
Fターム[2F062FF17]の内容
機械的手段の使用による測定装置 (14,257) | 走査 (1,305) | 走査方向 (1,174) | 被測定物が移動するもの (320) | 回転 (140)
Fターム[2F062FF17]の下位に属するFターム
螺旋 (4)
Fターム[2F062FF17]に分類される特許
1 - 20 / 136
真円度測定装置
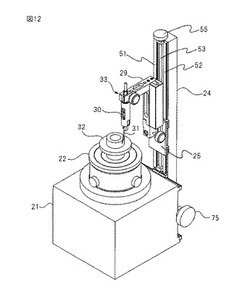
【課題】測定位置および方向を変える場合でも、検出器の取り付けを変更せずに検出器ホルダの取り付け方向のみを変更すればよく、測定点が測定平面からずれない真円度測定装置の実現。
【解決手段】ベース21と、載置されたワーク32を回転する回転台22と、回転台の回転軸に対して平行に伸び、回転台の回転軸とワークの測定点を含む測定平面に平行に移動可能なコラム24と、コラムに沿って移動可能に支持されたキャリッジ25と、キャリッジに取り付けられた検出器ホルダ29と、測定子31が測定平面で変位可能なように、検出器ホルダに取り付けられた検出器30と、を有し、検出器ホルダは、測定平面に垂直な回転軸を中心とした異なる回転位置でキャリッジに取り付け可能で、異なる回転位置に取り付けても測定子が測定平面で変位可能な状態が維持される真円度測定装置。
(もっと読む)
研削装置

【課題】被加工物と接触する測定子先端部に研削屑が付着することを防止するとともに、測定子先端部が研削屑に接触することで発生する接触磨耗を低減する。
【解決手段】厚み測定器の測定子30の先端中央に形成された空間310には第1の球体33が収納され、第1の球体33の外周側には第1の球体33より小径の第2の球体34が複数配設され、第2の球体34により覆われていることで第1の球体33が回転可能なベアリング構造になっており、ベアリング構造内に第1の球体33と第2の球体34とに水が供給されて潤滑剤の役目となる水の層38を形成し異物浸入を防ぐことができる。そして、測定子先端部に研削屑が付着することを防止でき、測定子先端部が研削屑に接触することで発生する磨耗及び被加工物を傷つけることを防止できる。
(もっと読む)
偏心測定装置
【課題】測定子を径方向とこれと垂直な方向の2方向に移動可能とすることでポケットギアも検査可能な偏心測定装置を提供する。また、歯溝の平行度を検査可能な偏心測定装置を提供する。
【解決手段】偏心測定装置50によれば、測定子34を径方向(X軸方向)とこれと垂直な方向(Z軸方向)の2方向に移動する。これにより、歯溝の外側に外壁が形成されたポケットギアの検査も問題なく行うことができる。また、測定子34が2方向に移動するため、歯溝の平行度の検査と偏心度の検査とを一つの測定子34で連続して行うことができる。
(もっと読む)
エアギャップ測定装置および方法
【課題】電動機のエアギャップ測定装置において、電動機の種類に関係なくエアギャップの偏心量および方向を精度よく計測することができるとともに、エアギャップの偏心状態のデータを基にエアギャップを調整することができる電動機のエアギャップ測定装置を提供する。
【解決手段】あらかじめモータ主軸とロータ外径の位置関係を測定しておき、ステータ内径測定装置10によりステータの内径を測定する。また、ロータ組み込み後の主軸軸心測定装置により主軸の軸心を測定することで、測定したステータ内径と軸心の位置関係よりエアギャップを算出する。さらに、ロータ回転時のエアギャップの変化も判定できる。
(もっと読む)
真円度測定機
【課題】 被測定物の真円度の測定を迅速かつ正確になすことができる真円度測定機を提供する。
【解決手段】 測定子19を被測定物7の外周面に接触させた状態で、被測定物7を軸心廻りに回転させて、被測定物7の外周面の変位を変位測定器2により測定し、該測定結果の情報を管制部4に送信し、管制部4で前記情報により算出された結果により被測定物7の真円度の測定を行うようにした真円度測定機であり、機械テーブル33に吸着解除可能に吸着されるマグネット吸着部30とマグネット吸着部30に対して移動調整可能とされた測定器取付部とを有するマグネットスタンド3を具備し、変位測定器2をマグネットスタンド3の測定器取付部に取り付けて、変位測定器2の測定子19を被測定物7の外周面に接触させるようにした。
(もっと読む)
円形状特性測定方法、装置及びプログラム
【課題】操作者の負担を増すことなく、最適な条件で精度の良い測定が可能な円形状特性測定方法、装置及びプログラムを提供することが可能となる。
【解決手段】円形状特性測定装置は、円形断面を有する被測定物の円形断面の輪郭形状を測定し測定データを得る形状測定機と、形状測定機で得られた測定データに対して転がり円処理及びフィルタ処理を行って得られた輪郭データに基づいて円形断面の円形状特性を算出する演算処理装置とを有する。演算処理装置は、フィルタ処理のカットオフ値、最小サンプリング点数、及び転がり円処理における円形断面の径と測定子の径の比からなる3つのパラメータのうちの1つを入力する入力装置と、3つのパラメータの関係を記憶し、入力されたパラメータから他の2つのパラメータを決定するパラメータテーブルと、最小サンプリング点数に基づいて測定データを間引き処理する間引き処理部とを備える。
(もっと読む)
ワーク保持装置及び、このワーク保持装置を備えた3次元形状測定装置
【課題】精密なワークでも保持可能なワーク保持装置及びこのワーク保持装置を使用した3次元形状測定装置を提供する。
【解決手段】ワーク保持装置3は、ワークWを保持する回転ヤトイ31と、ベース部材32と、回転昇降機構33と、を有する。回転昇降機構33は、支持部34を上昇させ回転ヤトイ31の背面31Rと接触させ、この回転ヤトイ31をベース部材32から浮かせた状態で回転させる。また、支持部34を下降させ、回転ヤトイ31をベース部材32に着座させた状態でワークWの測定を行う。
(もっと読む)
反り検査装置および反り検査方法
【課題】平板状に形成される検査対象の反り方向を簡易な構成にて検査し得る反り検査装置および反り検査方法を提供を提供する。
【解決手段】アクチュエータ12により平面部11a上に載置された平板状のセラミック基板20の外縁部22が押圧されて、フォトセンサ13により上記押圧力の解除後におけるセラミック基板20の回転が検知される場合に、当該セラミック基板20の反り方向が、外縁部22に対して中央部21が平面部11a側に凸となる反り方向(下側に凸となる反り方向)であることが検知される。
(もっと読む)
転動部材の周面測定装置
【課題】転動部材4の転動面4Aを触針3にて直接測定しても、高周波帯域のウェービネス等の測定を容易にし、転動部材4の転動面4Aと接触する触針3の先端3Aの摩耗を抑制し、転動部材4の転動面4Aと接触する触針3の先端3Aに硬い粒子等が刺さり難い転動部材の周面測定装置1を提供する。
【解決手段】本発明に係る転動部材の周面測定装置1は、周面測定時に転動部材4の転動面4Aに直接接触する触針の先端が、ダイヤモンドからなることを特徴とする。触針3の先端3Aの接触面3A1は、転動部材の転動面と1箇所で接触する為には、平面または凸形状になっていることが好ましい。
(もっと読む)
真円度測定装置及びその心ずれ量補正方法
【課題】測定物の母線と検出点とのずれ量である心ずれ量を算出して補正することにより、基準となる測定物の直径値とは異なる直径値を有する測定物であっても正確な直径値を算出する。
【解決手段】測定物の中心と回転の中心を一致させて、測定物を検出器に対して相対的に回転させ、測定物の真円度を測定する真円度測定装置において、基準測定物に対する前記検出器の検出方向と直交する方向に前記基準測定物を移動させる手段と、前記基準測定物を基準位置から前記検出器の検出方向と直交する方向に移動させたときの各位置における検出値の変化量に基づいて、前記基準測定物の母線と前記検出器の前記基準測定物に対する検出点とのずれ量である心ずれ量を算出する手段と、前記算出した心ずれ量に基づいて、任意の測定物の測定値を補正する手段とを備えたことを特徴とする。
(もっと読む)
表面性状測定機
【課題】測定時間の短縮が図れる表面性状測定機を提供する。
【解決手段】被測定物Wを載置する回転テーブル20と、被測定物の表面性状に応じた信号を発する検出手段30と、回転テーブルおよび検出手段を相対移動させる検出器駆動機構40と、検出手段からの信号を取り込み、この取り込んだ信号を処理して被測定物の形状や表面粗さなどの表面性状を求める処理装置60とを備える。検出手段は、複数の検出器31,32を含んで構成される。処理装置60は、複数の検出器31,32からの信号を順番に取り込んで処理する。
(もっと読む)
ボールねじの測定装置および測定方法
【課題】ボールねじナットの内周面の溝形状の検査を容易且つ短時間で行う。
【解決手段】ボールねじナットを回転テーブル22により回転自在に支持するとともに、その回転角度をロータリエンコーダ23で測定し、測定子3をXYZテーブル12により、XYZ方向に移動自在に支持するとともに、測定子3がボールねじナットの方向に移動するX軸方向の変位をリニアゲージ13により測定し、測定子3が上下に移動するZ軸方向の変位をダイヤルゲージ14により測定する。これらセンサの検出信号をもとに、ボールねじナットにおける測定子3の位置座標を演算し、位置座標をもとにボールねじナットの各部の測定を行う。
(もっと読む)
真円度測定装置における心ずれ量算出方法
【課題】測定物の母線と検出点とのずれ量である心ずれ量を算出して補正することにより、基準となる測定物の直径値とは異なる直径値を有する測定物であっても正確な直径値を算出する。
【解決手段】測定物の真円度を測定する真円度測定装置における心ずれ量算出方法において、前記検出器を前記測定物に対して所定の方向に直線的に移動させる手段を備え、前記検出器の先端球を、直径値既知の異なる直径値D3、D4を有する2つの基準測定物C3、C4に対し、前記各基準測定物C3、C4の中心を通り前記検出器が水平に直線移動する方向に平行な直線である母線と平行に移動して前記各基準測定物の対向する2つの検出点で前記各基準測定物に接触させて測定を行い、各測定差を検出する工程と、前記各測定差に基づいて、前記各基準測定物C3、C4の母線と前記検出点とのずれ量である心ずれ量Yを算出する心ずれ量算出工程とを備える。
(もっと読む)
真円度測定装置及びその心ずれ量補正方法
【課題】心ずれ量を算出して補正することにより、基準測定物とは異なる直径値の測定物の直径値を正確に算出する。
【解決手段】測定物の中心と回転の中心を一致させて、測定物を検出器に対して相対的に回転させ、測定物の真円度を測定する真円度測定装置において、直径値の異なる複数の基準測定物26−1、26−2をそれぞれ測定し、その測定差を検出する手段と、前記測定差に基づいて、前記基準測定物26−1、26−2の母線と前記検出器の前記基準測定物に対する検出点とのずれ量である心ずれ量Yを算出する手段と、前記算出した心ずれ量Yに基づいて、任意の測定物の測定値を補正する手段とを備えた。
(もっと読む)
プローブの芯出し方法
【課題】補助試料の形状誤差や取り付け誤差による影響を低減可能で、芯出し誤差を定量的に算出しつつ、高精度かつ短時間で芯出しを行うことができるプローブの芯出し方法を提供する。
【解決手段】球体から成る補助試料30の中心が回転手段10の回転軸10a上に位置するよう、補助試料30を回転手段10に設置し、補助試料30の表面の座標をプローブ20で測定する。測定後、補助試料30をその半径以内の距離だけ、回転軸10aに対して垂直な方向に移動させる。回転手段10を回転させて90度間隔の4つの回転角度の位置で、移動させた補助試料30の表面の座標をプローブ20により測定する。その測定した座標と補助試料30の移動前に測定した座標とに基づいて、回転手段10の回転軸10aとプローブ20の先端の位置とのずれをベクトルとして求める。求めたベクトルに応じて、プローブ20の位置を調整する。
(もっと読む)
真円度測定装置及び先端子良否判定方法
【課題】先端子の形状変化を簡易に測定可能にする真円度測定装置の判定方法を提供する。
【解決手段】被測定物の表面に接触する先端子の球状の先端部の形状の良否を判定する先端子良否判定方法であって、形状が既知の基準被測定物を基準被測定物の円形の断面の中心が載物台の回転中心に一致するように載置して(101)、基準被測定物の無偏心外形形状を測定し(102)、基準被測定物の円形の断面の中心を載物台の回転中心に対して所定量偏心させて(103)、基準被測定物の偏心外形形状を測定し(104)、無偏心外形形状と偏心外形形状との差から、先端子の球状からの変形量を算出し(105)、算出した変形量が所定の範囲を超えた時に(106)、不良と判定する(108)真円度測定装置の先端子良否判定方法。
(もっと読む)
載置台、形状測定装置、及び形状測定方法
【課題】予め算出した補正テーブルを変更することなく回転軸の位置補正を簡便に行うことができる、載置台、形状測定装置、及び形状測定方法を提供する。
【解決手段】被検物を載置する載置面が少なくとも1軸を中心として回転可能な載置部と、載置部を支持するベース部と、ベース部に固定されており、載置面の位置を規定する基準部と、を備える載置台である。
(もっと読む)
誤差分布算出方法、形状測定方法、および形状測定装置
【課題】複数の測定プローブを備えたフレーム部に起因する回転誤差を短時間且つ精度良く算出できる、誤差分布算出方法、形状測定方法、および形状測定装置を提供する。
【解決手段】被検物が載置される載置部と、被検物の形状を測定する複数の測定プローブの各々が所定のオフセットだけ離間して取り付けられた測定部と、測定部を互いに直交する2方向に前記載置部上を移動させる移動部と、を備えた形状測定装置における移動部による回転誤差分布を算出する誤差分布算出方法である。載置部上と所定の関係を持った位置に基準部材を配置する配置工程と、測定プローブの少なくとも2つが、基準部材の座標値をそれぞれ測定する測定工程と、各々の測定座標値の差分に基づいて移動部による回転誤差分布を算出する算出工程と、を備える。
(もっと読む)
三次元測定機の校正方法および校正治具
【課題】回転テーブル座標系の登録を効率よく行えるとともに高精度が確保できる三次元測定機の校正方法および校正治具を提供すること。
【解決手段】 回転テーブル50の座標系を登録するために、少なくとも3つの角度位置で回転テーブル50の表面の基準点の座標位置を測定する。測定には、接触部61として3つの同径の球体65を有し、支持部62として支柱64および基台63を有し、プローブ17の先端球17Aに対して3つの接点で同時に接触する校正治具60を用いる。測定手順として、回転テーブル50の表面に校正治具60を設置し、プローブ17を校正治具60に近接させ、プローブ17の先端球17Aが3つの球体65と同時に接触した状態での座標位置を読み取る。
(もっと読む)
外径測定装置およびころ軸受製造方法
【課題】対象物のチャッキングとチャッキング解除動作が不要となって、作業性の向上を図ることが可能な外径測定装置及びころ軸受の製造方法を提供する。
【解決手段】被測定物10を横倒し状として下方から受体11にて受けられ、軸心方向の移動及び軸心廻りの回転を許容する。駆動手段12にて、受体11にて受けられている被測定物10をその軸心廻りに回転させてその軸心方向の一方に移動させる。被測定物10は、軸方向の移動が受部材13にて規制される。外径寸法測定手段14にて、受部材13にて軸心方向の移動が規制されている被測定物10がその軸心廻りに回転している状態で被測定物10の外径寸法を測定する。
(もっと読む)
1 - 20 / 136
[ Back to top ]