
Fターム[2F062JJ09]の内容
機械的手段の使用による測定装置 (14,257) | 検出値の処理 (803) | 最小二乗法 (30)
Fターム[2F062JJ09]に分類される特許
1 - 20 / 30
非接触座標測定機の真直度評価方法および真直度評価装置
【課題】
非接触座標測定機の真直度の評価作業に時間が掛からないようにする。
【解決手段】
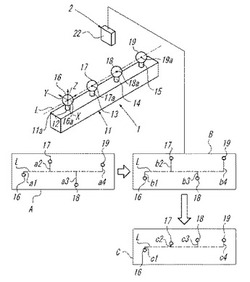
直方体形の基材11と基材11の長さ方向に間隔を介して固定された複数の球体16,17,18,19とからなる評価用標準器1を高精度の接触座標測定機で測定して評価用標準器1の球体16,17,18,19の中心の位置の真直度についての校正値Aを得る第1の手順と、評価する非接触座標測定機2で評価用標準器1を測定して評価用標準器1の球体16,17,18,19の中心の位置の真直度についての測定値Bを得る第2の手順と、測定値Bから校正値Aを引いた補正値Cから非接触座標測定機2の真直度を評価する第3の手順とを実行する。
(もっと読む)
ナイフエッジ先端部の半径測定方法

【課題】普及している測定機を使用して、簡単な方法で、ナイフエッジ先端部の半径を正確に測定できる測定方法。
【解決手段】輪郭形状測定機を使用して、ナイフエッジ20の先端部を、先端に球体31を有する第1触針33で測定し、最小二乗円の半径を第1測定値Rkaとして算出し、ナイフエッジの先端部を、先端に球体32を有する第2触針34で測定し、最小二乗円の半径を第2測定値Rkbとして算出し、第1触針33と第2触針34の一方の先端部を、第1触針と第2触針の他方で測定し、最小二乗円の半径を第3測定値Rabとして算出し、(Rka+Rkb-Rab)/2を算出し、ナイフエッジの先端部の半径とするナイフエッジ先端部の半径測定方法。
(もっと読む)
真円度測定装置及びその心ずれ量補正方法
【課題】心ずれ量を算出して補正することにより、基準測定物とは異なる直径値の測定物の直径値を正確に算出する。
【解決手段】測定物の中心と回転の中心を一致させて、測定物を検出器に対して相対的に回転させ、測定物の真円度を測定する真円度測定装置において、直径値の異なる複数の基準測定物26−1、26−2をそれぞれ測定し、その測定差を検出する手段と、前記測定差に基づいて、前記基準測定物26−1、26−2の母線と前記検出器の前記基準測定物に対する検出点とのずれ量である心ずれ量Yを算出する手段と、前記算出した心ずれ量Yに基づいて、任意の測定物の測定値を補正する手段とを備えた。
(もっと読む)
真円度測定装置及びその心ずれ量補正方法
【課題】測定物の母線と検出点とのずれ量である心ずれ量を算出して補正することにより、基準となる測定物の直径値とは異なる直径値を有する測定物であっても正確な直径値を算出する。
【解決手段】測定物の中心と回転の中心を一致させて、測定物を検出器に対して相対的に回転させ、測定物の真円度を測定する真円度測定装置において、直径値既知の基準測定物と前記検出器を前記基準測定物の母線と平行に相対的に移動して前記基準測定物の対向する2つの検出点でそれぞれ測定を行い、その測定差を検出する手段と、前記測定差に基づいて、前記基準測定物の母線と前記検出点とのずれ量である心ずれ量を算出する手段と、前記算出した心ずれ量に基づいて、任意の測定物の測定値を補正する手段と、を備えたことを特徴とする真円度測定装置を提供する。
(もっと読む)
形状測定方法
【課題】周期的な複数の設計段差を有する設計形状に基づいて形成された被測定面の測定データと設計形状とのフィッティングを高精度に行う。
【解決手段】被測定面の測定点列から段差領域と段差の高さとを特定する(S3)。そして、点列に対する段差高さの移動を行う(S4)。即ち、段差をなくすような処理を行い、段差のないフィッティング対象データを得る(S5)。一方、設計形状から複数の設計段差のない参照形状を取得する(S6、7)。そして、フィッティング対象データと参照形状とを、例えば最小二乗法などによりフィッティングする(S8)。フィッティング対象データと参照形状とから段差形状成分を除去しているため、フィッティングを高精度に行える。
(もっと読む)
工作機械用測定方法
【課題】機械上の被加工物を工作機械の制御器に保存されたプログラムを利用して、高速に、正確に、且つ容易に被加工物を測定することを可能にする工作機械上の被加工物を測定する方法を提供する。
【解決手段】工作機械において、プログラム(12)は、被加工物Wの特徴を測定する走査プローブまたはアナログ・プローブPからデータを受け取る。このデータは、走査移動中に、前提の機械位置データと組み合わされる。このことは、実際に測定された位置データを得るために、サーボ・フィードバック・ループ(24)に割り込まなければならないことを防止する。前提の機械位置データは、走査移動を制御する部品プログラム(20)から引き出される。前提の機械位置の値と実際の値との間の誤差を補償するためにいくつかの方法が記載されている。
(もっと読む)
無重力下形状を推定するための方法及び装置
【課題】薄いガラスシートのような可撓性物体(140)に無重力下形状を推定するための方法及び装置(100,200)を提供する。
【解決手段】いくつかの実施形態において、ベッドオブネイル(BON)ゲージ(100)を用いて推定無重力下形状が生成され、次いで第2のゲージ(200)を用いてさらに高い空間分解能で形状が測定されて、BONゲージのピン(110)の間の理論サグが第2のゲージで測定された形状から差し引かれる。別の実施形態において、物体(140)の両面で形状測定が実施され、推定無重力下形状の信頼度を評定するために用いられる。別の実施形態において、ベッドオブネイルゲージ(100)はピン(110)の高さ調節に最小二乗法最小化手順を用いる。
(もっと読む)
リード構造の算出方法
【課題】
少なくとも一部円筒状の加工品の表面粗さにおけるリード構造の算出方法を提供する。
【解決手段】
少なくとも一部円筒状の加工品の表面粗さにおけるリード構造の、本発明による算出方法では、対象となる加工品の表面領域に、この加工品の軸方向に延び、円周方向に互いに間隔をあけた複数の触針断面が実行され、この場合、触針断面によって得られる測定値に基づいて、リード構造の少なくとも1つのパラメータが算出される。本発明によると、第1触針断面に帰属する測定値に基づいて、リード構造の少なくとも1つのパラメータの推定値が算出され、この場合、少なくとも1つの第2触針断面に帰属する測定値に基づいて、この推定値が補正される。
(もっと読む)
形状測定機の公差検出方法及び装置
【課題】分割して測定して求めるしかなかった、連続して測定するのが困難な形状を有する測定対象の形状の公差を、1回の計算で容易に検出可能とする。
【解決手段】連続して測定するのが困難な形状を有する測定対象の形状の公差を検出する際に、設定された複数の部分測定データを抽出し、先頭の部分測定データから基準位置を設定し、該基準位置を用いて、各部分測定データを一つのデータに結合し、該結合したデータを用いて公差を計算する。
(もっと読む)
表面形状の測定方法
【課題】プローブを用いて、容易かつ高精度に被検物の表面形状を測定することができる表面形状の測定方法を提供する。
【解決手段】プローブと被検物とを相対移動させることにより、被検物の表面形状を測定する表面形状測定方法は、被検物の第1の領域の第1表面形状データを取得する第1取得工程と、第1表面形状データと少なくとも一部が重複する被検物の第2の領域の第2表面形状データを取得する第2取得工程と、第1表面形状データのうち、第2表面形状データと重複する領域のデータに対して、近似関数による当てはめを行って近似曲線を取得する近似曲線取得工程S20と、近似曲線を用いて第2表面形状データの補正量を算出する補正量算出工程S30と、算出された補正量に基づいて、第2表面形状データ全体を座標変換する座標変換工程S40と、第1表面形状データと、座標変換が行われた第2表面形状データとを統合する工程とを備える。
(もっと読む)
関節プローブヘッド
【課題】関節プローブヘッドの回転軸をロックするためのブレーキを提供する。
【解決手段】支持体に取り付くための第1のマウントと、表面検出装置が取り付け可能な第2のマウントとを備え、第2のマウントが第1のマウントに対し一以上の軸回りに回転可能である関節プローブヘッドにおいて、第1のマウントに対する第2のマウントの一以上の軸回りの位置をロックするための少なくとも一以上の機械式ブレーキが設けられ、これにより、少なくとも一つの位置測定装置が、ロック位置において、第1のマウントに対する第2のマウントの一以上の軸回りの位置を決定すべく設けられる。
(もっと読む)
形状測定装置、形状測定方法、及びプログラム
【課題】安全で高精度の心出しを実行可能な形状測定装置、形状測定方法、及びプログラムを提供する。
【解決手段】形状測定装置は、回転体である被測定物4を第1位置P1に配置する制御部41を有する。制御部41は、第1位置P1にて接触子24を被測定物4の表面に倣うようにX軸に平行に移動させて第1測定曲線L1を取得する。制御部41は、Z軸を中心に被測定物4を90度回転させて、被測定物4を第2位置P2に配置する。制御部41は、第2位置P2にて接触子24を被測定物4の表面に倣うようにX軸に平行に移動させて第2測定曲線L2を取得する。制御部41は、第1、第2測定曲線L1、L2にそれぞれ円を当てはめ、各円の最大値M1、M2のX軸方向の位置を算出する。制御部41は、最大値M1、M2のX軸方向の位置が0となるように、被測定物4をX軸、Y軸方向に移動させる。
(もっと読む)
ガタ量測定方法及び装置
【課題】微少なガタ量を明確化できるガタ量測定方法及び装置を提供する。
【解決手段】隙間4を持って嵌合する嵌合部材2と相手部材3との間のガタ量Gを測定するガタ量測定方法であって、嵌合部材2に対して相手部材3を隙間4を拡縮する一方向に移動させる押し行程を行った後に続けて相手部材3を反対方向に移動させる引き行程を行い、相手部材3の変位に対して相手部材3にかかる移動方向の荷重が引き側折り返し点e1と押し側折り返し点e4との間で変化するサイクルを検出し、このサイクルにて隙間移動時近似直線c4の引き側押圧移動時近似直線a4と押し側押圧移動時近似直線b4に対する二つの交点d1、d2をそれぞれ求め、ガタ量Gをこの交点d1、d2間の変位量として算出する。
(もっと読む)
形状測定方法
【課題】レンズの外形基準に対するレンズの光軸の傾き、偏心量の要望精度に対応できる
形状測定方法を提供する。
【解決手段】被測定物としてのレンズ4を3個の球状部3a,3b,3cを有する治具3に同軸状に設置し、測定機XY平面に対して中心軸wを所定の傾斜角度で傾斜させて中心軸wまわりに所定角度ずつ回転させ、各回転位置で、球状部3a,3b,3cとレンズ4の円筒面4aおよびその片側の面4a1,4bとをプローブ1により所定経路で走査してデータを取得し、各回転位置での球状部3a,3b,3cの中心位置座標値をデータより算出し、最小二乗法でフィッティングさせることにより、全回転位置でのレンズ4の測定データ群を球状部基準で中心軸wまわりの全周にわたって分布し、測定面の形状を求める。
(もっと読む)
形状測定装置、形状測定方法、及び形状測定プログラム
【課題】非球面ワークの測定から照合計算までに要する時間を短縮化した形状測定装置、形状測定方法、及び形状測定プログラムを提供する。
【解決手段】制御部41は、ワーク4の面における所定方向に亘る3次元測定により3次元測定値Miを取得する。続いて、制御部41は、ワーク4の設計関数にて特定されるワークモデルFを3次元測定値と照合させて、ワーク4の傾きを含む配置状態を推定する。次に、制御部41は、推定された配置状態に基づき対応測定経路Laiを推定する。続いて、制御部41は、推定された対応測定経路Laiに基づき対応測定経路Lai上の対応値Dxiを推定する。
(もっと読む)
多関節型座標測定装置のパラメータ校正方法
【課題】 測定アームのパラメータの校正作業に要する手間や時間を削減することのできる多関節型座標測定装置のパラメータ校正方法を提供する。
【解決手段】 まず、二つの小球22を有する標準器20Aを測定アーム2の操作空間内に設置し、測定アーム2を操作してプローブ3をそれらの小球22に近づけて複数のアーム姿勢で小球22の各々の空間座標を測定し、その測定結果に基づいて一次校正パラメータについてのパラメータ校正処理を行う。つぎに、一つの小球22を有する標準器20Cを測定アーム2の操作空間内に設置し、測定アーム2を操作してプローブ3をその小球22に近づけて複数のアーム姿勢で小球22の空間座標を測定し、その測定結果に基づいて二次校正パラメータについてのパラメータ校正処理を行う。
(もっと読む)
誤差補正方法、誤差補正装置、及び誤差補正プログラム
【課題】運動誤差の補正を高精度に行える方法を提供する。
【解決手段】予め基準ワーク32を形状測定して得ておいた校正値信号を用いて測定ワーク40を形状測定して得られた測定値信号から運動部26の運動誤差による測定誤差を除去する方法において、該校正値信号は固定部30に対し該運動部26を相対運動しながら該基準ワーク32を形状測定した際の検出器36出力信号から該基準ワーク形状成分を除去したものであり、該測定値信号は該固定部30に対し該運動部26を相対運動しながら該測定ワーク40を形状測定した際の該検出器36出力信号から該測定ワーク形状成分を除去したものであり、該校正値信号を用いて該測定値信号に含まれる成分のうち該校正値信号と最も形状相関の高い成分を運動誤差成分として適応的に除去する工程(S10)を備えたことを特徴とする誤差補正方法。
(もっと読む)
走査ヘッドの較正装置および方法
電動の関節式走査ヘッド(16)における角度測定スケールを、基準加工品(40;60;80)を用いて較正する方法が記載される。この方法は、走査ヘッド(16)に取り付けられた走査プローブ(28)などの表面検出デバイスを走査ヘッド(16)の少なくとも1軸(A1,A2)のまわりに回転させ、基準加工品(40;60;80)に対し異なる複数の角度方向に表面検出デバイスを移動させる工程を含む。次に、その異なる角度方向のそれぞれで、表面検出デバイスにより、基準加工品(40;60;80)の少なくとも1つの特性を測定する工程が実行される。そして、測定された基準加工品(40;60;80)の特性を用い、また付加的に既知または較正済みの基準加工品(40;60;80)の特性を用いて、走査ヘッドの少なくとも1つの測定スケールに対する誤差マップまたは関数を生成する。この方法は、走査ヘッド(16)を移動させるために、座標測定機械(14)などの座標位置決め機械の使用を含むことができる。基準加工品(40;60;80)は、単一の特徴部または配列された複数の特徴部(46;66)を含むことができる。 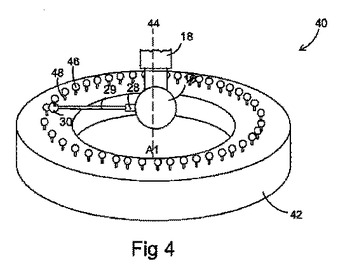 (もっと読む)
(もっと読む)
形状データの画像表示方法
【課題】作業者が機上計測されたワークの被計側面の面状態を常に認識することができ、計測データに反映される機械の異常やワークの異常を瞬時に把握することができ、加工の信頼性を高めることができる形状データの画像表示方法を提供する。
【解決手段】ワーク4の被計測面4aの形状をプローブ8で機上計測し、計測された形状データに基づいて被計測面4aの形状を画面上で表示する形状データの画像表示方法において、被計測面4aの形状データを取得するために、被計測面4a上でプローブ8を相対的に移動させながら、被計測面4a上の多数の計測位置をプローブ8で計測することと、計測により取得された形状データに基づいて、被計測面4aの形状をリアルタイムで表示することと、を備える。隣接する不連続の形状データを曲線補間することにより、連続した形状データを算出し、被計測面4aを3次元曲面で画像表示する。
(もっと読む)
位置度測定用座標検出機、及び位置度測定システム
【課題】位置度測定の信頼性を高めるため十分に多数の測定点数を確保し、全ての測定点毎に正確な測定座標信号を出力する。
【解決手段】検出機2を、ワークWの上方の所定位置に配置された基準プレート5の基準穴SHに上方から挿入して装着されるガイドブッシュ21の筒内に回動自在に挿入されるように長尺筒状に形成され、一方端が測定対象穴に挿入される外筒体22と、外筒体22を介して筒軸周りに回転自在に設け、外筒体22の筒軸とその測定点と間の距離を検出し、対応する距離信号を出力する距離検出手段23と、距離検出手段23の回転角度を検出し、対応する回転角度信号を出力する回転角度検出手段24と、から構成する。
(もっと読む)
1 - 20 / 30
[ Back to top ]