
トピー工業株式会社により出願された特許
61 - 70 / 255
車両ホイールのランフラット用中子およびその製造方法
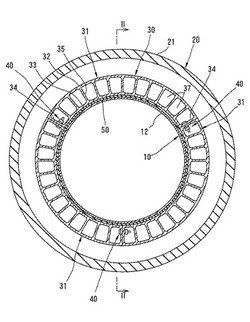
【課題】 軽量かつ安価で厚みや質量ばらつきの少ない複数の中子ピースからなる車両ホイールのランフラット中子を提供する。
【解決手段】
車両ホイールのランフラット用中子30は、円弧形状をなす複数の中子ピースを連結することにより構成される。中子ピース31は、外周壁32と、内周壁33と、両端の端壁34と、端壁34間の複数の中間壁35を有している。中子ピース31が外周壁32と、内周壁33と、車両ホイールの軸方向と平行で、かつ周方向に配列された複数の中間壁35とを備えるように形成され、車両ホイールの軸方向に短い寸法を有している。隣接する中子ピース31の端壁34同士は、ボルトとナットからなる連結手段40により連結される。
(もっと読む)
自動車用ホイールディスクの製造方法

【課題】従来に比べて設備費を低減でき生産性を向上させることができる自動車用ホイールディスクの製造方法の提供。
【解決手段】円筒環41をしごき加工とプレス加工し、底部20と最終ディスク形状の不等厚の立ち上がり部30とを形成する。そのため、自動車用ホイールディスク10を製造するのに揺動成形工程及びコールドスピニングによるしごきスピニング成形工程が不要である。そのため、揺動成形の設備、揺動成形機の金型が不要であり、自動車用ホイールディスク10の製造に要する設備費、ランニング金型費を低減できる。また、自動車用ホイールディスク10の製造時間を短縮でき、自動車用ホイールディスク10の生産性を向上させることができる。
(もっと読む)
自動車用ホイールディスクの製造方法
【課題】プレスによる絞り加工により立ち上がり部を形成する場合に比べて軽量化を図ることができ、コールドスピニングによるしごきスピニング加工により立ち上がり部を形成する場合に比べて生産性を向上させることができる自動車用ホイールディスクの製造方法の提供。
【解決手段】(1)しごきパンチ51cと側面が凹凸面51eとされたしごきダイス51dとを用いてブランク41をしごき絞り加工し、不等厚の直円筒状の立ち上がり部30をもつカップ状の第1成形品11を形成する工程と、第1成形品11の立ち上がり部30を円錐状とした第2成形品12を形成する工程と、を有する自動車用ホイールディスクの製造方法。(2)ブランク41をしごき絞り加工してカップ状の第1成形品11を形成する工程の前に、ブランク41を皿状にプレス絞り成形する工程を有していてもよい。
(もっと読む)
リニアモーターカー用のリアクションプレート取付構造
【課題】 リニアモーターカーシステムにおいて、作業性良くリアアクションプレートをレールに取り付けられるようにする。
【解決手段】
リニアモータカー用の鋼製レール3の上面3xに、リニアモータの二次側導体となるアルミ製のリアクションプレート11を取り付ける構造であって、リアクションプレート11の両側縁に、リアクションプレート11より幅の狭い平坦な取付板12の一方の側縁を摩擦撹拌溶接し、取付板12の他方の側縁をレール3の上面3xにすみ肉溶接する。
(もっと読む)
ホイール用消音部材およびホイールアッセンブリ
【課題】 気柱共鳴を防止でき、タイヤへの装着作業が楽な消音部材を提供する。
【解決手段】
環状の気柱共鳴防止用の消音部材30は、弾性材料により全周にわたって連続して形成され、周方向に交互に配置された谷部31と突出部32を複数ずつ有し、突出部32は、頂部32aとその両側から延びて谷部31に連なる一対の裾部32bを有している。消音部材30が自然状態にある時、谷部31の内接円径がリム12の外径より小さい。また、径方向に対峙する頂部32a間の間隔が、上記タイヤ20のビード部22の内径にタイヤ20のトレッド部21の内径とビード部22の内径との差の半分を加算した値より短く、かつ、径方向に対峙する頂部32aと谷部31との間隔が、上記タイヤ20のビード部22の内径よりも短い。
(もっと読む)
錫の精製システム及び精製方法
【課題】鉛を含有している「はんだ」から錫を回収し、以って、鉛を除去することができる錫の精製システム及び精製方法の提供。
【解決手段】錫の精製装置(10)と、該精製装置(10)に冷却媒体(例えば冷却水等の液相冷却媒体)を供給する冷却媒体供給機構(冷却媒体循環機構50)とを備え、精製装置(10)は、はんだの溶湯を(保温しつつ)貯留する溶融炉(8)と、はんだの溶湯内に浸漬されて表面に錫が晶出される回転冷却体(1)とを備え、回転冷却体(1)の側面部(2a)は、晶出するべき錫の晶出核が残留可能で且つ回転冷却体(1)に応力集中が生じないような形状(2c)に加工されている。
(もっと読む)
横装填式ホイールリム構造
【課題】 サイドリングの脱落、回転を禁じることができ、組み立ても容易な横装填式ホイールリム構造を提供する。
【解決手段】
リム構造は、筒形状をなし第1フランジ部11を有するリム本体10と、第2フランジ部21を含むサイドリング20とを備えている。リム本体10の側縁部の外周には、複数の第1ロック凹部15が周方向に間隔をおいて形成され、サイドリング20には、第1ロック凹部15に対応する複数の第2ロック凹部25が周方向に間隔をおいて形成されている。サイドリング20よりリム本体10の幅方向外側には複数のロック片30が配置され、各ロック片30が、第1ロック凹部15に周方向移動不能かつ幅方向移動不能に嵌るとともに、第2ロック凹部25に周方向移動不能に嵌っている。
(もっと読む)
軟磁性体
【課題】 本発明の解決すべき課題は、優れた磁気特性とともに成形性に優れた軟磁性・強磁性体を提供することにある。
【解決手段】 金属ガラス粉が溶射により積層された、下記特性を有する軟磁性体。
保磁力:150A/m以下
酸素濃度:0.3質量%以下
鉄濃度:30質量%以上
金属ガラスの過冷却液体温度領域ΔTx:30℃以上
(もっと読む)
グリース状潤滑剤
【課題】 潤滑性に優れ、例えば中子タイプのランフラットタイヤ等の摺動部に好適に適用可能なグリース状潤滑剤を提供する。
【解決手段】ポリアルキレングリコールとシリコーンオイルとを基油とし、さらに増稠剤を含み、好ましくは(シリコーンオイル/ポリアルキレングリコール)で表される質量比が、10/90〜40/60、又は60/40〜90/10の範囲内であるグリース状潤滑剤である。
(もっと読む)
溶接部の検査方法及び検査システム
【課題】溶接部と被溶接部材の平坦面との境等の溶接部の形状を的確に判断することができる。計測者の技能や熟練度によって計測精度がばらつくことのない溶接部検査手段を提供する。
【解決手段】形状測定光学センサ21によって、溶接部13と交差する線状の測定領域Rの各測定ポイントPの位置データpを取得する。線状測定領域Rの周辺部R11eに対応する位置データを直線回帰させて仮の回帰直線L01を求める。測定ポイントPの整列順に連続する所定数以上の位置データが仮回帰直線L01に対し所定量以上ずれているか否かにより、被溶接部材11の平坦面11aと溶接部13との境13eを示す境位置データpnを推定する。周辺部から境12eまでの部分に対応する位置データを直線回帰させて、平坦面11aを表す正規の回帰直線L1を求める。
(もっと読む)
61 - 70 / 255
[ Back to top ]