ガス供給手段
15 アッシング処理用ガス供給手段 16 表面粗化処理用ガス供給手段
17 炭化水素ガス供給源 18 流量調整器
19 アッシング処理用ガス供給源 20 流量調整器
21 表面粗化処理用ガス供給源 22 流量調整器
23 真空ポンプ 24 拡径部
25 低電圧電源 26 高電圧電源
27 電力供給線
【特許請求の範囲】
【請求項1】
配管にPSII法(プラズマソースイオン注入法)を用いてDLC膜(ダイヤモンドライクカーボン膜)をコーティングする配管のDLC膜コーティング方法において、
絶縁性を有する配管の中空部に電極を挿入した状態で真空容器の内部に設置し、前記真空容器の内部に減圧状態で炭化水素ガスを充填し、プラズマを発生させるための負の低電圧のプラズマ発生電圧を前記電極に印加した後に、前記プラズマ中のイオンを加速させるための負の高電圧のイオン加速電圧を前記電極に印加して、絶縁性を有する配管の外周面にDLC膜をコーティングすることを特徴とする配管のDLC膜コーティング方法。
【請求項2】
前記真空容器の内部に前記配管を設置した後に、前記真空容器の内部に減圧状態でアッシング処理用ガスを充填しプラズマ発生電圧及びイオン加速電圧を印加して前記配管の外周面をアッシング処理し、その後、前記真空容器の内部に減圧状態で表面粗化処理用ガスを充填しプラズマ発生電圧及びイオン加速電圧を印加して前記配管の外周面を表面粗化処理し、その後に、前記配管の外周面にDLC膜をコーティングすることを特徴とする請求項1に記載の配管のDLC膜コーティング方法。
【請求項3】
前記配管の内径よりも拡径した拡径部を有する電極に前記配管の端部が前記拡径部に当接するまで挿入した状態で前記配管の外周面にDLC膜をコーティングすることを特徴とする請求項1又は請求項2に記載の配管のDLC膜コーティング方法。
【請求項4】
前記真空容器の内部に可撓性を有する配管を螺旋状の電極に挿入した状態で前記配管の外周面にDLC膜をコーティングすることを特徴とする請求項1〜請求項3のいずれかに記載の配管のDLC膜コーティング方法。
【請求項5】
配管にPSII法(プラズマソースイオン注入法)を用いてDLC膜(ダイヤモンドライクカーボン膜)をコーティングしたDLC膜コーティング配管において、
絶縁性を有する配管の中空部に電極を挿入した状態で真空容器の内部に設置し、前記真空容器の内部に減圧状態で炭化水素ガスを充填し、プラズマを発生させるための負の低電圧のプラズマ発生電圧を前記電極に印加した後に、前記プラズマ中のイオンを加速させるための負の高電圧のイオン加速電圧を前記電極に印加して、絶縁性を有する配管の外周面にDLC膜をコーティングしたことを特徴とするDLC膜コーティング配管。
【請求項6】
前記真空容器の内部に前記配管を設置した後に、前記真空容器の内部に減圧状態でアッシング処理用ガスを充填しプラズマ発生電圧及びイオン加速電圧を印加して前記配管の外周面をアッシング処理し、その後、前記真空容器の内部に減圧状態で表面粗化処理用ガスを充填しプラズマ発生電圧及びイオン加速電圧を印加して前記配管の外周面を表面粗化処理し、その後に、前記配管の外周面にDLC膜をコーティングしたことを特徴とする請求項5に記載のDLC膜コーティング配管。
【請求項7】
前記配管の内径よりも拡径した拡径部を有する電極に前記配管の端部が前記拡径部に当接するまで挿入した状態で前記配管の外周面にDLC膜をコーティングしたことを特徴とする請求項5又は請求項6に記載のDLC膜コーティング配管。
【請求項8】
前記真空容器の内部に可撓性を有する配管を螺旋状の電極に挿入した状態で前記配管の外周面にDLC膜をコーティングしたことを特徴とする請求項5〜請求項7のいずれかに記載のDLC膜コーティング配管。
【請求項9】
配管にPSII法(プラズマソースイオン注入法)を用いてDLC膜(ダイヤモンドライクカーボン膜)をコーティングするDLC膜コーティング装置において、
内部にコーティング対象となる配管を収容するための真空容器と、
前記真空容器に炭化水素ガスを供給するための炭化水素ガス供給手段と、
前記真空容器の内部のガスを排出して真空状態とするための真空排気手段と、
前記真空容器の内部に設置され、絶縁性を有する配管の中空部に挿入するための電極と、
プラズマを発生させる負の低電圧のプラズマ発生電圧を前記電極に印加するとともに、前記プラズマ中のイオンを加速させる負の高電圧のイオン加速電圧を前記電極に印加するための電圧源と、
を有することを特徴とするDLC膜コーティング装置。
【請求項10】
前記真空容器にアッシング処理用ガス供給するためのアッシング処理用ガス供給手段と、
前記真空容器に表面粗化処理用ガス供給するための表面粗化処理用ガス供給手段と、
を有することを特徴とする請求項9に記載のDLC膜コーティング装置。
【請求項11】
前記電極は、前記配管の内径よりも拡径した拡径部を有することを特徴とする請求項9又は請求項10に記載のDLC膜コーティング装置。
【請求項12】
前記電極は、螺旋状に形成したことを特徴とする請求項9〜請求項11のいずれかに記載のDLC膜コーティング装置。
【請求項1】
配管にPSII法(プラズマソースイオン注入法)を用いてDLC膜(ダイヤモンドライクカーボン膜)をコーティングする配管のDLC膜コーティング方法において、
絶縁性を有する配管の中空部に電極を挿入した状態で真空容器の内部に設置し、前記真空容器の内部に減圧状態で炭化水素ガスを充填し、プラズマを発生させるための負の低電圧のプラズマ発生電圧を前記電極に印加した後に、前記プラズマ中のイオンを加速させるための負の高電圧のイオン加速電圧を前記電極に印加して、絶縁性を有する配管の外周面にDLC膜をコーティングすることを特徴とする配管のDLC膜コーティング方法。
【請求項2】
前記真空容器の内部に前記配管を設置した後に、前記真空容器の内部に減圧状態でアッシング処理用ガスを充填しプラズマ発生電圧及びイオン加速電圧を印加して前記配管の外周面をアッシング処理し、その後、前記真空容器の内部に減圧状態で表面粗化処理用ガスを充填しプラズマ発生電圧及びイオン加速電圧を印加して前記配管の外周面を表面粗化処理し、その後に、前記配管の外周面にDLC膜をコーティングすることを特徴とする請求項1に記載の配管のDLC膜コーティング方法。
【請求項3】
前記配管の内径よりも拡径した拡径部を有する電極に前記配管の端部が前記拡径部に当接するまで挿入した状態で前記配管の外周面にDLC膜をコーティングすることを特徴とする請求項1又は請求項2に記載の配管のDLC膜コーティング方法。
【請求項4】
前記真空容器の内部に可撓性を有する配管を螺旋状の電極に挿入した状態で前記配管の外周面にDLC膜をコーティングすることを特徴とする請求項1〜請求項3のいずれかに記載の配管のDLC膜コーティング方法。
【請求項5】
配管にPSII法(プラズマソースイオン注入法)を用いてDLC膜(ダイヤモンドライクカーボン膜)をコーティングしたDLC膜コーティング配管において、
絶縁性を有する配管の中空部に電極を挿入した状態で真空容器の内部に設置し、前記真空容器の内部に減圧状態で炭化水素ガスを充填し、プラズマを発生させるための負の低電圧のプラズマ発生電圧を前記電極に印加した後に、前記プラズマ中のイオンを加速させるための負の高電圧のイオン加速電圧を前記電極に印加して、絶縁性を有する配管の外周面にDLC膜をコーティングしたことを特徴とするDLC膜コーティング配管。
【請求項6】
前記真空容器の内部に前記配管を設置した後に、前記真空容器の内部に減圧状態でアッシング処理用ガスを充填しプラズマ発生電圧及びイオン加速電圧を印加して前記配管の外周面をアッシング処理し、その後、前記真空容器の内部に減圧状態で表面粗化処理用ガスを充填しプラズマ発生電圧及びイオン加速電圧を印加して前記配管の外周面を表面粗化処理し、その後に、前記配管の外周面にDLC膜をコーティングしたことを特徴とする請求項5に記載のDLC膜コーティング配管。
【請求項7】
前記配管の内径よりも拡径した拡径部を有する電極に前記配管の端部が前記拡径部に当接するまで挿入した状態で前記配管の外周面にDLC膜をコーティングしたことを特徴とする請求項5又は請求項6に記載のDLC膜コーティング配管。
【請求項8】
前記真空容器の内部に可撓性を有する配管を螺旋状の電極に挿入した状態で前記配管の外周面にDLC膜をコーティングしたことを特徴とする請求項5〜請求項7のいずれかに記載のDLC膜コーティング配管。
【請求項9】
配管にPSII法(プラズマソースイオン注入法)を用いてDLC膜(ダイヤモンドライクカーボン膜)をコーティングするDLC膜コーティング装置において、
内部にコーティング対象となる配管を収容するための真空容器と、
前記真空容器に炭化水素ガスを供給するための炭化水素ガス供給手段と、
前記真空容器の内部のガスを排出して真空状態とするための真空排気手段と、
前記真空容器の内部に設置され、絶縁性を有する配管の中空部に挿入するための電極と、
プラズマを発生させる負の低電圧のプラズマ発生電圧を前記電極に印加するとともに、前記プラズマ中のイオンを加速させる負の高電圧のイオン加速電圧を前記電極に印加するための電圧源と、
を有することを特徴とするDLC膜コーティング装置。
【請求項10】
前記真空容器にアッシング処理用ガス供給するためのアッシング処理用ガス供給手段と、
前記真空容器に表面粗化処理用ガス供給するための表面粗化処理用ガス供給手段と、
を有することを特徴とする請求項9に記載のDLC膜コーティング装置。
【請求項11】
前記電極は、前記配管の内径よりも拡径した拡径部を有することを特徴とする請求項9又は請求項10に記載のDLC膜コーティング装置。
【請求項12】
前記電極は、螺旋状に形成したことを特徴とする請求項9〜請求項11のいずれかに記載のDLC膜コーティング装置。
【図1】


【図2】

【図3】

【図4】

【図2】
【図3】
【図4】
【公開番号】特開2012−211349(P2012−211349A)
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願番号】特願2011−76241(P2011−76241)
【出願日】平成23年3月30日(2011.3.30)
【出願人】(000214191)長崎県 (106)
【出願人】(000219967)東京エレクトロン株式会社 (5,184)
【Fターム(参考)】
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願日】平成23年3月30日(2011.3.30)
【出願人】(000214191)長崎県 (106)
【出願人】(000219967)東京エレクトロン株式会社 (5,184)
【Fターム(参考)】
[ Back to top ]