
Fターム[2F062DD23]の内容
機械的手段の使用による測定装置 (14,257) | 補正、補償、較正、調整 (452) | 較正 (162) | 基準値の設定 (115) | 基準体 (97)
Fターム[2F062DD23]に分類される特許
21 - 40 / 97
3次元測定機検証用長尺ゲージ
【課題】 構造が簡単で容易に製造することができ、且つ、プローブ先端の向きによる測定誤差の検証にも使用することができる、高精度な3次元測定機検証用長尺ゲージを提供する。
【解決手段】 3次元測定機のプローブが当接する基準測定面となる基準孔1Bが、上面と下面間を貫通して長手方向に沿って複数配列されている横断面矩形状の長尺なゲージ本体1Aと、前記ゲージ本体の下面とこれに直角な一方の側面に突設された複数の支持脚1aとを備えている。これらの支持脚は、前記下面と前記一方の側面のそれぞれの長手方向両端近傍位置と中央位置に、扁平な2等辺3角形の頂点となる配置で突設され、ゲージ本体は、これらの下面または一方の側面の何れかの支持脚で3次元測定機の測定テーブル面に支持される。
(もっと読む)
載置台、形状測定装置、及び形状測定方法

【課題】予め算出した補正テーブルを変更することなく回転軸の位置補正を簡便に行うことができる、載置台、形状測定装置、及び形状測定方法を提供する。
【解決手段】被検物を載置する載置面が少なくとも1軸を中心として回転可能な載置部と、載置部を支持するベース部と、ベース部に固定されており、載置面の位置を規定する基準部と、を備える載置台である。
(もっと読む)
誤差分布算出方法、形状測定方法、および形状測定装置
【課題】複数の測定プローブを備えたフレーム部に起因する回転誤差を短時間且つ精度良く算出できる、誤差分布算出方法、形状測定方法、および形状測定装置を提供する。
【解決手段】被検物が載置される載置部と、被検物の形状を測定する複数の測定プローブの各々が所定のオフセットだけ離間して取り付けられた測定部と、測定部を互いに直交する2方向に前記載置部上を移動させる移動部と、を備えた形状測定装置における移動部による回転誤差分布を算出する誤差分布算出方法である。載置部上と所定の関係を持った位置に基準部材を配置する配置工程と、測定プローブの少なくとも2つが、基準部材の座標値をそれぞれ測定する測定工程と、各々の測定座標値の差分に基づいて移動部による回転誤差分布を算出する算出工程と、を備える。
(もっと読む)
表面性状測定機の直角度誤差算出方法および校正用治具
【課題】簡易でかつ安価な校正用治具を用いて直角度誤差を簡易にかつ高精度に算出可能な表面性状測定機の直角度誤差算出方法および校正用治具を提供する。
【解決手段】3つの基準球62A〜62Cを校正プレート61に直角に配置した校正用治具60を、テーブル16上に配置し、接触式検出器20によって3つの基準球の中心座標を求め(第1測定工程)たのち、これら中心座標を結ぶ2つの直線の交差角度θ1を算出する(第1角度算出工程)。次に、校正用治具を、同一面内で90度回転させてテーブル上に配置し、接触式検出器によって3つの基準球の中心座標を求め(第2測定工程)たのち、これら中心座標を結ぶ2つの直線の交差角度θ2を算出する(第2角度算出工程)。最後に、交差角度θ1,θ2とからY軸駆動機構17の移動方向とX軸駆動機構48の移動方向との直角度誤差を算出する(直角度誤差算出工程)。
(もっと読む)
三次元座標測定機用ゲージ及び三次元座標測定機の精度評価方法
【課題】より高精度、より簡便に構成可能な三次元座標測定機ゲージを提供するとともに、当該三次元座標測定機ゲージを用いた精度評価方法を提供する。
【解決手段】 基板3の表面に固定された第1の球体4及び第2の球体5と、前記基板3の表面から突出して設けられた第1の柱7上に固定された第3の球体6と、を備えることにより三次元座標測定機を精度評価するための三次元座標測定機ゲージ1を構成する。
(もっと読む)
多軸工作機械の幾何誤差の計測方法
【課題】外乱に基づいて不適切な幾何誤差が計測された場合であっても、そのような不適切な幾何誤差に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、きわめて効果的に防止することが可能な幾何誤差の計測方法を提供する。
【解決手段】幾何誤差の計測においては外乱誤差有無確認ステップを実行し、幾何誤差を同定する前に、A軸およびC軸を複数の条件で割り出して、ターゲット球12の直径を計測し、それらの計測値のバラツキを算出し、それらのバラツキが予め設定された直径変動量許容値Daを超えた場合には、計測ミスと判断する。
(もっと読む)
ガード・フランジ巾測定器
【課題】持ち運びが容易で、測定値のばらつきを抑えて、高精度で、容易かつ効率的にフランジウェー巾等を測定することができるガード・フランジ巾測定器を提供する。
【解決手段】測定部12が、本体部11をレールの上面に設置したとき、本体部11に対し水平面内で所定の方向に突出してスライド可能に設けられている。1対の円柱状の基準片13が、本体部11から下方に互いに平行に伸びて、測定部12のスライド方向に対して垂直方向に所定の間隔をあけて並ぶよう設けられている。円柱状の測定片14が、測定部12から下方に各基準片13と平行に伸びるよう設けられている。表示手段15が、各基準片13の測定片側と反対側の側面に接するレールの内側の側面と、測定片14の各基準片側と反対側の側面に接するレールの内側の側面との距離を表示する。
(もっと読む)
形状測定装置
【課題】測定子の位置を適切に制御することができ、測定子が非接触か否かを適切に判断することができる形状測定装置の提供。
【解決手段】三次元測定機1は、測定子を有するプローブ21と、プローブ21を移動させる移動機構22と、ホストコンピュータ5とを備える。ホストコンピュータ5は、測定子の移動量を取得する移動量取得部52と、測定子を非接触とした状態における基準位置からの測定子の移動量を偏差として取得する偏差取得部54と、偏差取得部54にて取得される偏差が第1の閾値より大きいか否かを判定する判定部55と、判定部55にて偏差が第1の閾値より大きいと判定されると、基準位置と、偏差とを合成した位置に基準位置を更新する更新部56とを備える。
(もっと読む)
孔位置測定装置
【課題】簡単かつ安価な構成で、測定対象とこれに形成された孔との相対位置を測定することができる孔位置測定装置を提供する。
【解決手段】孔位置測定装置23は、測定対象21の幅方向両端縁と、この幅方向両端縁の間に形成された孔13との相対位置を測定するものであり、孔13に挿入されて測定対象を位置決めする位置決め軸31と、位置決め軸31の軸心方向に互いに相対移動可能であるとともに、位置決め軸31に対して当該位置決め軸31の軸心に直交する方向への相対移動が規制され、かつ位置決め軸31の軸心を幅方向に挟んで測定対象21の幅方向両端縁に当接可能な傾斜状の当接面を有する一対の測定子33,34と、一対の測定子33,34の相対的な前記軸心方向の変位量を計測する計測器36とを備える。
(もっと読む)
工作機械用測定方法
【課題】本発明は、工作機械上の被加工物を測定する方法及び装置を提供する。
【解決手段】工作機械において、プログラム(12)は、被加工物Wの特徴を測定する走査プローブまたはアナログ・プローブPからデータを受け取る。このデータは、走査移動中に、前提の機械位置データと組み合わされる。このことは、実際に測定された位置データを得るために、サーボ・フィードバック・ループ(24)に割り込まなければならないことを防止する。前提の機械位置データは、走査移動を制御する部品プログラム(20)から引き出される。また、いくつかの方法で前提の機械位置の値と実際の値との間の誤差を補償する。
(もっと読む)
切断形状検査方法、切断形状測定器具、及び切断形状検査システム
【課題】パイプの先端切断形状について短い時間で簡易に検査することができる切断形状検査方法、切断形状測定器具、及び切断形状検査システムを提供する。
【解決手段】第1、第2球体20a、20bと、一組の球体20a、20b間に被接合物の湾曲面と同形状の接触面28が形成されたダミー体22と、取付けによってパイプPの先端部を接触面28に案内する取付部24と、を備えた切断形状測定器具12に、パイプPを取付けて検査空間に配置する。その後、第1、第2球体20a、20bの中心点位置をそれぞれ測定し、測定した第1、第2球体20a、20bの中心点位置とパイプPの配置状態から、切断形状測定器具12の位置状態を特定することで、パイプPの先端切断形状を判別する。
(もっと読む)
工作機械における工作物測定方法およびその装置
【課題】計測器を別途使用しなくても、工作物測定用の測定ヘッドが本来有している測定機能を有効利用して測定ヘッドの3次元オフセットを取得して、測定ヘッドで工作物を測定する工作物測定方法を提供する。
【解決手段】工作機械に取付けられた測定ヘッド10を所定角度旋回させて基準球30を第1の方向E1と第2の方向E2から測定することによって、基準球における中心点A1の座標を取得する。測定ヘッドが基準球の中心点を第1の方向から測定したときの測定ヘッドの第1の機械座標と、測定ヘッドが基準球の中心点を第2の方向から測定したときの測定ヘッドの第2の機械座標とに基づいて、測定ヘッドの3次元オフセットを取得する。その後、測定ヘッドの3次元オフセットを使用して、工作物を測定ヘッドで測定する。
(もっと読む)
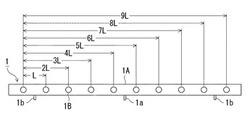
部品の外径測定装置及び外径測定方法
【課題】外径測定を簡便な演算及び装置により測定することが可能な部品の外径測定装置及び外径測定方法を提供する。
【解決手段】第1の方向に延在する本体部1aと、第1の方向と直交する第2の方向に延在する端部1b、1cを本体部1aの両端にそれぞれ有するアームと1、端部1b、1cの端面にそれぞれ設けられ、部品の表面に接触するための球または円筒形状を有する位置決め治具2と、本体部1aに配置され位置決め治具に表面が接触した部品までの距離を測定するためのゲージ3とを備える。
(もっと読む)
機上計測装置のプローブ取り付け位置算出方法
【課題】回転軸を用いた機上計測において、各種演算により算出された機上計測装置の取り付けられた回転軸の回転中心軸とプローブの先端との距離を基準球計測の結果を基に補正を行う機上計測装置のプローブ取り付け位置算出方法を提供する。
【解決手段】基準球を計測することにより、算出したプローブ取り付け位置(X0,Z0)の精度を向上させる準備段階において、(X0,Z0)のX,Z値を各々―1nmずつずらし、ずらした座標を基に基準球計測プログラムを作成して一定角θ1,θ2での座標を求め所定の条件内であるか否か判断し、条件を満たす場合には、(X0,Z0)に総ずらし量を加えたものを真のプローブ取り付け位置とし、処理を終了し、条件を満たさない場合には、ずらす度に一定角θ1,θ2での座標から離れるか否か判断し、離れない場合には準備段階の最初へ移行し、離れる場合には異なる方向へずらす第2の準備段階へ移行する。
(もっと読む)
三次元測定機の校正方法
【課題】接触式三次元測定機を容易に校正可能な三次元測定機の校正方法を提供する。
【解決手段】単一の基準球面1aにプローブ2を倣わせてその軌跡を測定データとして取得し、前記測定データを球状に座標変換する座標変換量とその球の半径を算出し、前記座標変換量から直角度誤差を校正し、前記球の半径から基準球面の半径を差し引くことで、プローブ先端球の半径を校正する。
(もっと読む)
歯車形状測定装置
【課題】歯車の全体に亘り、歯車形状の測定を容易に行なえる歯車形状測定装置を提供することを目的とする。
【解決手段】第1回転軸芯X1の周りに被検査歯車1を回転駆動可能に支持する支持台3と、被検査歯車1に係合しつつ第2回転軸芯X2の周りで回転可能なゲージ歯車2と、第1回転軸芯X1に対する第2回転軸芯X2の相対傾斜角度を調節設定し、且つ、第1回転軸芯X1に対する第2回転軸芯X2の距離を変更可能な軸間角度設定部9と、被検査歯車1に対してゲージ歯車2を付勢する付勢部材15と、第1回転軸芯X1と第2回転軸芯X2との距離を測定する軸間距離測定部17と、測定したデータを演算処理する計測データ処理部19とを備えた。
(もっと読む)
形状測定方法
【課題】高精度でなく安価な姿勢変更機構でも、被測定物を高精度に測定することができる形状測定方法を提供する。
【解決手段】被測定物Wを載置したテーブル14の姿勢を傾ける姿勢変更機構4を備え、プローブによって被測定物の形状を測定する形状測定方法。テーブル14の被測定物載置面14Aに3つの基準球21,22,23を互いに離間して配置し、この3つの基準球をプローブによって測定して各基準球の中心座標を求め、これら中心座標を含む姿勢変更前基準面を算出する。次に、姿勢変更機構を動作させてテーブルの姿勢を傾けたのち、3つの基準球をプローブによって測定して各基準球の中心座標を求め、これら中心座標を含む姿勢変更後基準面を算出する。そして、姿勢変更前基準面と姿勢変更後基準面とから姿勢変更機構により傾けられたテーブルの姿勢傾き量を算出する。
(もっと読む)
複合表面粗さ標準片
【課題】複数の種類の校正およびチェクが容易にできる粗さ標準片を提供する。
【解決手段】複数の測定領域14、16を、1つのブランク12の表面に連続して、もしくは相互に間隔を置いて作る。測定領域14、16の溝パターンは、深さ方向には同一の振幅を有する正弦波状であり、測定方向の波長がそれぞれ2.5mm、0.8mm、0.25mm、0.08mm、0.025mmである溝パターンの内の2乃至5種類の測定領域14、16を有しているようにする。測定方向の波長が測定方向の距離に対して直線的に変化するようにしたり、対数関数の関係を有して変化するようにしてもよい。あるいは、複数の測定領域14、16は、それぞれが正弦波状、三角波状、及び円弧を連ねた溝パターンを有し、これらが実質的に平坦な領域を挟んで配置されているようにしてもよい。
(もっと読む)
基準器、及び座標測定機
【課題】定盤の自由な位置に設置することができ、座標測定機の製造コストを低減させることができる基準器の提供。
【解決手段】基準器は、三次元測定機に測定される基準器本体と、基準器本体を支持する台座4とを備える。台座4は、定盤11の平面11Aに当接する当接面421を有する円盤状に形成されている。当接面421には、断面円環状の凹部422が形成されるとともに、凹部422には、空気を吸気するための吸気孔423が形成されている。また、台座4は、吸気孔423に連通する吸気用流路43を有し、吸気用流路43を介して吸気孔423から空気が吸気されることで定盤11に対して吸着することができる。
(もっと読む)
加工機械並びに測定装置およびその測定器
【課題】被測定物の外寸のみならず内寸をも測定し得る使い勝手が良い加工機械並びに測定装置およびその測定器を提供する。
【解決手段】測定時は、被測定物(ワーク)Wをその軸心Pが垂直になるようにセットする。測定器10の本体11をワークの側面W1上に載置させる。測定子50の軸心が載置面Gと平行である側面W1に対し、垂直状態になる。そのため、接触部52がワークの外周面W2または内周面W3のいずれにも対向し得る。そして、接触部52をスライドさせてワークの外周面または内周面にそれぞれ接触させることができるので、ワークの外径L3および内径L4を測定し得る。即ち、本体11をワーク上に載置させる構成としたので、1台の測定器によって例えばリング状のワークの外径のみではなく、内径をも測定できる。従って、1台の測定器が外寸用および内寸用に兼用となるので、例えば内寸用の測定装置などが不要となり、使い勝手が良くなる。
(もっと読む)
21 - 40 / 97
[ Back to top ]