
Fターム[2F068JJ11]の内容
音響的手段による測長装置 (5,715) | 走査手法 (224) | 探触子の移動 (133)
Fターム[2F068JJ11]の下位に属するFターム
Fターム[2F068JJ11]に分類される特許
1 - 16 / 16
超音波肉厚測定方法
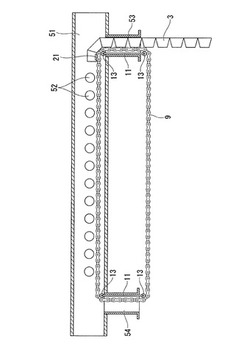
【課題】ガイド管を確実に固定することができ、かつ、管寄せの長手方向に沿う方向の管寄せの位置あわせを容易に行うことができる超音波肉厚測定方法。
【解決手段】管寄せ51に形成された検査孔53から管寄せに接続されたボイラチューブ52内に、ガイド管3を介してケーブルを挿入し、ケーブルに設けられた超音波測定用のセンサプローブによってボイラチューブの肉厚を測定する超音波肉厚測定方法であって、管寄せ51の長手方向に延在するようにレール9を敷設するレール敷設工程と、レール9にガイド管3の先端を固定するガイド管固定工程と、レール9に沿ってガイド管3を移動させるガイド管移動工程と、を含む超音波肉厚測定方法。
(もっと読む)
真空蒸着装置及び薄膜の製造方法

【課題】真空槽内の真空雰囲気を維持しながら振動子から付着膜を除去できる真空蒸着装置及び薄膜の製造方法を提供する。
【解決手段】
真空排気された真空槽11内に蒸着材料の蒸気を放出させ、ホルダ32a、32bに接触して保持された振動子31a、31bの表面に蒸気を付着させ、付着膜の膜厚を測定しながら、基板16に薄膜を形成する薄膜形成方法であって、付着膜の蒸発温度より融点の高い振動子31a、31bとホルダ32a、32bと、ホルダ加熱装置33a、33bとを用いて、真空槽11内の真空雰囲気を維持しながら、ホルダ32a、32bの融点と振動子31a、31bの融点の両方より低い温度でかつ付着膜の蒸発温度以上の温度にホルダ32a、32bを加熱し、ホルダ32a、32bからの熱伝導により振動子31a、31bを加熱し、振動子31a、31bから付着膜を気化させて除去する。
(もっと読む)
超音波探触子及び超音波探傷装置
【課題】測定対象物から離すことなく任意の方向に移動させて高S/N比で厚さ又は亀裂深さを測定する。
【解決手段】超音波探触子10は、超音波振動子11と、前記超音波振動子と測定対象物100との間に配置され、超音波が通過する球体12と、前記球体を回転可能に保持する保持機構と、前記超音波振動子と前記球体との間で超音波を伝播させる液状媒体17とを備える。球体は、外殻12aと、外殻の内部に充填された液体12bとを備える。
(もっと読む)
無接触の管肉厚測定装置及び管肉厚測定
【課題】構造的に簡単な、無接触の管肉厚測定装置を提供する。
【解決手段】少なくとも2つのレーザー超音波測定ヘッド1を、旋回軸を中心に旋回可能な共通の旋回フレーム2に配置し、アブレーティブに励起される超音波によって管の肉厚を測定する。
(もっと読む)
膜厚計測方法および膜厚計測装置
【課題】水中での計測やプローブによる計測が適さない場合であっても、インラインで十分な計測精度を得ることができる膜厚計測方法を提供すること。
【解決手段】円筒状のローラ10の外周面(ローラ外周面11)に接触した状態で移動する膜状またはシート状の部材(シート電極20)を計測対象とする膜厚計測方法であって、超音波を送受信する超音波センサ30を、ローラ10の内部に、超音波を送受信する側がローラ10の径方向の外側を向く姿勢で設け、超音波センサ30によるシート電極20に対する超音波の送受信をローラ外周面11を形成する周壁部12を介して行うことで得られる検出信号に基づいて、シート電極20についての膜厚の計測を行う。
(もっと読む)
三次元画像生成装置及び三次元画像生成方法
【課題】安全で測定精度の良い三次元画像を生成する三次元画像生成装置を提供する。
【解決手段】この三次元画像生成装置110は、被検査対象物6に超音波を送信する送信部と被検査対象物6から反射した超音波を受信する受信部とを備えたプローブ1と、プローブ1の三次元位置情報及び姿勢情報を生成するセンサ2と、所定のエリアに磁界ベクトルを形成するトランスミッタ4と、三次元位置情報及び姿勢情報に基づいてプローブ1から取得された反射画像の三次元形状を演算するPC(演算部)12と、演算結果を三次元画像として表示するモニタ(表示部)14と、センサ2からの座標をリアルタイムに演算する位置検出回路10と、プローブ1から得られた反射画像データを処理するイメージプロセッサ11と、を備えて構成されている。
(もっと読む)
基礎構造物下に存在する杭の調査方法及びそのための測定装置
【課題】杭の位置及び径を精度良く計測できるとともに、測点数を大幅に低減でき、測定労務負担や解析負担を大幅に軽減できる基礎構造物下に存在する杭の調査方法を提供する。
【解決手段】コンクリート基礎構造物1の上面において、順次位置を変えながら加速度センサを設置し、その近傍をハンマー又は鋼球で打撃して得られた波形を周波数解析し、前記コンクリート基礎構造物1の応答スペクトルが卓越する周期又はその近傍周期におけるスペクトル値の分布状態からピーク点を検出することにより前記杭2の縁端位置を複数特定し、これら複数の杭の縁端位置に基づいて杭の位置及び杭径を求める。
(もっと読む)
厚さ計測装置および研削装置
【課題】半導体ウエーハに傷が付いて抗折強度が低下することなく、厚さを正確に計測しながらウエーハを研削する。
【解決手段】チャックテーブル14上に保持したウエーハ1上に水を供給して水膜Wを形成し、この水膜Wに、計測器51の滑走部材52を滑走させながら、滑走部材52に固定した送受器53の送波部57からウエーハ1に向けて超音波を送波する。送受器53の受波部58で、ウエーハ11の上面と下面から反射波を受け、その時間差に基づいてウエーハ1の厚さを算出する。
(もっと読む)
超音波検査の方法及びシステム
【課題】 繰り返し精度及び再現性の高い、画像中の標示を測定する方法及びシステムを提供する。
【解決手段】 画像中の標示を測定する方法(500)及びシステム(300)が提供される。方法は、潜在標示を含む画像データを収集すること(502)と、標示の特徴が強調されるように、画像データを処理すること(504)と、標示がその他のデータから分離されるように、画像データを閾値処理すること(506)と、標示の大きさを判定すること(508)と、判定された標示の大きさを表示すること(510)とを含む。
(もっと読む)
腐食と表面欠陥を走査するための方法と装置
本発明は、パイプラインの安全な使用の寿命を判定する方法および装置に関し、以下のステップからなる。
a)パイプライン上で表面腐食解析の領域を画定するステップ。
b)パイプライン上で画定された領域を走査するための腐食走査システムを提供するステップ。
c)腐食走査システムによって画定された領域の表面上の腐食の位置を特定し、その腐食を測定するステップ。
d)腐食走査システムによって画定領域でのパイプラインの残存壁厚を判定するステップ。
e)ステップc)とd)とで得られた画定領域での腐食に関する表面状態データを処理して、パイプラインの安全な使用の寿命を判定するステップ。
別の態様では、本発明は、本発明による方法を実施するための腐食走査システムに関する。別の態様では、本発明は、パイプラインの安全な寿命を予測するための予測システムに関する。 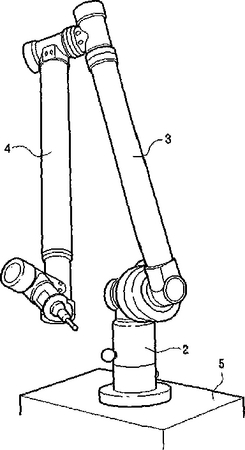 (もっと読む)
(もっと読む)
肉厚監視システム
【課題】既に確立したガイド波による探傷技術を基盤として、遠隔でかつ必要な時に探傷計測するシステムを構築し、更に、これまでの減肉スピードと金属材料の特質を配慮した減肉速度から将来の減肉予想、また、配管の交換時期を予測することを可能とするものである。
【解決手段】超音波信号変換器から出力された超音波信号を配管に入射させ、前記配管中をガイド波として伝播して管壁で反射した反射波を前記超音波信号変換器にて測定することにより前記配管の肉厚を計測する肉厚監視システムにおいて、前記反射波の高さと前記配管の断面減少率との相関関係を予め求め、該相関関係を利用して前記超音波信号変換器にて測定された反射波の高さから前記配管の減肉量を推定し、推定された減肉量が基準値を超えるときには、警告を行うことを特徴とする。
(もっと読む)
弾性波を用いた炉耐火物の残厚測定方法及び炉の寿命予測方法
【課題】高炉等の炉壁に使用されている耐火物の厚さを、鉄皮を大きく開口することなく、精度良く測定することを可能とする、弾性波を用いた耐火物の残厚測定方法を提供すること。前記耐火物の残厚測定方法を用いて炉の寿命予測方法や炉の改修方法を提供すること。
【解決手段】鉄皮と耐火物とにより構成された炉壁を有する炉において耐火物の厚さを弾性波を用いた反射法により測定する方法であって、耐火物の表面位置から耐火物内部へ弾性波を発信し、弾性波の耐火物の炉内側表面からの反射波を鉄皮表面位置において受信することで耐火物の厚さを測定することを特徴とする炉耐火物の残厚測定方法を用いる。または鉄皮表面位置から耐火物内部へ弾性波を発信し、弾性波の耐火物の炉内側表面からの反射波を耐火物の表面位置において受信する。耐火物の表面位置での弾性波の発信・受信は鉄皮に開口部を形成して耐火物表面を露出させて行なうことが望ましい。
(もっと読む)
超音波肉厚測定装置及びその方法
【課題】
超音波検査手法を用いた肉厚測定において、微小肉厚変化に対する評価精度の低下。
【解決手段】
本発明に係わる超音波肉厚測定装置は、受信超音波の中で、最適な繰り返し受信超音波の波数信号を用いて肉厚変動などを判断することにより、その表示画面上で肉厚差表示が誇張され、更に誇張された表示及び被検体全体での肉厚分布表示などにより、微小な肉厚変動の判定などが容易となり、その結果、熟練された検査員以外の人でも容易に測定結果に対する判定が出来、従って、判定ミスが防止できると共に評価データの信頼性も向上する。
(もっと読む)
車両製造工程の締付位置監視装置
【課題】車両ボデーの搬送機への搭載位置の位置ずれの影響を回避し得ると共に、多様な位置関係の締付部位について締付作業が正規の締付部位で行われたか否かを監視し得る車両製造工程の締付位置監視装置を提供する。
【解決手段】インパクトレンチ5に付属の締結具送信機T2に加えて、この締結具送信機の送信と同期状態で測距用超音波送信信号を送信する基準位置送信機T1が用意されると共に、搬送路2に少なくとも3個の受信機R1〜R6が設けられる。受信信号から締結具送信機T2の搬送路座標系の三次元位置を検出し、基準位置送信機T1に対する受信信号から車両ボデー1の基準位置にセットされた基準位置送信機T1の搬送路座標系の三次元位置を検出し、締付部位の三次元位置を基準位置送信機T2の三次元位置を原点とする車両ボデー座標系の三次元位置へ変換することにより、車両ボデー1の座標系の締付部位の三次元位置が締付部位の標準三次元位置に一致するか否かを判断する。
(もっと読む)
埋没物体の非破壊形状診断方法およびその装置
【課題】 転石などの埋没物体の根入れ深さや体積を非破壊で正確に、かつ容易に診断する方法および装置を提供すること。
【解決手段】 30kHz以上の周波数成分を含むチャープ信号を圧電セラミック素子等からなる発信部20に印加し、この発信部20から埋没物体12の内部に弾性波の入力波23を入力し、その反射波24が圧電セラミック素子等からなる受信部21に到達するまでの時間Δtを測定し、入力位置から反射位置までの距離Lを、式 L=Δt×V/2 V:埋没物体12の波動伝搬速度 にしたがって求める。また、反射波到達時間Δtを、反射波24の自己相関解析によってより正確に求める。数箇所で探査することで埋没物体の体積を推定する。
(もっと読む)
金型部材間の接触面積測定方法及び金型の製造方法
【課題】 型板と入子の真実接触面積の測定を可能とし、両者の真実接触面積を調整することによってキャビティ壁面の温度分布を均一化することができるとともに、金型が多数個取りの場合には、各キャビティの熱伝達率を均一に最適化して、全てのキャビティで高い面精度の成形品を量産することができる金型部材間の接触面積測定方法及び金型の製造方法を提供する。
【解決手段】 互いに接触する一と他の金型部材44及び45A,45B…の接触面積を測定する方法であって、超音波検査装置を用い、一の金型部材44から入射した超音波振動を他の金型部材45A,45B…で受信し、受信した超音波振動の減衰率に基づいて、これら一と他の金型部材44及び45A,45B…の真実接触面積を測定する。そして、該測定結果に基づいて前記一と他の金型部材44及び45A,45B…の接触面積を変更する。
(もっと読む)
1 - 16 / 16
[ Back to top ]