
Fターム[2B200EA06]の内容
単板の加工・合板製造 (2,826) | 単工程 (122) | プレス工程(仮接着含む) (54)
Fターム[2B200EA06]に分類される特許
1 - 20 / 54
多段圧密加工装置
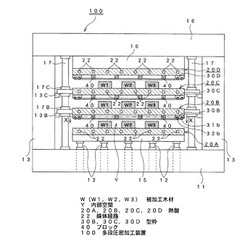
【課題】被加工木材を多段に積層し,それを一括してプレス圧縮する1工程の動作中に特定の段の被加工木材の加圧圧縮により,当該特定の段のみの被加工木材の加圧力を一定とし,他の段の被加工木材の加工温度と加圧力の1つ以上を異にする制御が自在なこと。
【解決手段】被加工木材Wを上下の面で挟み,被加工木材Wを加熱及び圧縮する複数対の熱盤20が被加工木材Wの加熱及び圧縮を開始し,対の熱盤20による圧縮で被加工木材Wの厚みが特定厚みに到達したとき,被加工木材Wの圧縮を停止し,被加工木材Wを上下の面で挟む熱盤20に被加工木材Wを圧縮する外力を与えるプレス機構10の押圧エネルギを特定厚みに到達していない木材の圧縮に使用すると共に,特定厚みに到達した被加工木材Wと特定厚みに到達していない被加工木材Wの温度制御を分離して行うものである。
(もっと読む)
集成材の二次接着の圧締装置

【課題】 構造用集成材は、建物の規模により集成材断面が決まる。さらに、耐火性能を持たせるために超大断面材が要求されおり、超大断面集成材を製作するには、集成材を多数積層して各集成材同士を接着剤で接着しなければならない。このために大掛かりな圧締装置が必要になる。また、場所を選ばずに製作することは困難である。
【解決手段】 集成材1の上下両面の接着面2に接着剤を塗布し、接着剤が塗布された集成材1を積層し、但し、積層した集成材1のうち、最上段と最下段の集成材1には片面のみに接着剤を塗布し、積層されてなる集成材1を圧締する集成材圧締装置において、集成状態にある集成材1にネジクランプ3で角形鋼管4の集成材1に面する4辺のうち1辺に、中央付近を厚くして両端に向かって薄くした角形鋼管4からなる治具を介してネジクランプ3のネジの回転によりクランプ圧締する集成材の二次接着の圧締装置。
(もっと読む)
ベニヤ板用生単板の含水率補正脱水方法
【課題】複数の生単板から水分を絞る際に含水率のばらつきを補正しつつ脱水できる方法を提供する。
【解決手段】 高含水率で方形に形成された多数枚のベニヤ板用生単板を上下に積層することにより4角柱状の積層状生単板とし、その積層状生単板の互いに対向する2側面が上下方向の小口集合面を形成するように、該積層集合体を上下の盤部材の間に位置させる。さらに上下の盤部材を相対的に接近移動させることにより、前記積層状生単板を押圧し、その押圧により各小口面から押し出された水が積層状生単板の上下方向の小口集合面を伝って下方に滴り落ちる状態で、積層状生単板に加えていた押圧力を解除又は緩和することにより、各ベニヤ板用生単板の小口面及び内部の繊維が原形方向へ拡がって負圧状態となるようにし、その負圧により該小口面から内部への吸引作用を生じさせて、相対的に繊維内の含水率が低い生単板の繊維内へ水を吸引させる。これによって含水率のばらつきが小さくなるように補正しつつ脱水する。
(もっと読む)
横型多段プレスを用いたベニヤ単板の処理方法及び横型多段プレス
【課題】横型多段プレスを用いた単板の熱圧処理の円滑化を図る。
【解決手段】左右のフレーム1A・1Bの間に、複数段の熱盤4A・4Bを、閉塞・離隔可能に備えた横型多段プレスに於て、所要の付属部材類を、熱盤群の前方、後方、及び下方へ限定的に備えて、熱盤群の上方を開放状と成し、熱盤群の前位に於て、繊維方向を垂直方向に揃えて待機させた複数枚の単板11を、搬入用把持部材を用いて各別に把持して熱盤群の上方まで移送した後に、各単板11を各熱盤4A・4Bの間隔内に下降させて把持を開放し、更に、搬入用把持部材を熱盤群の上方へ上昇させてから、各熱盤4A・4Bを閉塞させて、各単板11を所要時間だけ熱圧する。次いで、各熱盤4A・4Bを離隔させた後に、熱圧処理済みの各単板11を、搬出用把持部材を用いて各別に把持して、熱盤群の上方まで上昇させてから、熱盤群の後位の適宜場所まで移送して把持を開放する。
(もっと読む)
積層塑性加工木材
【課題】傷跡や凹みが極めて付き難く、長時間意匠面を良好に維持することができると共に、その用途を拡大でき、しかも、製品化後に周囲環境条件の変化を受けた場合における寸法形状安定性を損なうことがないこと。
【解決手段】積層塑性加工木材LPWは、木材NWの木目の長さ方向に対して垂直方向の加熱圧縮により、厚み全体が圧縮され、塑性加工されて気乾比重を1.05以上とした表層材SWの片面側に接着剤を介して内層材IWを接合したものである。
(もっと読む)
ベニヤ単板の製造方法
以下の工程(i)〜(iv)を含む、第一のウッドシートからの第二のウッドシートの製造方法:(i)層状に形成された正面及び背面を有する第一のウッドシートを与える工程、ここで前記第一のウッドシートの水分含有量は、その木材の繊維飽和点未満である;(ii)工程(i)で与えられた第一のウッドシートの1以上の正面及び/又は1以上の背面に含水粘着剤を適用する工程;(iii)第一のウッドシートの接着した層を有するブロックを形成するように、工程(ii)からのウッドシート及び随意に工程(i)からのウッドシートを、互いに層状の面で接着する工程であって、接着は、前記形成したブロックの水分含有量を、木材の繊維飽和点以上に高めるように実行する工程;(iv)工程(iii)で形成したブロックをスライスして、第二のウッドシートを形成する工程。 (もっと読む)
色布内包積層材又は色布内包集成材の製造方法
【課題】積層材又は集成材の外観的な意匠性を高めることで、意匠性及び独創性を重視する木製品等の製作に有効な材料となる色布内包積層材又は色布内包集成材を提供する。
【解決手段】切削加工された単板又は板材と色彩が施されたシート状の繊維材料である色布とを接着剤を介して積層させてなる色布内包積層材又は色布内包集成材の製造方法であって、複数枚の単板又は板材を単板又は板材の一方の面上に単板又は板材の繊維方向に対して略水平になるように接着剤を介して積層させて積層体を形成する際、単板又は板材の一方の面上に色布を単板又は板材の繊維方向に対して略水平になるように略均一に広げて接着剤を介して積層させた層を少なくとも1層含む積層体を形成する第1工程と、積層体を積層した方向に圧締する第2工程と、圧締された積層体を積層した方向に切断する第3工程とを備える。
(もっと読む)
防炎性薄型積層体、ブラインド用スラットおよびそれを備えたブラインド
【課題】 本願発明は、防炎製品として認定可能な横型・縦型木製ブラインドのスラットに使用可能な防炎性薄型積層体を提供することにある。
【解決手段】 芯材20となる不燃あるいは難燃樹脂材の両面に、防炎処理の施された吸水性を有する天然繊維又は/及び人工繊維を接着用基材30として接着剤40を使いた接着層50を介して、単板あるいは紙・布・不織布・炭素繊維から選ばれた化粧材60を貼り合わせたものに吸水防炎処理して積層加工した積層体10を加熱加圧成形し、その積層体10の外側を防炎塗装したことを特徴とする。
(もっと読む)
一種の木質型材及びその製造方法
【課題】
【解決手段】本発明は木質型材及びその製造方法に関わるものであって、特に軟質木素材型材及びその製造方法に関わるものであり、木材の加工分野に属するものである。本発明は下記の技術案により実現できる。一種の木質型材の製造方法であって、下記の手順が含まれる。(1)製材手順、(2)乾燥手順、(3)研磨手順、(4)熱圧手順:二枚の140〜200℃温度の押え板にて素材板の両表面層に対して、圧縮密着を行う。(5)予炭化手順: 160〜200℃の条件で素材板に対して予め炭化を行う。(6)炭化手順:200〜225℃の条件で素材板に対して炭化を行う。(7)冷却手順。(8)含水率制御手順。本発明は特に床材及び事務用家具等の木質製品の製造に適用する。
(もっと読む)
植物由来接着剤と植物由来組成物および木質複合材料
【課題】ホルムアルデヒドの放散を抑制することが可能な高い接着性を有する植物由来接着剤と植物由来組成物および木質複合材料を提供する。
【解決手段】水溶性ポリフェノールを含有する植物の抽出成分と、水溶性エポキシ化合物とを含み、水溶性エポキシ化合物が、2以上のエポキシ基を有し、分子量が300以下であり、水溶性ポリフェノールが、加水分解型タンニン、縮合型タンニン、部分脱スルホン化リグニンスルホン酸である接着剤および、該接着剤を木質基材に塗布後、加熱により成形硬化させたことを特徴とする木質複合材料。
(もっと読む)
木材の木殺の装置と応用
【課題】 機能性木材加工の課題は、木材に如何に透過性を付与するかである。これまでの技術では減圧加圧又木材加熱又プレスによる細胞破壊が主であった。減圧加圧法は加圧容器が必要であり薬剤の注入時間も長い。またプレスによる加工方法は木材にひび割れが入る欠点があり実用化されていない。そしてすべて流れ作業が不可能であった。
【解決手段】 木材を瞬間的に殴打すると、細胞破壊は無数に起きるが、ひび割れは発生しない。
送り装置での送材行程で、先端の丸い突起で高速連打することにより、あらゆる諸条件下でも細胞破壊が可能になる。又細胞破壊後の薬液剤注入においても加熱振動高水圧噴射を組み合わせることで、不燃木材、通電木材、防腐木材等各種多方面の機能性木材の量産が流れ作業で可能になる。
(もっと読む)
シミュレーション方法、シミュレーション装置およびシミュレーションプログラム
【課題】節を有する木材であっても適切な圧縮成形を行うことを可能にし、歩留まりの向上を実現することができるシミュレーション方法、シミュレーション装置およびシミュレーションプログラムを提供する。
【解決手段】記憶手段が記憶する画像データを読み出し、この読み出した画像データを用いた画像認識を行うことによってブランク材の表面に表出している節を検出し、節が検出された場合、記憶手段が記憶するブランク材の形状情報を参照することによって該節の形状を推定し、この推定結果に基づいて、該節の一部を含み、かつ該節の部分の厚さがブランク材を圧縮した後の厚さと略等しくなるようにブランク材の切削箇所および切削形状を決定する。
(もっと読む)
木質複合板の製造方法
【課題】耐傷性、耐クラック性に優れた木質床材の基材として合板と木質繊維板とを接着一体化した木質複合板を製造する際に、反りを防止して生産性を向上させる製造方法を提供することを目的とする。
【解決手段】合板と木質繊維板(MDF)とをその間に水性接着剤を介して冷圧接着した木質複合板の木質繊維板側に熱盤を接するようにして圧締圧力3kg/cm2以下で熱圧し、表面側に凸反り状態の木質複合板を表面側に凹反り状態に強制する。
(もっと読む)
構造用合板の製造方法
【課題】低比重材の座屈や材料破壊等による厚みムラや強度低下を防止でき、軽量で高耐力な構造用合板を効率よく製造することのできる構造用合板の製造方法を提供する。
【解決手段】複数枚の単板31〜33,41〜43を圧締して得られる第1表面部、第2表面部間に、該第1表面部、第2表面部の単板に用いた木材より低比重の木材からなる単板21〜23を介在させ、それらの全体を一体的に圧締して構造用面材を得る構造用合板の製造方法。
(もっと読む)
生単板の脱水装置及び脱水方法
【課題】短時間でより多くの水分を生単板から除去可能な脱水装置を提供することである。
【解決手段】脱水装置が、互いに対向するよう配置されている一対の定盤と、一対の定盤を近接させて一対の定盤間に挟持された単板積層体に圧力を加え、各生単板から水分が絞り出されるように、該一対の定盤の少なくとも一方を駆動する駆動手段と、単板積層体に加わる圧力を検出する圧力検出手段と、圧力検出手段が検出する圧力の大きさをモニタし、単板積層体を構成する生単板の厚さによって定まる所定圧力に定盤間の圧力が達したとき、第1の時間だけ所定圧力を維持した後に少なくとも一方の定盤を駆動してかかる圧力を除荷するように駆動手段を制御する制御手段とを有する。
(もっと読む)
誘導木材板及び誘導木材板の製造方法
誘導木材から製造された少なくとも3層を有し、その少なくとも中心層は誘導木材と発泡プラスチック(3)の混合物から製造されている誘導木材板であって、前記中心層が少なくとも1つの発泡性天然産物(4)を更に含むことを特徴とする誘導木材板。 (もっと読む)
縦型コールドプレス装置
【課題】常温状態での押圧による被処理体を均一の厚さに成形することで、完成品としての積層合板を均一の厚さに成形し得る縦型コールドプレス装置を提供する。
【解決手段】縦型コールドプレス装置1は、被処理体Wの上側及び下側の少なくとも一方の側に配置され、上下方向に移動可能な押圧盤13と、押圧盤13の押圧面13aに対して互いに異なる複数の位置に配置され、その押圧盤13を介して被処理体Wを上下方向に押圧する押圧シリンダ16L,16Rと、押圧シリンダ16L,16Rによる押圧下での押圧盤13の基準位置に対する上下方向の位置ずれ量を検出する押圧シリンダ用リニアエンコーダ41L,41R(位置ずれ量検出手段)と、検出される押圧盤13の位置ずれ量が設定範囲内に収まるように押圧シリンダ16L,16Rを個別に駆動制御する制御基板60及び電磁切換弁53L,53R(シリンダ制御手段)とを備える。
(もっと読む)
パンク防止機能を具えたホットプレス装置と木質材料の製造方法
【課題】木質ボード等の木質材料をホットプレスで熱圧製造する場合、熱圧時に内部に水蒸気が発生する。この水蒸気が熱圧対象内部にこもった状態でホットプレスを解圧するとパンクが発生し木質材料が破裂する。パンクは製造の最終工程発生するため、パンクが発生すると一連の製造工程が全くの無駄となり、これを回避するには材料を完全に乾燥する必要がある多量のエネルギーを要する。
【解決手段】次の工程からなる木質材料の製造方法を提供して上記課題を解決する。
イ:単板状物、圧延により解繊したシート状物、細いスティック状物、フレーク状物及びストランド状物等の集合体からなる木材原料に結合材を塗布または撒布する工程
ロ:前記工程で結合材が塗布または撒布された前記木材原料を所定形状にフォーミングする工程、
ハ:次いで、木材原料に脱気処理をなしつつ、フォーミングされた前記木材原料を熱圧するとともに木材原料内部に発生滞留した水蒸気を外部に放散させて木質材料を得る工程。
(もっと読む)
木質複合材の製造方法
【課題】十分な発熱量を得て木質成形材と木材との接着を短時間で可能にし、木質複合材の生産性を向上させること。
【解決手段】木質成形材4または木材1のいずれか一方の接着面4aに接着剤6を塗布し、他方の接着面1aに電解質水溶液3を塗布し、接着面同士を重ね合わせ、加圧するとともに高周波加熱し、木質成形材と木材とを接着する。
(もっと読む)
横型多段プレス装置
【課題】押圧時の被処理体全体の厚さ寸法を開閉シリンダの作動距離を計測することによって、加熱圧着後の板材(積層合板)の歩留まりを向上させることのできる横型多段プレス装置を提供する。
【解決手段】2本の押圧シリンダ150L,150Rは、搬送基準面Bからの離間距離を開閉シリンダ180とほぼ等しくする形で、開閉シリンダ180(押圧中心O)を挟んで左右に等間隔Lで配置されている。開閉シリンダ180は、押圧シリンダ150L,150Rによって被処理体Wが、押圧盤140F,140Bの閉鎖状態から加熱押圧完了状態へ加熱押圧処理されたとき、被処理体Wの全体厚さの減少量をラムの移動量として検出する開閉シリンダ用リニアエンコーダ181を備えている。各押圧シリンダ150L,150Rは、押圧盤140F,140Bの押圧力をシリンダ内圧として検出する押圧シリンダ用圧力センサ151L,151Rを備えている。
(もっと読む)
1 - 20 / 54
[ Back to top ]