
Fターム[2B260AA11]の内容
Fターム[2B260AA11]に分類される特許
1 - 20 / 68
成形同時加飾繊維成形品の製造方法
【課題】 美麗な加飾が可能な成形同時加飾繊維成形品とその製造方法を提供する。
【解決手段】 微細な皺を一面に形成し見かけ上の寸法を小さくした易成形用紙1にあらかじめ図柄2を形成し、前記易成形用紙1を金型に挟み込み、次いで型締めし、次いで繊維性主材料に高分子結合材および水を添加して混練した混合物を成形材料5として用い、加熱した金型のキャビティ内に前記成形材料5を充填し、次いで前記金型のパーティング面の間に0.02〜0.50mmの間隙を形成し、前記間隙から前記キャビティ内で発生した水蒸気を放出除去して前記成形材料5を乾燥し固化させ、次いで型開きして前記易成形用紙1が表面に一体成形された繊維成形品6を得る成形同時加飾繊維成形品7の製造方法であって、前記金型に挟み込む前の前記易成形用紙が、前記金型内での昇温が抑制される含水量に設定されるよう構成した。
(もっと読む)
木質化粧板

【課題】木質板に含有する窒素化合物の分解により発生するアンモニアに起因する化粧単板の変色を抑制することができる木質化粧板を提供する。
【解決手段】アンモニアを発生させる窒素化合物を含有する木質板2の表面に化粧単板4を貼着し着色剤5で塗装した木質化粧板1において、着色剤5は、弱酸性のキレート剤および抗菌剤から選ばれる少なくとも1種を含有することを特徴としている。
(もっと読む)
木質合成建材の製造方法
【課題】合板の木粉という廃材を有効に利用することができ、天然木材の風合いに近似した木目調の外観を呈する合成建材を得ることができ、極めて汎用性の高い木質合成建材の製造方法を提供する。
【解決手段】木材繊維又は木片に接着剤を添加し、加圧することによって製造された合板の木粉、及び、熱可塑性合成樹脂を主原料とし、これらの主原料に副原料を添加した材料を、160〜200℃の温度条件下で加熱溶融したのち、ペレット化して原料ペレットを生成し、原料ペレットから、合板の木粉に由来する含有水分、及び、含有接着剤成分を積極的に除去することなく、当該原料ペレットを押出成形機、又は、射出成形機に投入し、150〜200℃の温度条件下で加熱溶融し、型から押し出し、又は、型内に射出する。
(もっと読む)
木質繊維集積板および床材
【課題】植林再生可能な広葉樹・針葉樹を使用でき、曲げ剛性が高く、とりわけ美麗表面保護および表面平滑性に優れた木質繊維集積板を提供する。
【解決手段】木質繊維1aを集積し、バインダー1bを用いて一体化成形された集積板であって、密度分布が0.75〜1.20g/cm3の範囲であって、表層1.5mm以内において密度が0.80g cm3以上の層が存在し、厚さが3.5mm以下である。バインダー1bが、ポリイソシアネート樹脂またはメラミンユリア樹脂である。ポリイソシアネート樹脂がポリメリックMDIである。芯層が木質ボードを積層した積層体であり、積層体の表層の少なくとも一方に、請求項1〜7のいずれかに記載の木質繊維集積板1を表層のうちの少なくとも一方に積層している。
(もっと読む)
植物系材料の成形体製造装置
【課題】製造時の荷重を抑制しながら、植物系材料を所望の形状に成形させることができる植物系材料の成形体製造装置を提供する。
【解決手段】植物系材料の成形体製造装置1は、繊維を有する板材2を原料として供給される金型10を設け、金型10による熱圧成形により板材に流動性を発現させ、成形体を製造する。植物系材料の成形体製造装置1は、供給された板材2に荷重をかけて押圧する押圧部19と、押圧部19の押圧方向P1に対して側方に延びる型成形空間12を有し、押圧部19によって押圧された板材2を、流入口17を通じて流動させながら型成形空間12に充填する側方押出成形によって、成形体を製造する金型10とを備える。
(もっと読む)
木質系成形体およびその製造方法
【課題】木質系材料からの溶出がなく低温加熱によりガス化しない溶解助剤を用いて、防火剤の濃度が高い溶液を調製し、かかる溶液により処理された木質系材料を成形することにより、防火性の高い木質系成形体およびその製造方法を提供する。
【解決手段】本木質系成形体は、木質繊維、セルロース繊維、木質チップ、木質パーチクル、木片、麦わらおよび稲わらからなる群から選ばれる少なくとも1つの木質系材料が60質量部以上90質量部以下と、硫酸アンモニウム、ホウ酸塩および縮合リン酸アンモニウムを含む防火剤が5質量部以上35質量部以下と、繊維状接着剤および液状接着剤の少なくとも1つの接着剤が5質量部以上15質量部以下と、を含み、密度が40kg/m3以上である。
(もっと読む)
表面層材料及びメラミン化粧板
【課題】 メラミン化粧板の表面硬度を維持しつつ、3R以下の曲げ成形が可能な、アルミニウム層を有するメラミン化粧板に用いられる表面層と、これを用いてなるメラミン化粧板を提供する。
【解決手段】 表面層、又は表面層とアルミニウム層とを有する化粧板に用いられる表面層材料であって、表面層基材にはメラミン樹脂(A)と、ウレタンアクリル樹脂(B)とが担持されてなり、表面層基材の意匠面である第一の面から離れるに従い、メラミン樹脂の含有率が漸次減少し、ウレタンアクリル樹脂の含有率が漸次増加するものである表面層材料及び表面層材料の第二の面側に、アルミニウム層を積層してなるメラミン化粧板。
(もっと読む)
OSSBボード加工方法
【課題】板状に結着加工されたOSSBボードの表面加工方法で、あつみのあるOSSBボードの側端面の小口に、見付け材(小口材)を貼り合わせ、その状態のままNC機器によって小口を含めた全体に表面加工を施す装飾OSSBボードの加工方法を提供する。
【解決手段】麦を収穫した後の麦わらを主原材料としてMDI(メチレンジフェニルジイソシアネート)で板状に結着加工された厚みのあるOSSB(オリエンテッド・ストラクチュラル・ストロー・ボード:木質麦わらボード)の側端面・上下端面・開口部端面となる小口に、天然木または無垢材からなる小口の全長と同等の寸法の見付け材を貼り合わせ、見付け材が小口に貼り合わされた状態でNC機器による表面加工を施すOSSBボード加工方法。
(もっと読む)
圧縮木製品の製造方法
【課題】圧縮木材を補強するとともに、該圧縮木材の木目や風合いが損なわれない圧縮木製品を得る。
【解決手段】本発明の圧縮木製品の製造方法は、略椀状をなす木材からなるブランク材を軟化し、圧縮力を加えることによって軟化前とは異なる略椀状の圧縮木材に圧縮する圧縮工程と(ステップS33)、圧縮されたブランク材の内壁面に、溶融した合成樹脂を通さない材料からなる保護膜を取り付ける保護膜取付工程と(ステップS33)、保護膜が内壁面に取り付けられた圧縮木材を射出成形用金型に配置し、合成樹脂を射出成形することによって保護膜10上に所定形状の樹脂補強部を形成する樹脂補強部成形工程と(ステップS37)、を含む。
(もっと読む)
長繊維板とその製造方法
【課題】表面が平滑であり、化粧面材の基材に用いた場合に意匠性を損なうことのない長繊維板とその製造方法を提供する。
【解決手段】長繊維板を成型した後、成型時よりも高温かつ高圧の条件で熱圧処理して得られたものであることを特徴とする。
(もっと読む)
メラミン化粧板
【課題】 コア層は乳白色で、反りが小さく、合板、パーティクルボード、スチール鋼板などの基板に貼りあわせた時、基板の色調が化粧層に現れないメラミン化粧板を得る。
【解決手段】 化粧層として樹脂含浸パターン紙と、コア層としてメラミンとホルムアルデヒドとの縮合物と2価のポリアルキレングリコール又はこの誘導体若しくは3価以上のポリアルキレングリコール多価エーテルが添加された樹脂液が白色系繊維質基材に含浸され、乾燥された樹脂含浸コア紙複数枚と、裏面層としてメラミンとホルムアルデヒドとの縮合物が繊維質基材に含浸され、乾燥された樹脂含浸裏面紙とを積層し、熱圧成形する。
(もっと読む)
面材
【課題】フラッシュ構造のパネル体に用いられる面材において、ケナフボートを基材とし、表面の平滑性及び化粧シートとの接着性に優れた面材を提供する。
【解決手段】フラッシュ構造のパネル体1に用いられる面材10であって、ケナフ繊維をボード化した基材2の一方の表面に、ジアリルフタレート系樹脂を含浸させた樹脂含浸紙3が貼着され、該貼着された樹脂含浸紙の厚みを薄くするようにサンダー処理が施され、サンダー処理が施された樹脂含浸紙上に、化粧シート4が貼着されていることを特徴とする。
(もっと読む)
木質板
【課題】化粧溝の塗膜密着性を向上させた木質板を提供する。
【解決手段】木質基材1の上に、熱可塑性樹脂、無機フィラー及び木粉からなる木粉樹脂複合材2と、表面化粧材4とが順次に配設され、表面化粧材4から木粉樹脂複合材2に達する深さの化粧溝6が形成されて、表面に塗膜5が形成された木質板であって、木粉樹脂複合材2に含まれる無機フィラーが平均粒径50〜300μmの範囲内の炭酸カルシウムを含有することを特徴とする。
(もっと読む)
木粉含有成型物製造方法および木粉含有成型物
【課題】印刷フィルムの転写や、塗装を利用しなくても表面に多様なデザインを施した木粉含有製品を提供すること。
【解決手段】木粉を主成分として含む成型体の全表面の少なくとも一領域内において、一部分のみを、他の部分よりも、高い温度で加熱する加熱工程を少なくとも経ることにより、全表面の少なくとも一領域内において、一部分の色調と、他の部分の色調とが互いに異なる木粉含有成型物を製造する木粉含有成型物製造方法およびこれにより得られた木粉含有成型物。
(もっと読む)
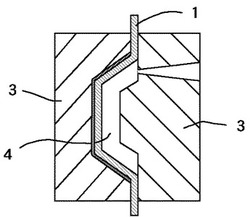
成形同時加飾繊維成形品とその製造方法
【課題】 美麗な加飾が可能な成形同時加飾繊維成形品とその製造方法を提供する。
【解決手段】 微細な皺を一面に形成し見かけ上の寸法を小さくした易成形用紙1にあらかじめ図柄2を形成し、易成形用紙1を金型3に挟み込み、次いで型締めし、次いで繊維性主材料に高分子結合材および水を添加して混練した混合物を成形材料5として用い、加熱した金型3のキャビティ4内に成形材料5を充填し、次いで金型3のパーティング面の間に0.02〜0.50mmの間隙を形成し、この間隙から前記キャビティ4内で発生した水蒸気を放出除去して成形材料5を乾燥し固化させ、次いで型開きして易成形用紙1が表面に一体成形された繊維成形品6を得るように構成した。
(もっと読む)
ねじ保持力を補強した多層構造の組立ボード
【課題】 軽量化を図るとともにどこにねじを打っても大きなねじ保持力が得られる組立ボードを提供する。
【解決手段】 本発明の組立ボード100は、芯材となる中板30と、中板30の表面に接着する第1の化粧板10と、中板30の裏面に接着する第2の化粧板20とを備えた組立ボードにおいて、中板30を多層化し、少なくとも一層、例えば、第2層32において、中板30の芯材の比重と硬度よりも比重と硬度が大きい補強板を設け、打ち込まれた接合ネジの保持力を向上せしめる。この構成例において、第1の化粧板10、第1層31、第2層32、第3層33、第2の化粧板20の各々の厚みと接合ネジ200の長さの関係を、接合ネジを表面の第1の化粧板10側から打ち込んでも裏面の第2の化粧板20側から打ち込んでもねじ山が第2層32に位置するような関係に調整せしめておく。
(もっと読む)
化粧板とその製造方法
【課題】木質材として長繊維ボードを用いて表面化粧材の樹脂含浸紙を圧着する際に、反りを低減できるとともに、長繊維の吸水膨潤による表面平滑性の低下等の品質劣化を抑制することができ、養生期間も大幅に短くすることが可能な化粧板とその製造方法を提供する。
【解決手段】本発明の化粧板1は、長繊維ボード2の片面に樹脂含浸紙3を熱圧成型により圧着した後、樹脂含浸紙3の面に散水し、養生して得られたものであることを特徴とする。
(もっと読む)
合成木材複合材
【課題】物理化学的性質が改善された、生分解性合成木材フィルムまたはコーティング材を提供する。
【解決手段】一方の巨大分子であるリグニンともう一方の巨大分子であるセルロースおよびヘミセルロースまたはそれらの組合せからなる群より選択される少なくとも2つのポリマー巨大分子に、有機ポリマーおよび無機ポリマー、多糖類、ペプチド、細胞、ウイルス、色素およびカーボンナノチューブからなる群より選択される成分をさらに含む複合材よりなるフィルムまたはコーティング材。
(もっと読む)
化粧板
【課題】表面硬度や強度などの物性を高次元で備え、床材として好適に使用できる化粧板を提供する。
【解決手段】木質基材11の表面に木質繊維板12が積層され該木質繊維板の表面に表面化粧材13が貼着されてなる化粧板10Aにおいて、該木質繊維板の平均密度が0.65〜1.00g/cm3であって且つその密度差が0.05g/cm3以下であり、高密度で均一であって密度傾斜を持たないので、これを床材として使用した場合においてキャスターなどの荷重を受けても層間剥離を生じさせることがなく、床材としての所要の強度や硬度を確保できる共に、表面の耐傷性や外観も良好となる。溝14は木質繊維板の厚さ範囲内に形成されるので、溝によって木質繊維板が分断されず、化粧板の溝部分の曲げ強度を大きく低下させることがない。
(もっと読む)
木質様成形品、表面処理装置および表面処理方法
【課題】表面に施すべき木目模様の外観品質をさらに向上させることが可能な木質様成形品と、外観品質の高い木目模様を施すことが可能な表面処理装置および表面処理方法を提供する。
【解決手段】セルロース材を粉砕して得られた粉砕粉と樹脂とを混合し溶融させて押出成形してなる成形品1aまたは不純物を含む木質廃材から得られた木質廃材粉砕粉と、不純物を含む樹脂廃材から得られた樹脂廃材粉砕粉とを混合し溶融させて押出成形してなる成形品2aの表面に、不均一な幅および密度で、かつ成形品1a(2a)の加工面の側端縁1c(2c)に平行しないように形成される複数の溝部1b,1b…(2b,2b…)で構成された木目模様が施された木質様成形品1(2)。また、この木質様成形品1(2)を構成する成形品1a(2a)の表面に木目模様を施すための表面処理装置10および表面処理方法。
(もっと読む)
1 - 20 / 68
[ Back to top ]