
Fターム[2B200FA31]の内容
単板の加工・合板製造 (2,826) | 要素技術 (338) | 加熱、乾燥、予熱、余熱 (55)
Fターム[2B200FA31]に分類される特許
21 - 40 / 55
木材成形用金型
【課題】複雑な3次元形状を有する木材を圧縮成形する際にも割れ等の不具合の発生を防止し、歩留まりを向上させることができる木材成形用金型を提供する。
【解決手段】木材に圧縮力を加えることにより、略均一な肉厚を有する椀状をなし、内側面および外側面に凹部および凸部をそれぞれ有する形状にその木材を成形する際、前記凹部に対応し、当該木材成形用金型による圧縮の後に木材を加熱しながら整形することによって得られる加熱整形後形状と略一致する形状をなす金型凸部と、前記凸部に対応し、前記凸部における加熱整形後形状よりも表面積が大きく広がった形状をなす金型凹部とを備える。
(もっと読む)
木材の木殺の装置と応用
【課題】 機能性木材加工の課題は、木材に如何に透過性を付与するかである。これまでの技術では減圧加圧又木材加熱又プレスによる細胞破壊が主であった。減圧加圧法は加圧容器が必要であり薬剤の注入時間も長い。またプレスによる加工方法は木材にひび割れが入る欠点があり実用化されていない。そしてすべて流れ作業が不可能であった。
【解決手段】 木材を瞬間的に殴打すると、細胞破壊は無数に起きるが、ひび割れは発生しない。
送り装置での送材行程で、先端の丸い突起で高速連打することにより、あらゆる諸条件下でも細胞破壊が可能になる。又細胞破壊後の薬液剤注入においても加熱振動高水圧噴射を組み合わせることで、不燃木材、通電木材、防腐木材等各種多方面の機能性木材の量産が流れ作業で可能になる。
(もっと読む)
板材の接合方法

【課題】板材の厚さ誤差、板材の搬送誤差等に起因する、板材の接合不良を、防止乃至は大幅に軽減させる。
【解決手段】接合すべき板材A5、A6の端面を、夫々スカーフ状に形成すると共に、板材A6のスカーフ面a6へ、接着剤Cを塗布し、次いで、双方の板材A5、A6のスカーフ面a5、a6を重ね合わせると共に、前記接着剤Cの性状に適応する加熱機能又は冷却機能を具備した一対の加圧部材1、2を用いて、板材5、6の表裏面から、重ね合わせたスカーフ面a5、a6を熱圧又は冷圧することにより、前記接着剤Cを硬化させて、板材A5、A6を接合するに際し、前記一対の加圧部材1、2の加圧面1a、2aの長さL1、L2を、正常な厚さTを有する板材A5の表裏面に対する前記スカーフ面1aの投影長さLよりも、適宜寸法αだけ短く設定し、主として各板材A5、A6のスカーフ面a5、a6の中央を中心とする大部分を、限定的に熱圧又は冷圧する。
(もっと読む)
薄い木材の水分の絞り出し及び細胞破壊の装置と応用
【課題】 厚さ薄い3mm〜5mmの合板の素材は輸入材のラワン材が主に使用されている。
ラワンを約1mm位にロータリー剥きし3層に積層している。ラワンのロータリー剥きは水分を通し難く塗布するだけで薬液剤を注入することは不可能である。
12mm以上の合板では実用化されているが、その製造工程は、厚い合板を製造後、加圧容器にいれ減圧、加圧注入し乾燥する方法である。厚さの薄い合板は乾燥の工程で狂いが生じ実用化が難しく商品化されていない。
【解決手段】)
厚い木材をローラーでプレスする技術はあるがプレス工程でひび割れが発生し商品化には問題が多くある。
ローラーを通した1mm〜1.5mmの薄い木材はひび割れが出にくい。又ひずみが出ず満遍なくプレス出来るため、細胞破壊が均一に出来る。上下のローラーの速度を少し変える事でより細胞破壊は向上した。
特に国産材の杉の芯材の部分は水分や空気を通しにくいが、水分絞り出し工程の細胞破壊により乾燥も容易に出来、又加熱による減圧も出来るため、薬液剤注入が出来る。また木材の張力も無くなるため、狂いやゆがみも出にくくなって、合板にした際の剥離防止となる。前記を鑑みローラーを通した薄い板は不燃合板、又機能性合板の素材として適している。
(もっと読む)
横型ホットプレス
【課題】横型ホットプレス装置に於ける油圧シリンダの所要行程を短縮して、平面的な占有スペースの狭小化と、装置の廉価化を図る。
【解決手段】固定フレーム1Aの反対側へ、間に多数の熱盤4A、4Bを介在させて、可動フレーム1Bを対設し、各熱盤4A、4Bの間に単板11を挿入して熱圧処理する際に、フレーム移動機構8を介して、予め可動フレーム1Bを、固定フレーム1Aに向けて適宜位置まで前進させると共に、固定フレーム1Aに付設した鉤付アーム9を、揺動機構10を介して、図5に於て点線で示す待機位置から実線で示す係合位置へ揺動させて、鉤付アーム9の鉤部位9aと可動フレーム1Bに付設した鉤掛け部位(1a)とを係合させ、然る後に、油圧シリンダ3aを作動させ、加圧盤3を介して、熱盤4A、4Bを可動フレーム1Bに向けて押圧し、単板11を熱圧処理する構成を採る。
(もっと読む)
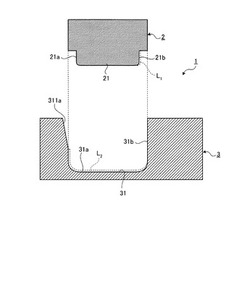
構造用合板の製造方法
【課題】低比重材の座屈や材料破壊等による厚みムラや強度低下を防止でき、軽量で高耐力な構造用合板を効率よく製造することのできる構造用合板の製造方法を提供する。
【解決手段】複数枚の単板31〜33,41〜43を圧締して得られる第1表面部、第2表面部間に、該第1表面部、第2表面部の単板に用いた木材より低比重の木材からなる単板21〜23を介在させ、それらの全体を一体的に圧締して構造用面材を得る構造用合板の製造方法。
(もっと読む)
フィンガージョイントによる木材の接合方法とこれにより接合された木材
【課題】フィンガージョイントされた接合部において接着層が目立つことがなく、一定の強度も確保できる木材の接合方法を提供する。
【解決手段】複数の木片10のフィンガー部11同士を勘合させて接合した状態で、木材20の全体に熱硬化性樹脂30を含浸させた後、接合方向と直交する方向に熱プレスにより圧縮する。熱硬化性樹脂30は、固形分濃度5〜20重量%の熱硬化性樹脂溶液の状態で木材20に含浸され、熱プレスによる圧縮率は、30%以上とする。
(もっと読む)
木材成形品の加工方法
【課題】木材成形品を加工する際にクラックや欠け等が発生しない新規な木材成形品の加工方法を提供する。
【解決手段】木材成形品の素材となる木材を軟化させる木材軟化工程と、この軟化された木材を所定の厚みに圧縮加工する木材圧縮工程Dと、この木材3を切削加工することにより所定形状のブランクを得るブランク製造工程Gと、得られたブランクを軟化させるブランク軟化工程と、軟化されたブランクを圧縮加工して目的形状の木材成形品に成形するブランク圧縮工程と、上記圧縮状態位置を所定温度で所定時間保持する形状保持工程とを含む木材成形品の加工方法。
(もっと読む)
積層材の製造方法
【課題】所望の面に熱硬化性の接着剤を塗布した単板の少数枚を、上下一対の加熱盤の間に於て、積層材の各層毎に、階段状にずらして重ね合わせ、積層と接着を順々に繰り返して、積層材を連続的に製造するに際し、製造途中の積層材を、安定的に後退させる。
【解決手段】製造途中の積層材11を、一旦最終移送方向へ前進させて、加熱盤A、Bの後位まで移送すると共に、下面に接着剤Uを塗布して成る単板1g、1hを、積層材11の上へ供給し、次いで、積層材11を最終移送方向と逆方向へ後退させる場合に、積層材11の後端近辺に当接して、該後端の撓みを一定限度以内に抑止する撓み止め部材Dを、加熱盤Aの後位から加熱盤Aの前端付近まで進退自在に備え、少なくとも積層材11を後退させる際には、前記撓み止め部材Dを積層材11と同期的に後退させることにより、積層材11の後端の撓みを一定限度以内に抑止しつつ後退させる。
(もっと読む)
誘導木材板及び誘導木材板の製造方法
誘導木材から製造された少なくとも3層を有し、その少なくとも中心層は誘導木材と発泡プラスチック(3)の混合物から製造されている誘導木材板であって、前記中心層が少なくとも1つの発泡性天然産物(4)を更に含むことを特徴とする誘導木材板。 (もっと読む)
パンク防止機能を具えたホットプレス装置と木質材料の製造方法
【課題】木質ボード等の木質材料をホットプレスで熱圧製造する場合、熱圧時に内部に水蒸気が発生する。この水蒸気が熱圧対象内部にこもった状態でホットプレスを解圧するとパンクが発生し木質材料が破裂する。パンクは製造の最終工程発生するため、パンクが発生すると一連の製造工程が全くの無駄となり、これを回避するには材料を完全に乾燥する必要がある多量のエネルギーを要する。
【解決手段】次の工程からなる木質材料の製造方法を提供して上記課題を解決する。
イ:単板状物、圧延により解繊したシート状物、細いスティック状物、フレーク状物及びストランド状物等の集合体からなる木材原料に結合材を塗布または撒布する工程
ロ:前記工程で結合材が塗布または撒布された前記木材原料を所定形状にフォーミングする工程、
ハ:次いで、木材原料に脱気処理をなしつつ、フォーミングされた前記木材原料を熱圧するとともに木材原料内部に発生滞留した水蒸気を外部に放散させて木質材料を得る工程。
(もっと読む)
木質複合材の製造方法
【課題】十分な発熱量を得て木質成形材と木材との接着を短時間で可能にし、木質複合材の生産性を向上させること。
【解決手段】木質成形材4または木材1のいずれか一方の接着面4aに接着剤6を塗布し、他方の接着面1aに電解質水溶液3を塗布し、接着面同士を重ね合わせ、加圧するとともに高周波加熱し、木質成形材と木材とを接着する。
(もっと読む)
防水可能な木板材
【課題】本発明は、防水可能な木板材を提供する。
【解決手段】その木板材は、ベース板と表面板との間に、ベース板と表面板とを粘着固定するためのプラスチック材が挟まれ、プラスチック材が、ポリ塩化ビニル樹脂とも称されるPVCプラスチックであり、前記プラスチック材が、ベース板の上下表面に粘着されて、ベース板と表面板の木目の隙間に侵入し、表面板が、ベース板の両側に配置された薄い板であり、プラスチック材によって、ベース板を覆うように粘着されたものである。前記の構造により、前記プラスチック材が、優れた防水性を有するため、木板材の防水や虫害防止の効果が得られて、耐用性や実用性が向上する。また、前記木板材を構成するプラスチック材は、ホルムアルデヒド成分を含有しないので、木板材から空気中へ発散することがなく、使用上の安全性も向上する。
(もっと読む)
二次成形可能な合板製品及びその製造方法
本発明は、二次成形可能な合板製品及び二次成形可能な合板製品を製造する方法に関する。この二次成形可能な合板製品は、合板のベニヤが互いに接合されるようにして形成される。本発明において、ベニヤは、ポリオレフィンフィルムから形成された自己接着性材料によって互いに結合され、ポリオレフィンフィルムは、ベニヤとポリオレフィンフィルムとの間で共有結合を形成するために、木材の−OH基との反応性基を含有する。 (もっと読む)
床板の製造方法
【課題】最表面側に針葉樹単板を有する木質系基板の表面に繊維板を貼着してなる床板を製造するに当たり、接着のための処理時間を短縮して、表面平滑性に優れた床板を製造する。
【解決手段】最表面側に針葉樹単板を有する木質系基板の表面に繊維板を貼着してなる床板を製造するに当たり、木質系基板の表面にホットメルト接着剤を介して繊維板を積層し、ロールプレスにより一体化する。従来のように平板プレスで長時間をかけて熱圧することなく、ホットメルト接着剤を使用してロールプレスにより一体化するので、接着時間の短縮を通じて生産性を向上させることができると共に、木質系基板の最表面側に存在する針葉樹単板の節などの欠陥や木目の硬い部分などの押し上げによる繊維板表面の凹凸発生が防止され、表面平滑性が良好な床板を製造することができる。ロールプレスによる搬送速度は5〜50m/分とすることが好ましい。
(もっと読む)
模様を有するベニヤの製造方法、及び、模様を有するベニヤの製造装置
ベニヤシート中のリグニンを軟化させ、ベニヤシートを起伏のある形状又は波形形状に押圧するピッチ及び深さを有する相補型波形押圧ローラの間でベニヤシートを押圧し、波形の波頭部を取り除くよう押圧したベニヤシートに表面仕上げを行う手段及び段階を夫々有する、模様を有するベニヤ片を製造する方法及び装置。ベニヤシート中のリグニンを軟化させ、ベニヤシートをプレートの起伏のある形状又は波形形状の表面に載置し、押圧ローラがベニヤシートを表面に向かって押圧し起伏のある形状又は波形形状のベニヤにするようにベニヤシートを押圧ローラで押圧し、波形の頂部を取り除くよう押圧したベニヤシートに表面仕上げを行う手段及び段階を夫々有する、別の模様を有するベニヤ片の製造方法及び装置。ベニヤシート中のリグニンを軟化させ、ベニヤシートを起伏のある形状又は波形形状の表面を有するプレートの波形形状の表面に載置し、波形形状の表面を持つ可撓性プラテンを用い、可撓性プラテンの波形形状の表面がベニヤシートをプレートの波形形状の表面に向かって押圧し起伏のある形状又は波形形状のベニヤにするように、ベニヤシートをプレートの表面の溝及び頂部に押圧し、波形の頂部を取り除くよう押圧したベニヤシートに表面仕上げを行う手段及び段階を夫々有する、模様を有するベニヤ片を製造する更に別の模様を有するベニヤ片の製造方法及び装置。 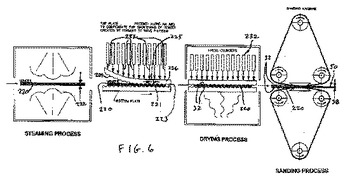 (もっと読む)
(もっと読む)
化粧板の製造方法及びそれによって製造される化粧板
【課題】化粧シートと基材との密着性が優れ、化粧シートの層間剥離も起こさない化粧板を効率よく生産できるようにする。
【解決手段】紙層1の表面に少なくとも着色樹脂層2と表面保護層3を設けてなる化粧シート4を用意し、その裏面に低粘度の電子線硬化型樹脂5をコートして紙層1に浸透させた後、当該化粧シート4を基材6にコート面側が向かうように積層した状態で電子線を照射することにより一体化させる化粧板の製造方法において、裏面に低粘度の電子線硬化型樹脂5をコートした後で化粧シート4を加熱乾燥することにより低粘度の電子線硬化型樹脂5の紙層1への浸透を促進させる。低粘度の電子線硬化型樹脂が短時間で紙層に深く浸透することから、化粧シートと基材の密着性が良好で、しかも化粧シートの紙層が層間剥離を起こさない化粧板を効率よく製造することができる。
(もっと読む)
繊維強化集成材
【課題】 安価で容易に製造することができる繊維強化集成材を提供する。
【解決手段】 複数層の木材素材1,2,3,4の層間に、炭素繊維束11,12,13,…を配置して接合し、繊維強化集成材10を形成する。炭素繊維束11,12,13,…は、複数の炭素繊維の原糸に、幅方向に薄く拡げる開繊処理を施して形成する。炭素繊維束11,12,13,…を、繊維強化集成材10の外表面からD以上の深さの内部に配置することによって、火災発生時に、強度を維持する時間を得ることができる。
(もっと読む)
複合板
【課題】反りの発生がほとんど目立たない新規な構成の複合板を提供する。
【解決手段】少なくとも4枚の単板11a〜11dが接着剤を介して接合されてなる合わせ板11の表面に繊維板12を接着剤を介して貼着してなる複合板10である。合わせ板の最表面側単板11aおよび最裏面側単板11dの繊維方向は長手方向Xに略一致し、これらの間に位置する中間単板11b,11cの繊維方向は長手方向と直交する方向Yに略一致する。複合板の裏面側には長手方向全長に亘って複数本の溝17a〜17dが形成され、これら溝の深さは複合板10の裏面から最表面側単板11aの下面に達するように、または最表面側単板11aの内部にまで達するように形成される。好ましくは、最表面側単板11aの厚さは最裏面側単板11dの厚さより大きく、繊維板12と最表面側単板11aの厚さ合計は複合板全体厚の50%未満である。
(もっと読む)
建築材料の製造方法
【課題】施工性に優れた建築材料を製造可能な建築材料の製造方法の提供を目的とする。
【解決手段】建築材料1は、合板2および中密度繊維板3を準備する工程と、合板2および中密度繊維板3を積層接着して基板5を作成する工程と、基板5および化粧板6を積層接着する工程とに大別される。中密度繊維板3の準備段階において、中密度繊維板3は乾燥室内において乾燥された後、密閉梱包した状態で乾燥室から取り出され、放冷される。このようにして、表面含水率が2%以下となるように乾燥された中密度繊維板3を、合板2と接着接合すると、合板2側から中密度繊維板3側に水分が移行し、基板5が中密度繊維板側3に向けて反った状態になる。
(もっと読む)
21 - 40 / 55
[ Back to top ]