
Fターム[2F069GG01]の内容
測定手段を特定しない測長装置 (16,435) | 測定方式 (4,762) | 接触式 (619)
Fターム[2F069GG01]の下位に属するFターム
測定圧に言及するもの (35)
Fターム[2F069GG01]に分類される特許
201 - 220 / 584
基準板を用いた3次元座標測定機
本発明は、被対象物に対する機械的誤差を実時間で補正しながら被対象物の表面座標を精密に測定することができる構造の基準板を用いた3次元座標測定機に関するもので、被対象物の上方に配置されてX軸ステージ軸上に左右に移動自在な状態で設置される測定部と、測定部の上方に配置されて固定される基準板とを備え測定部が、測定部と基準板との間の距離及び測定部と被対象物との間の距離を実時間で測定してX軸ステージの機械的誤差を補正して精密に測定するように設計されているものである。 (もっと読む)
接触トリガー測定プローブ
工作機械などの座標位置決め装置のための測定プローブ(2)が、記述される。プローブハウジング(4)に撓み可能に設置される触針ホルダー(10)を含む。プローブハウジングに対する触針ホルダーの撓みを感知するために、1つ以上のセンサー(20)が設けられる。1つ以上のセンサー(46)により感知された撓みが撓みしきい値などのトリガー条件を満たしている時には、プロセッサ(22;40)は、トリガー信号(T)を生成する。プローブは、測定プローブの加速度を測定するための加速度計(28)も含む。プロセッサにより適用されるトリガー条件は、加速度計(28)により測定された加速度に応じて使用中に変更可能である。この方法において、誤トリガーは抑制される。 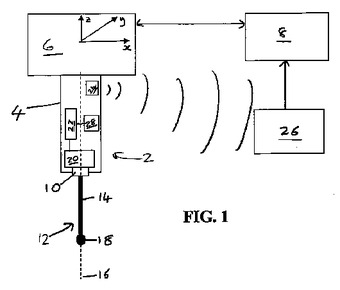 (もっと読む)
(もっと読む)
金型加工データ変更方法

【課題】元の加工データを有効に利用して短時間に二番型用の加工データを得る。
【解決手段】成形品モデルに基づき、NC加工データを作製する。NC工作機械により、NC加工データに基づいて金型を作製する。金型の修正をして一番型を得る。計測器により、一番型を3次元的に計測して、メッシュデータ34を得る。NC加工データにおける加工工具16の移動経路20を示す複数箇所のデータから選択された箇所36で、加工端面16aがメッシュデータ34に対して点接触する位置まで加工工具16をZ方向に移動させる。元のNC加工データを、移動後の加工工具16の位置に基づいて変更する。
(もっと読む)
関節部曲げ測定装置および曲げ測定方法
【課題】関節部曲げ測定装置を簡単な構成により小型化が可能で適用範囲が広く容易に機械的要素に対する安全性評価試験のデータを得ることができるようにする。
【解決手段】関節部曲げ測定装置10は、棒状の測定子本体部11と、この測定子本体部11の先端部にジョイント部19を介して回動可能に設けられた変位測定子12と、装置基体部15内に設けられたポテンショメータ13と、変位測定子12およびポテンショメータ13を連結する計測用ワイヤ14とを備える。計測用ワイヤ14は、測定子本体部11および変位測定子12に設けられた溝部17内に配されている。変位測定子12の角度変位量は、計測用ワイヤ14の移動量によりポテンショメータ13にて検出され、角度変換によって算出される。関節部曲げ測定装置10は、構成が簡単で小型化が図れるため、幼児の指先のような小さな部位を想定することができる。
(もっと読む)
信号処理装置、および測定機
【課題】 適切な重み因子に基づくフィルタ処理により、データに適切に追従するフィルタ出力値を得る信号処理装置を提供する。
【解決手段】 ディジタル信号値を経路に沿った複数の区間に分割する。それぞれの区間ごとに、ディジタル信号値とこのディジタル信号値に対するフィルタ出力値との成分ごとの自乗和に基づく離隔量について中間値を算出する。区間内のディジタル信号値について、各区間における中間値に基づいて重み因子を算出するとともに更新する。算出された重み因子を用いたフィルタ演算を実行してディジタル信号値に対するフィルタ出力値を得る。
(もっと読む)
ロープ溝形状測定装置およびロープ溝形状測定方法
【課題】ロープ溝の摩耗量の測定では、ロープ溝の全周に渡る測定を実施せず、ロープ溝のある部分の代表値の測定のみであり、ロープ溝に偏摩耗などがある場合は正確に検出できない。
【解決手段】ロープ溝21の特定部位の位置を測定する位置センサ4と、この位置センサを溝車2の中心軸方向に沿って移動する軸方向移動手段6と、溝車の回転角度を検出する回転角検出手段9と、位置センサの検出値(位置データ)と軸方向移動手段の駆動量(駆動データ)と回転角検出手段の検出値(回転角度データ)とからロープ溝の断面形状を算出する溝形状演算手段10とを備え、溝車のロープ溝の全周に渡る摩耗状態を測定できるようにした。
(もっと読む)
校正用円環状部品、軸部品、軸受及びこれらの製造方法
【課題】測定機の測定速度を自由に設定でき、この測定機の暗振動も考慮した校正を行える校正用円環状部品を、低コストで得られる構造及びその製造方法を実現する。
【解決手段】円環状素材14に、所定の数の凸部12、12を有するスプライン軸11を圧入する事により、この円環状素材14の外周面にこれら各凸部12、12に対応する数の凹凸を形成する。そして、この外周面に研磨加工を施す事により、これら各凹凸を除去してこの外周面をほぼ円筒面とする。その後、上記円環状素材14をこのスプライン軸11から抜き取る事により、測定面である外周面に、所定の大きさの振幅を有し、上記各凹凸に対応する数の凹凸を、互いに滑らかに連続した状態で形成して、上記校正用円環状部品を得る。これにより、上記課題を解決する。
(もっと読む)
構造物変位推定システム及び構造物変位推定方法
【課題】傾斜計間の梁状構造の被支持体の長さ方向に対する被支持体の傾斜角を推定することができる構造物変位推定システム及び構造物変位推定方法を提供する。
【解決手段】まくらぎ(支持体)5に支持され、1本からなる、又は接合されて1本となる梁状構造のレール(被支持体)3の長さ方向に間隔を空けてレール3に沿って設置されている、レール3の長さ方向に対する傾斜角を測定する複数個の傾斜計6と、この傾斜計6から得られる傾斜角から、傾斜計6,6間毎にレール3の長さ方向に沿った位置に対するレール3の傾斜角を推定する関数を与える演算装置7Bとを有することを特徴とする。
(もっと読む)
構造物変位推定システム及び構造物変位推定方法
【課題】計測点間隔が大きくても変位量を求めることができる構造物変位推定システム及び構造物変位推定方法を提供する。
【解決手段】まくらぎ5に支持されたレール3の長さ方向に間隔をおいて設置されている計測傾斜角を計測する複数個の傾斜計6と、レール3の計測点間部分における補間傾斜角を推定する演算装置とを有し、演算装置は、レール3上の点の長さ方向の位置を表す位置値を示す位置軸と、レール3の傾斜角を表す傾斜角値を示す傾斜角軸とからなる位置−傾斜角座標において、計測点の位置値と計測傾斜角の傾斜角値とで表される座標計測点を含み、位置値に対応した傾斜角値を与える予備補間関数を求め、計測点間の位置値と補間傾斜角の傾斜計値とで表される、予備補間関数上の暫定点を補正することによって、暫定点に代わる仮想座標計測点を求め、座標計測点及び仮想座標計測点を含み、位置値に対応した傾斜角値を与える本補間関数を求める。
(もっと読む)
接触式振動計およびこれを備えた表面性状測定装置
【課題】検査対象物に対して測定力一定制御の応答可能帯域よりも高い周波数までの振動を測定でき、質量効果の影響を低減できる接触式振動計およびこれを備えた表面性状測定装置を提供すること。
【解決手段】接触式振動計を備えた表面性状測定装置は、検査対象物との接触時に発生する測定力を検出し力検出信号として出力する力センサ1、力センサ1を検査対象物の振動に応じて移動させる駆動アクチュエータ133、力センサ1の位置変位情報を検出し変位信号として出力するスケール検出器135を有するプローブ130と、力検出信号を力フィードバック信号として力設定値と比較し、力フィードバック信号が力設定値に一致するように駆動アクチュエータ133を駆動させる力制御ループRFと、力検出信号および変位信号を合成して、検査対象物の振動振幅を取得する信号変換器240を備える。
(もっと読む)
電動式座標測定装置
座標測定装置(10)はハウジング(12)を有し、ハウジングは台(11)上に回転可能に支持され、水平方向並進アーム(15)と係合するキャリッジ(14)を乗せる垂直ピラー(13)が取付けられている。アームの各端のタレット(18、19)が、プローブ(22、23)に接続された回転体(20、21)を収容する。台の回転、キャリッジの垂直運動、アームの水平運動、及びプローブの回転が、ハウジング内のモータ(27、28、29、30)によって駆動される。モータの回転は、ケーブル及びプーリ組立体によってアームとキャリッジに伝達される。アームの横方向動作を制御するケーブル(43)は、キャリッジがピラーに沿って上下に移動する際にケーブルの一定長さ及び張力を維持するために、両端がアーム両端に位置する先端(16、17)に取り付けられ、キャリッジ上側及び下側に位置するピラーの部分に沿って上方及び下方に延在する。プローブを測定表面に対し一定角度で維持するようプローブの回転と基部の回転が協調される。 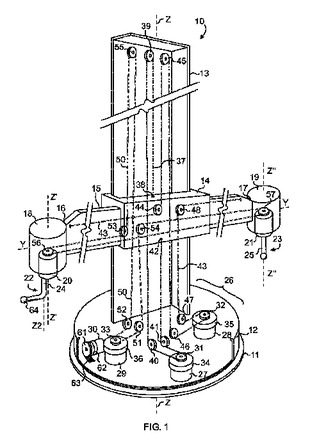 (もっと読む)
(もっと読む)
軸受の回転精度の測定装置
【課題】軸受の組立後のラジアル振れおよびアキシアル振れを高精度に測定する軸受の回転精度の測定装置を提供する。
【解決手段】内輪6の端面に当接して支持固定する内輪受け部材10と、外輪7の端面に当接して支持固定する外輪受け部材11と、この外輪受け部材11上に載置され、適宜な重量からなる重錘12と、外輪受け部材11の上側に配設されて外輪7を回転させる回転ユニットとからなる支持部3と、案内部13aと、これに対して軸受2のラジアル方向およびアキシアル方向に摺動自在にそれぞれ配設された摺動部13bと、これら摺動部13bの先端部に装着され、外輪7の外径または端面に当接する球状の測定球16aを有する測定子16と、摺動部13bに適宜な測定圧を付与するコイルばね17とからなる駆動機構13と、測定子16を介して駆動部13bの変位を読み取るレーザ変位計14とを備えている。
(もっと読む)
ホイールの摩滅量測定方法及びホイールの摩滅量測定装置
【課題】フレッチング摩耗によるホイールの車両ハブとの接触面の摩滅量を簡便にかつ精度良く測定する方法とその装置を提供する。
【解決手段】直方体状の当接部材11に、リニアゲージ12の測定子12cが上記当接部材11の当接面11aに垂直な方向に移動可能に取り付けられた摩滅量測定装置10を、測定子12cの先端が摩滅量が大きい領域である円環状の領域内に位置し、かつ、上記当接部材11の当接面11aが、ホイールに設けられたボルト挿入孔のホイール径方向の外側を結ぶ円とホイール径方向の内側を結ぶ円とに囲まれた略円環状の領域に接するように、測定するホイールの車両ハブ取付面に置き、上記測定子12cの上記当接面11aからの突出量を測定して表示させるようにした。
(もっと読む)
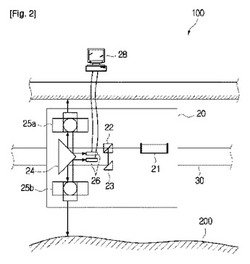
三次元形状測定装置
【課題】接触式プローブ方式と非接触式プローブ方式の両方に対応し、被測定物によって簡単に切り替えることの可能な三次元形状測定装置を実現する。
【解決手段】接触式プローブ方式では、プローブ先端球109を被測定物110に接触させてZ軸アーム103によって倣い走査させ、第1、第2の基準ミラー102、111とプローブ軸ターゲットミラー114を用いて被測定物110の表面形状のデータを得る。非接触式プローブ方式においては、プローブ軸106及びプローブ軸ターゲットミラー114をZ軸アーム103から取り外して、第1、第2の基準ミラー102、111を用いた同じレーザ測長器によって被測定物110の表面形状のデータを得る。
(もっと読む)
測定装置
【課題】長尺の真直形状や大型の平面形状を測定するために水準器に代わる道具として、被測定面に接する点と変位センサあるいは角度センサの組み合わせで多点方を実現するために、被測定面上を走査移動可能なセンサホルダを提供する。
【解決手段】被測定面に対して相対的に移動可能なセンサホルダを、被測定面に対して少なくとも2点の接点を有する形態にして、センサホルダと被測定面との2つの接点とセンサホルダの保持するセンサの測定点との3点によって、真直形状測定のための3点法と動揺の差動出力を得て、その出力から形状を求める。
(もっと読む)
車体の二点の矯正座標点を計測するシステム
【課題】この種の計測システムに、本出願人が提案する発明がある。水準器を備えたゲージ棒と、ゲージ棒の両端に設けたジョイント部材で構成し、ジョイント部材に垂設した位置決めゲージと、一本〜数本の計測ゲージで構成し、計測ゲージで、車輌の歪みを計測する。一本のゲージ棒を基点として、一箇所〜二箇所の歪みを計測できるが、一本のケージ棒を介して、計測するので問題である。
【構成】車体の複数矯正座標点に支持した対の座標位置決め兼支持具と、各座標位置決め兼支持具に、垂下した各座標位置決めスケールと、各座標位置決めスケールに一端を、座標計測支持具に他端を、支持した対の本体スケールと、各本体スケールに、座標計測支持具の他端を支持する際に、スペーサを介在し、本体スケールの他端を、水平面に対して位相を変え、座標計測支持具に支持する構造である。
(もっと読む)
トロイダル面評価方法
【課題】トロイダル面の形状を表す曲率半径等のパラメータを精度よく算出する。
【解決手段】評価対象のトロイダル面を三次元測定器等を用いて形状測定し、2つの曲率半径や軸の回転・傾きの実測値を求める(S1、S2)。次いで、2つの曲率半径、軸の回転・傾きの仮値を、理想面を与える仕様値を基準とした公差の範囲で変化させ、その仮値と実測値との差のPV値が最小となるような仮値をそれぞれ求める(S3〜S6)。そうして最終的に求まった、2つの曲率半径、軸の回転・傾きの仮値を、評価対象のトロイダル面の形状を表す値として出力する(S7)。
(もっと読む)
XYステージ
【課題】バーミラーの形状、スライダの走り、スライダのヨーイング角の情報を、高精度に識別して測定可能な機能を備えるXYステージを実現する。
【解決手段】プラテン上をX軸方向及びY軸方向に位置制御されるスライダと、前記スライダの一辺近傍に配置されたバーミラーと、このバーミラーに光を当てて距離を計測するレーザ干渉計とを具備するXYステージにおいて、
前記バーミラーに沿って等間隔に固定配置された3個の距離計と、
前記スライダを所定距離づつn回(n≧2)平行移動させるスライダ移動手段と、
前記スライダの初期位置及び所定距離の移動毎に、前記距離計の測定値に基づいて前記バーミラーの形状、前記スライダの走り、前記スライダのヨーイング角の少なく共いずれかを演算するバーミラー形状演算装置と、
を備える。
(もっと読む)
レベル面の捻れ検出方法及びその装置
【課題】搬送車の自重等によってレールの敷設時と実際に搬送車がレール上にある時とでレールの状態が異なる場合においても、搬送車と同じように、被測定物としてのレールに沿って走行させるだけで平行する左右のレールの捻れを正確に、かつ動的に連続して検出できるようにしたレベル面の捻れ検出装置を提供すること。
【解決手段】レールR1、R2のレベル面に追従するようにして移動可能とする枠状フレーム1を、左右に平行するレールR1、R2間に掛け渡すように配設する少なくとも2本の横フレーム11と、レールR1、R2の長手方向と同方向に沿うように配設し、かつ横フレーム11の両端部間を連結固定するようにした縦フレーム12とより構成し、縦フレーム12のモーメントを受けやすい両端部にそれぞれ歪みゲージ2を取り付ける。
(もっと読む)
研削装置
【課題】被加工物の被研削面に傷を付けることなく所定の厚さに研削することができる研削装置を提供する。
【解決手段】チャックテーブルに保持された被加工物の上面を研削するものであって、制御手段は、接触式の厚み計測器によって被加工物の加工前の厚み(T1)を計測する第1の加工前の厚み計測工程と、非接触式の厚み計測器によって被加工物の加工前の厚み(T2)を計測する第2の加工前の厚み計測工程と、被加工物の加工前の厚み(T1)と(T2)に基づいて非接触式の厚み計測器による計測値を補正する補正値(T1/T2)を求める補正値演算工程と該非接触式の厚み計測器を作動してチャックテーブルの保持面に保持された被加工物の厚みを計測しつつ研削手段を作動して被加工物を研削する研削工程と、非接触式の厚み計測器によって計測された被加工物の厚み(T0)に補正値(T1/T2)を乗算した値が所定値に達したら研削手段による研削を終了する研削終了工程を実行する。
(もっと読む)
201 - 220 / 584
[ Back to top ]