
Fターム[2F062DD23]の内容
機械的手段の使用による測定装置 (14,257) | 補正、補償、較正、調整 (452) | 較正 (162) | 基準値の設定 (115) | 基準体 (97)
Fターム[2F062DD23]に分類される特許
81 - 97 / 97
寸法測定装置及び寸法測定方法
【課題】被測定物の寸法精度の評価を的確に行うこと。
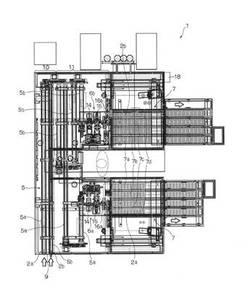
【解決手段】被測定物2の寸法を測定する寸法測定装置1であって、被測定物2を搬送する搬送手段5と、被測定物2が搬送される搬送領域10,11内の温度を制御する温度制御手段と、搬送領域10,11における測定部6に搬送された被測定物2の寸法を測定する寸法測定手段15と、寸法測定手段による寸法測定時の被測定物2の温度を測定する温度測定手段14とを備え、寸法測定手段15によって測定された被測定物2の寸法は、温度測定手段14によって測定された温度を用いて、予め定められた基準温度における寸法に補正される。
(もっと読む)
内側測定器の校正装置

【課題】シリンダーゲージ等の内側測定器の校正が容易な校正装置を提供する。
【解決手段】所定の間隔で設置された一対のジョウ2,3と、ジョウ2,3の間に設けられた、内側測定器を裁置するための台座4とを有する内側測定器の校正装置であって、台座4は軸溝41aを有する台座部41及び回転軸42aを有するステージ42を有し、もって回転軸42aを軸としたシーソー構造を有する校正装置。
(もっと読む)
斜め加工のための5軸加工機の姿勢保証システム
【課題】それぞれ傾斜穴の傾斜、方位に基づいて、加工を始める前に主軸頭やテーブルの旋回角度の誤差を測定しておき、自動的に主軸頭やテーブルの旋回角度を補正しながら斜め加工を実施できるようにする。
【解決手段】特定のワークの加工を開始する前の段階で、当該ワークについて加工するすべての傾斜穴の傾斜角度、方位などの形状データに基づいた測定プログラムの実行により、当該ワークに行う各傾斜穴加工のすべてについて、その傾斜角度に前記主軸頭10を旋回させたときのA軸角度の目標値と実際の測定値との誤差である変位角度を測定し、ワークのすべての傾斜穴加工について、変位角度が許容範囲内になるように補正したA軸角度を記憶させ、当該ワークの加工プログラムをNC装置で実行したときにすべての傾斜穴について補正後のA軸角度を読み出し、各斜め加工を実行するときのA軸角度を前記補正後のA軸角度で指令する。
(もっと読む)
ワーク測定方法及びその装置
【課題】本発明の目的は倣いプローブによるポイント測定が高精度に行えるワーク測定装置を提供することにある。
【解決手段】ワーク測定面20に対し倣いプローブ12を予め設定されたアプローチ方向から接触させた際に倣いプローブ12からの変位量及び座標値検出手段16からの座標値を収集させる測定制御手段24と、該変位量に基づきワーク測定面20の法線方向を算出する法線算出手段26と、該法線方向と該アプローチ方向との角度差が閾値よりも大の場合は該アプローチ方向が不適切と判断する判定手段28と、不適切と判断された場合は該角度差に基づき倣いプローブ12のワーク測定面20へのアプローチ方向がワーク測定面20の法線方向となるように該アプローチ方向の設定を修正し、該測定、該法線算出及び該判定の再実行を指示する指示手段30とを備えたことを特徴とするワーク測定装置10。
(もっと読む)
紙の表面粗さの評価方法及び評価装置
【課題】音叉型の水晶振動子を備えた触覚センサを用い、水晶振動子が紙表面に接触する前後のインピーダンス差△Rから、紙の表面粗さを評価する評価方法および評価装置を提供する。
【解決手段】紙の表面粗さを測定するために、紙の支持テーブルと窓付きセットシートを用いて、紙の露出部を小さく制限する。支持テーブル5と窓付きセットシート6はネオプレンゴム製振動ダンピング材であり、窓付きセットシート6には小さい窓(穴)があり、そこに露出する紙4の中心部分に触覚センサ1を一定荷重下で接触させる。紙4の上を窓付きセットシート6で覆うことで、紙面方向への伝播によるエネルギー損失が小さく制御されるので、触覚センサ1のインピーダンス差△Rは、紙の表面粗さのみに依存する値となり、△Rから紙の表面粗さの評価ができる。
(もっと読む)
差分較正
機械に装架された計測プローブ(10)を較正する方法が記述される。計測プローブ(10)は、ワークピースに接触する先端(16)を備えたスタイラス(14)を有する。方法は、プローブアウトプット(a、b、c)を機械座標系(x、y、z)に関連づけるプローブ較正マトリクスを決定することを含む。方法は、第一の機械データを得るために第一のプローブ偏位(d1)を用い、第二の機械データを得るために第二のプローブ偏位(d2)を用いて、較正アーティファクト(18)を走査する工程を含む。第一および第二の機械データは、いかなる機械誤差も実質的に除去される完全なプローブ較正マトリクスを得るために用いられる。有利には、方法は、第一および第二の機械位置データの差は既知であるとの仮定に基づいて、完全なプローブマトリクスを数学的に決定する。  (もっと読む)
(もっと読む)
測定ヘッドのための調節デバイス
測定ヘッドのための調節機構、特に、座標測定機での測定ヘッドによって支持される測定プローブ3の較正を簡略化するための調節機構であって、プローブ・ボール7の測定位置を決定するための手段を備え、該手段が、プローブ・ボールの新たな測定位置を決定するためにプローブ・ボールを回転又は変位させる、或いはその両方を行うように構成され、それによりプローブ・ボール7のオフセットを求めることができる調節機構。  (もっと読む)
(もっと読む)
計量装置の較正
測定プローブ(8)を、支持体が支持している対象物の表面に沿って測定経路を横断させるために、第1の方向(X)に支持体(4)と測定プローブ(8)のキャリッジ(7)との間で相対移動を行うドライバ(33)を有する計量装置。測定プローブ(8)は、表面特性を追従する場合に第1の方向を横切る第2の方向(Z)に移動する。第1および第2の位置トランスジューサ(35,32)は、それぞれ第1および第2の方向の測定プローブの位置を表す第1および第2の位置データを提供する。較正装置(300)は、既知の形状の表面上で入手した測定データを使用して較正手順を実行する。較正装置は、基準面の既知の形状を補正後の測定データとして使用することにより、補正後の測定データおよび実際の測定データに関する式の較正係数を決定する。較正装置は、少なくとも1つの式がデータに適合するまで、チェビシェフ点に対する較正係数を変化させる。 (もっと読む)
寸法測定システム、寸法測定装置及びマスタ
【課題】 マスタを間違えた誤った校正処理を防止できる寸法測定システムの実現。
【解決手段】 寸法測定装置10と、所定の寸法値の部分を有する複数のマスタ50A,50Bとを備え、所定の寸法値の部分を測定して寸法測定装置を校正する寸法測定システムであって、各マスタは、寸法測定装置がマスタの所定の寸法値の部分を測定する状態にあることを検出する測定状態検出手段55と、寸法測定装置が所定の寸法値の部分を測定する状態にあることを検出したことを示す測定状態信号を送信する無線通信手段とを備え、寸法測定装置は、測定状態信号を受信する無線通信手段37を備え、無線通信手段が測定状態信号を受信している時に校正処理を行う。
(もっと読む)
歯車歯面形状測定機の検査・校正アーティファクト
【課題】 1)高精度な形状測定機で容易に、トレーサブルな値付け測定をすることができ、2)歯車歯面形状測定機の検査・校正を短時間で容易に、正確に、かつトレーサブルに行うことができ、3)歯車歯面の精度規格とも整合して検査・校正結果を得ることができる、歯車歯面形状測定機の検査・校正アーティファクトを提供する。
【解決手段】 検査・校正アーティファクト10は、略円筒形状あるいは略円錐体形状の本体部14と、本体部14の両端から本体部14と同軸に延在する軸12と、本体部14の外周面14xに90°又は120°ごとに、あるいはそれより既知のある微小角度ずらした位置に形成され、径方向外側に突出する4つ又は3つの測定対象となる歯16a〜16dとを備える。
(もっと読む)
接触式鋼管寸法測定装置
【課題】 鋼管テストピースの寸法検査をする為の装置に関し、特にテストピースの中心を軸に回転させながら、鋼管テストピースの外径、内径、肉厚を測定することができる外径測定装置を提供する。
【解決手段】 被測定物体である鋼管のテストピースをチャックで掴み、接触式変位センサの測定子をテストピースの内外面2点に接触させた状態でテストピースを回転させ、接触式変位センサの変位量を計測し、この数値をアンプユニットを介して演算装置に取り込み、鋼管のテストピースの外径、内径、及び肉厚を同時測定することを特徴とする接触式鋼管寸法測定装置。
(もっと読む)
位置決め機械上の測定または較正の実行方法
【課題】機械の較正を行うために用いられる装置もしくは機械自身として用いられる装置について記述される。
【解決手段】装置は、2つの構造体を具え、その各々は、その上に三角形状に間隔を置いて配置された3つの支持部を有する。支持部は、ボールもしくはソケットとすることができる。構造体は6つの部材によって相互に接続され、各々の支持部には2つの部材の端部が接続される。較正デバイスとして用いる場合には、部材を伸縮駆動される測定バーとし、構造体をそれぞれ機械の固定部および可動部に接続すれば、機械の部分の変位が構造体間の相対変位を生じさせ、測定バーの長さを変化させる。機械として用いる場合には、部材を構造体の一方によって動力が供給される支柱とする。その構造体は、ワークピースに対し工具またはプローブを相対的に位置づけるべく工具またはプローブを保持して他方の構造体に対し相対的に操作されるものとすることができる。
(もっと読む)
キャップの絞り深さゲージ及びその測定方法
【課題】 キャップ巻締容器の絞り段差部の深さを簡易に測定でき、且つ測定者による測定値のバラツキがなく、精度良く測定でき、しかも安価で取り扱いが容易な絞り深さゲージを得る。
【解決手段】 ダイヤルゲージ本体2、該ダイヤルゲージ本体2を保持するゲージホルダ3、該ゲージホルダと一体になったアダプタ4とからなり、アダプタ4は、円筒壁部12と天壁部13を有し、円筒壁部12の内周面にプレッシャーブロックの絞り成形型部に相当する段差部14を有し、該段差部から下方の円筒壁内径が被測定キャップのスカート壁上部39の外径と略等しく形成され、且つ天壁部13にキャップ天面パネル基準面となる位置に当接する測定子7が通過する測定子出入穴17が形成されている。
(もっと読む)
機械部品の直線寸法を検査するためのヘッド
測定ヘッドはほぼ密封されたケーシングと、ケーシングの内部に部分的に位置し、かつ位置変換器に結合される第1部分、およびケーシングの外部で、検査される部品に接触するようにフィーラ(feeler)を保持する第2部分を有する可動アームと、さまざまな公称寸法の部品を検査するようにヘッドを適合させるゼロ設定機構とを含む。ケーシングの外部に配置されるゼロ設定機構は、アームの第1部分と第2部分との間のクイック・ロック/アンロックデバイスと、アームの第1部分に結合され、かつケーシングを基準としたプリセット位置にアームの第1部分を保持するための対応する基準面と協働する基準面を含む可動機械基準体とを含む。クイック・ロック/アンロックデバイスおよび可動機械基準体は一緒に作動して、アームの各部分間の結合を解除すると同時にプリセット位置を保持し、2つの位置を一体にロックすると同時にアームを解放する。  (もっと読む)
(もっと読む)
関節プローブヘッドを持つ座標測定機の誤差補償方法
面検出デバイスを有した関節プローブヘッドを備えた座標位置決め装置を用いて行われる測定の誤差補償方法を提供する。前記面検出デバイスは測定の間前記関節プローブヘッドの少なくとも1つの軸回りに回転する。そして、前記補償は、前記装置の全体または部分の剛性を決定する工程と、特定の時点に前記関節プローブヘッドによって加えられる前記負荷に関連した1つまたはそれ以上の要因を決定する工程と、前記負荷によって生じる前記面検出デバイスにおける測定誤差を前記工程(a)および(b)を用いて決定する工程と、有する。
 (もっと読む)
(もっと読む)
試験標準装置を備えた粗さ測定機器
粗さ測定装置(1)は送り装置(3)用の収容装置(2)を有し、送り装置(3)は加工物表面にわたって粗さセンサ(4)を引っ張るために機能する。収容装置(2)は、粗さセンサ(4)の射程範囲に試験面(25)を備えた試験標準装置(24)を保持する。試験標準装置(24)は収容装置(2)に固着されるポケットに位置決めされることが好ましく、このポケットは送り装置(3)を収容するための孔の壁に具体化される。したがって、その試験面(25)は収容装置(2)の内側に位置し、汚れや損傷から保護され、さらにアクセスしやすいようになっている。  (もっと読む)
(もっと読む)
座標測定装置、方法、コンピュータプログラムプロダクト
本発明は、部材(7)上の各測定値を、偏向可能な接触探知ピン(6)を備えた測定接触探知ヘッド(5)を有する座標測定装置を用いて測定するための方法であり、その際、座標測定装置により、各パラメータ(A)を用いて、測定接触探知ヘッド(5)によって検出された単数乃至複数の偏向信号を、当該座標測定装置の座標系(XM,YM,ZM)内でリニア又は非リニアに写像(変換)することができる。方法を、任意に測定する接触探知ヘッド、殊に、接触探知ピンが座標方向に可動に案内されない接触探知ヘッドにも使用することができるようにするために、各パラメータの少なくとも一部分(Aanti)を用いて、接触点において、部材の表面に対して接線方向に位置している、接触探知ピン偏向の各成分を記述する。 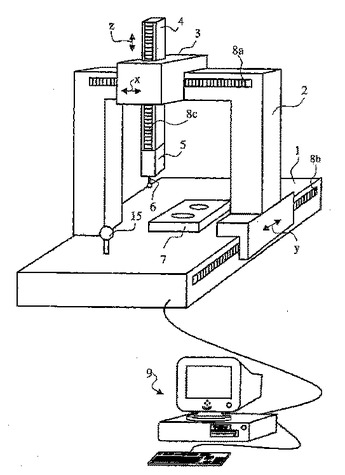 (もっと読む)
(もっと読む)
81 - 97 / 97
[ Back to top ]