
Fターム[2D061BC09]の内容
Fターム[2D061BC09]の下位に属するFターム
成形型 (7)
Fターム[2D061BC09]に分類される特許
1 - 20 / 25
キッチンシンク及びその製造方法
【課題】耐食性を十分に有するとともに低価格帯商品として適用できるキッチンシンク及びその製造方法を提供すること。
【解決手段】シンク形状に絞り加工されたステンレス鋼材を基材としたシンク2において、シンク底面部2aには、シンク底面部2aよりも段落ちするとともに排水部13が開口した段落部10が形成されており、段落部10のみが、耐食性を有する塗膜Tにより被覆されていることで、シンク2が高効率に耐食性を得られるばかりか、シンク全面に塗膜を被覆する場合に比べ製造コストを抑えることができるため、このシンク2を比較的低価格帯の製品として提供できる。
(もっと読む)
水槽付き厨房用天板およびその製造方法

【課題】プレコート鋼板を使用して水槽付き厨房用天板を製造する際に、天板と水槽との溶接を良好に行うことができ、かつその溶接部位の見栄えを向上させることができる水槽付き厨房用天板を提供すること。
【解決手段】ステンレス鋼板の表面側に予めプレコートが施されたステンレス鋼板により水槽取付開口部を有する天板9が形成され、天板9の水槽取付開口部の縁辺にプレコート9aが研磨除去された研磨帯9bが形成され、天板9の水槽取付開口部の縁辺の裏面側に水槽40のフランジ部41が重ね合わされ、水槽取付開口部の縁辺とフランジ部41とが互いに溶接される。
(もっと読む)
排水構造
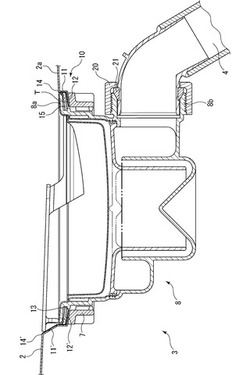
【課題】外観に優れ且つ排水筒を容易に接続することができ、しかも洗面ボウルと排水筒の間から水が漏れ出して周囲に滴下することを防止できる排水構造を提供する。
【解決手段】合成樹脂製の洗面ボウル1に排水孔3の周囲から下方に突出してこの突出部8の外周面に雄ねじ部9が形成された雄ねじ筒4がインサート成形により設けられる。合成樹脂製の排水筒10は、縦筒部25と、縦筒部25の上端よりも下方位置の外周に亙って形成されたフランジ部26と、フランジ部26の外周縁から上方に突出してその内周面に雌ねじ部27が形成された雌ねじ筒部28とを有する。排水筒10の雌ねじ部9が雄ねじ筒4の雄ねじ部9に螺合される。排水筒10の縦筒部25の上端部が雄ねじ筒4内に嵌め込まれると共に洗面ボウル1の排水孔3の周縁部の下方に配置される。
(もっと読む)
金属板
【課題】金タワシのステンレス繊維がシンク表面に擦れることによる疵の付着、塗装の剥離を防止する。
【解決手段】最大径が直径0.45mm未満であって深さが5〜30μmである複数の微小凹部13が形成された基板11上に、微小凹部13より径大の凸部12を設けたことによるエンボス模様41を形成し、基板11には、その表層に着色塗装を施した着色塗装付きエンボス板1を、実用時において微小凹部13以外に塗布された着色塗装の一部又は全部が剥離した場合であっても、微小凹部13に蓄積した着色塗料により着色塗装付きエンボス板1全体からその色彩を発揮させる。
(もっと読む)
樹脂注入成形品
【課題】ボイドの発生を防いで優れた外観性を有し、作業効率よくかつ安定して製造可能な樹脂注入成形品を提供する。
【解決手段】上下金型によって製造される樹脂注入成形品であって、該上下金型には成形品の裏面側に細長形態の厚肉部1が隆起するようにキャビティ加工されるとともに、上記キャビティの細長厚肉部形成部の基端は樹脂注入口7に向けて設けられ、他端は注入口7からの距離dが遠い末端部に向けて設けられ、上記上下金型を用いて加圧注入方式により製造されてなる樹脂注入成形品A。
(もっと読む)
キッチンカウンタの製造方法
【課題】樹脂製のカウンタと金属製のシンクとを一体化して成るキッチンカウンタの製造方法において、簡単な構成により、工程の短縮と単純化による生産性向上を図り、製造段階に加え使用段階においてもシシクの変形やカウンタのクラック発生などがなく信頼性の高いキッチンカウンタを製造することを可能とする。
【解決手段】樹脂製のカウンタ2が接合される金属製のシンク3側の部位に、カウンタ2を構成する樹脂の弾性率よりも低い弾性率を有する樹脂によって接合部4を成形し、接合部4を成形したシンク3を成形型にインサートしてカウンタ2を成形することにより、接合部4を介してシンク3とカウンタ2とを一体化する。カウンタ2を構成する樹脂の硬化時や、型取り出し後の冷却時に発生する応力を低弾性樹脂層からなる接合部4によって緩和でき、シンク3の変形やカウンタ2のクラック発生を防止できる。
(もっと読む)
キッチンカウンタの製造方法
【課題】キッチンカウンタの製造方法において、金属製のシンクが変形したり、樹脂製のカウンタにクラックが発生したりすることなく、金属製のシンクの外周部に熱硬化性樹脂による樹脂製のカウンタを一体化成形する。
【解決手段】カウンタ2成形用の金型10,11に金属製のシンク3の外周部をインサートし、次に、金型10,11に熱硬化性樹脂を注入し、次に、シンク3を熱源5によって加熱した状態で、熱源5とは別に設けた樹脂硬化用の熱源4によって金型10,11を加熱して熱硬化性樹脂を硬化させ、金属製のシンク3に接合したカウンタ2を成形する。金属製のシンク3を加熱した状態で熱硬化性樹脂によって成形するので、金型10,11の冷却時においてシンク3とカウンタ2の温度差を低減して収縮量の差を小さくすることができ、シンク3とカウンタ2の接合部に生じる熱応力を緩和し、シンク3の変形や、樹脂の割れを防止できる。
(もっと読む)
シンク
【課題】板金加工により成形されるシンクにおいて、その底板のいずれの箇所からも排水口に向けて水を流下させることができるようにする。
【解決手段】板金加工により成形されると共に、基本水勾配を持った底板1のこの勾配下側となるこの底板1の一辺10aに近接した箇所に排水口11を備えるシンクSである。底板1のこの一辺に沿って、前記基本水勾配と逆向きの勾配を備えた追加勾配部12を、この追加勾配部12のレベルが前記排水口11の中心11bを通って前記一辺に直交する仮想の直線xに近づくに連れて次第に低まるように、展開状態にあるシンク構成板金Saにおける前記底板1の一辺10aに沿った箇所を雌雄をなす型5、5間で挟み付けることにより備えてなる。
(もっと読む)
流し台用シンクの製造方法
【課題】プレス絞り加工によってキュービック型シンクを量産化する上で問題となる曲がり部分でのしわや割れの発生を抑える。
【解決手段】流し台用シンク(1)の基本形状を作る第1プレス深絞り工程と、次にプレス成形する第2プレス工程とを有し、第1、第2のプレス工程が共に焼鈍無しの冷間加工によりステンレス鋼板が塑性変形される。第1プレス深絞り工程では、プレス処理が進行するに従ってしわ押さえ力を徐々に高くする制御が実行される。シンク(1)の平面視矩形の槽部(2)は、4つの側面(6)の互いに隣接する2つの側面(6,6)の間のコーナー部分の曲率半径(r1)が10〜25mmであり、槽部(2)の側面(6)と底面(8)との間のコーナー部分(C)の曲率半径(r2)が20〜35mmであり、槽部(2)の底面(8)の4つの角隅部(10)の曲率半径(r3)が25〜40mmである
(もっと読む)
シンク
【課題】 デザインを施し易く、また流し台の合成樹脂材製のカウンターと違和感なく接続できるだけではなく、調理器具等との衝突音を軽減でき、更には高温の鍋等を支障なく置くことができるようにする。
【解決手段】 周側面部1を合成樹脂材で形成し、底面部2を金属材で形成する。この場合本発明は、底面部2の周囲を立ち上げ、この立ち上げ部2bを周側面部1に埋没させて底面部2と周側面部1とを一体状に形成するのが好ましい。また本発明は、立ち上げ部2bに、合成樹脂材の浸入用の孔4を貫通状に複数形成したり、立ち上げ部2bの上端に返し2cを形成するのが好ましい。
(もっと読む)
表面保護構造
【課題】食器及び器物等が点接触する場合のみならず、面接触又は線接触する場合であっても、これにより生じる疵を視覚的に目立たなくするとともに、表面に付着した汚れの洗浄性をも向上させる。
【解決手段】システムキッチン用のシンク1の表面を保護するための表面保護構造において、シンク1の底面のみには、平滑面に突設された複数の半球状の凸部25によるエンボス模様41が形成され、各凸部25は、被接触物に対して点接触され、前記平滑面に対する凸部25の頂点の高さは0.05〜0.15mmであり、かつ少なくとも一の方向(横方向平坦部長さLx又は縦方向平坦部長さLy)に隣接する凸部25間の間隔は2.0〜3.0mmである。
(もっと読む)
キッチンシンク
【課題】耐温水密着性と生産性に優れたステンレス鋼製キッチンシンクを提供する。
【解決手段】シンク形状に絞り加工されたステンレス鋼板からなる基材、前記基材の上に設けられた有機無機複合クリア塗膜を含むキッチンシンクであって、前記有機無機複合クリア塗膜は、下記一般式(1)のリン酸エステル化合物を含む、キッチンシンクを用いる。
【化1】
[式(1)において、R1、R2は、それぞれ独立に水素原子、メチル基またはエチル基を表し、R3は炭素数が1〜8のアルキル基を表し、aは1または2を表し、n、mはそれぞれ独立に1〜30を表す]
(もっと読む)
汚水受器
【課題】陶器製やステンレス製の汚水受器であると列車の軽量化が計れない。またFRP樹脂とステンレス素材を組み合わせてなる汚水受器は、目地部があるため臭気源となる問題点があった。FRP樹脂素材からなる汚水受器は、長期間の使用によるひび割れが起こりやすい欠点があり、割れ目に小便等が入り染み込むため、異臭が残る課題があった。
【解決手段】硬質合成樹脂又は金属で一体成形された本体の表面に無機シリコン系塗料を塗布してなる汚水受器1によって解決する。好ましくは、硬質合成樹脂が、FRP樹脂であり、更に、無機シリコン系塗料が、オルガノポリシロキサンにシランカップリング剤を含有する無溶媒かつ無溶剤の無機シリコン系塗料である汚水受器1によって解決する。
(もっと読む)
住宅設備用成形品
【課題】防汚性に優れた住宅設備用成形品を提供する。
【解決手段】不飽和ポリエステル樹脂を主成分とする基材1の表面に、酸価が5以上のポリオール樹脂とアミノ樹脂を少なくとも含有する樹脂組成物よりなる樹脂層2が形成されている。酸価が5以上のポリオール樹脂とアミノ樹脂が反応して形成される樹脂層は高い架橋密度で形成され、汚れが固着し難く、また耐染色性も高い。このため汚れ成分が不飽和ポリエステル樹脂の基材にまで浸透することを防ぐことができる。
(もっと読む)
合成樹脂成形品の溶着方法
【課題】溶着面に溶着不良が発生する虞の無い合成樹脂成形品の溶着方法を提供する。
【解決手段】合成樹脂成形の2部品1,2のフランジ部1a,2aの溶着面1b,2bを加熱・圧着しながら溶着するための溶着方法であって、2部品1,2の溶着面1b,2bに肉盛り部1c,2cを形成して、溶着時に、溶着面1b,2bを加熱・圧着しながら肉盛り部1c,2cを溶かして押し広げることで、溶着面1b,2b同士を溶着する。溶けて押し広げられた肉盛り部1c,2cが接着剤の代用となる。
(もっと読む)
シンク付き天板の製造方法
【課題】一液型光硬化性樹脂を用いることにより、簡便で生産効率に優れたシンク付き天板の製造方法を提供する。
【解決手段】エチレン性不飽和基を有する化合物(好ましくはエチレン性不飽和基を2個以上有する化合物)と、光照射によりラジカルを発生するカンファ−キノン、ベンジル、3−ケトクマリンなどのα−ジケトン系光重合開始剤を含有する一液型光硬化性樹脂組成物を用いてステンレス製シンクと人工大理石製天板を接合し、シンク付き天板を製造する。
(もっと読む)
衛生陶器の成形の間に直接得られるサイフォン・システム
特にシャワートレー、洗面器、ビデ、水洗便器、または、あらゆる類似した衛生陶器(1;101;201)のような衛生陶器(1;101;201)の成形の間、直接達成できるサイフォン・システム。前記衛生陶器(1;101;201)は好ましくは、囲まれた空間(32-36)を有し、内側のサイフォン機能のために必要とされる高さの差異をすでに備えた仕切り(12;112;212)を有し、ここで、衛生陶器(1;101;201)の少なくとも1つの内側の仕切り(12;112;212)は、存在するならば、受容室(30;130;230)および貯蔵室(21;121;221)、または、排水室(20;120;220)の間で常に水に浸漬されるその自由端(19;119;219)を有し、少なくとも1つの内側の仕切り(12;112;212)の前記端部(19;119;219)は、受容室(30;130;230)を通じて排水管の悪臭が生活領域に広がるのを防ぐため、貯蔵室(21;121;212)の排水口(23'; 123;223)または、排水室(20;120;220)のオーバーフロー仕切り(22;122;222)に関して低い高さに配置される。 (もっと読む)
キッチン
【課題】本発明は、傷の付き難さをさらに向上させるとともに、汚れの付着し難さについても改善されたシンクを備えたキッチンを提供するものである。
【解決手段】本発明は、シンクが、底面および周壁を有し、その底面または周壁、もしくは底面および周壁に、複数の凸部を設けたキッチンであって、シンク表面が、親水性または撥水性の塗膜、特にはガラス成分を含む塗膜で被覆されたキッチンである。また、シンク表面に設けた凸部の間隔が0.5mmから5mmであり、凸部が千鳥配列であるキッチンである。
(もっと読む)
水洗家具の水槽体
【課題】軽量で制振効果の高い樹脂組成物シートを用いて、水撃音や衝撃音等の騒音を抑制した水洗家具の水槽体を提供する。
【解決手段】ポリエステル樹脂に導電性材料及び/またはフィラーを分散させてなる樹脂組成物をシート化した制振層を、水洗家具の金属製水槽体外面に接着させる事を特徴とする、水洗家具の水槽体。
(もっと読む)
金属板及びこれを用いたシステムキッチン
【課題】 住環境での使用を目的とした金属板の表面に充分な耐キズ付き性を確保すると共に、この充分な耐キズ付き性を備えた金属板を効果的に用いたシステムキッチンを提供する。
【解決手段】 金属板1の表面に、上下高さH=10〜100μmの凹凸形状2を単位面積当たりの凹凸面積比が9:1〜5:5の範囲になるように形成すると共に、この凹凸形状2の凸部2aの表面に十点平均粗さRz=5〜50μmの微小凹凸3を形成する。
(もっと読む)
1 - 20 / 25
[ Back to top ]