
Fターム[2F069GG01]の内容
測定手段を特定しない測長装置 (16,435) | 測定方式 (4,762) | 接触式 (619)
Fターム[2F069GG01]の下位に属するFターム
測定圧に言及するもの (35)
Fターム[2F069GG01]に分類される特許
121 - 140 / 584
測定装置
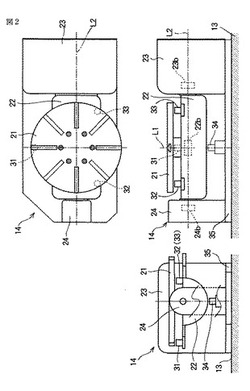
【課題】被検物を高精度に測定する。
【解決手段】測定装置11の傾斜回転テーブル14は、被検物が載置され、回転軸L1を中心に回転駆動する回転テーブル21と、回転テーブル21が回転可能に装着され、水平方向に延びる傾斜軸L2を中心に傾斜駆動する傾斜テーブル22を備える。また、傾斜回転テーブル14は、傾斜テーブル22に対する回転テーブル21の変位を測定する変位センサ31乃至33と、傾斜テーブルの鉛直方向の変位を測定する変位センサ34を備える。本発明は、例えば、傾斜回転テーブルを有する測定装置に適用できる。
(もっと読む)
位置認識装置及び位置認識方法並びに位置決め装置

【課題】半導体ウエハの位置認識及び位置決めの精度を向上でき、信頼性を高めることができるようにすること。
【解決手段】位置認識装置11は、半導体ウエハWの端縁の位置を検出可能な複数のセンサa1、a2、b1、b2を備えた検出手段16と、半導体ウエハWと検出手段16とを直線方向に相対移動可能な移動手段17と、検出手段16の検出データから半導体ウエハWの中心位置を算出可能な制御手段18とを備えて構成されている。検出手段16は、前記相対移動する直線方向に対して直交する方向に、所定間隔を隔てて少なくとも4か所にセンサa1、a2、b1、b2が設けられている。
(もっと読む)
回転確認機構
【課題】全周にわたり高さなどの変位を測定するための回転装置において、測定対象が回転していることを簡易な構造で確認できる手段を提供する。
【解決手段】全周にわたり高さなどの変位を測定するための回転装置において、測定対象である回転対象物の上面に載置されるおもりの回転を、該おもりに備え付けられた検知対象部の通過により確認する回転確認機構であり、上記おもりは、上記回転対象物の被測定部位を覆わず、回転とともに該被測定部位の変位を測定することが可能な形状であり、前記回転対象物に回転力を与える機構と接触しないことを特徴とする回転確認機構を提供する。
(もっと読む)
試験片の測寸装置
【課題】 試験片の位置を正確に設定することができ、試験片の寸法を精度よく測定することが可能な測寸装置を提供する。
【解決手段】 試験片1の両端をその下方より支持して搬送する一対のコンベア11と、このコンベア11により搬送された試験片1を撮影することにより試験片1の幅を光学的に測定する幅測定機構3と、このコンベア11により搬送された試験片1を上下方向から挟持することによりその上下方向の厚さを測定する厚さ測定機構4と、コンベア11による試験片1の搬送経路上に配設され試験片1の両端部に当接可能な当たりブロック6とを備える。
(もっと読む)
インストルメントパネルの取付装置及び取付方法
【課題】車室内にインストルメントパネルを高精度に取り付けることを可能にするインストルメントパネルの取付装置及び取付方法を提供する。
【解決手段】インストルメントパネルの取付装置10は、ボディ14における対称位置で左右一対の車体側測定基準部120の車幅方向位置を計測する一対の第1変位計112と、車室内に搬入される前のインストルメントパネル24における対称位置で左右一対のインパネ側測定基準部122の車幅方向位置を計測する一対の第2変位計116と、第1変位計112及び第2変位計116によって得られる信号から、平面視のボディ中心位置C1及びインパネ中心位置C2を求める演算部134と、演算部134から供給される中心差ΔCに基づいてインストルメントパネル24の車幅方向位置を調整する調整手段85とを有する。
(もっと読む)
加工仕上げ面の検査システム及び検査方法
【課題】画像から迅速にビビリマークを評価できる加工仕上げ面の検査システム及び検査方法を提供する。
【解決手段】回転工具により機械加工された加工仕上げ面の検査方法であって、前記加工仕上げ面を観察してビビリマークの有無を判断し、観察によりビビリマークが確認された場合にビビリマークの幅寸法を前記回転工具の回転軸方向で計測し、計測されたビビリマークの幅寸法がしきい値以上である場合にビビリマークの深さが許容値以上であると判定する。その結果、画像より加工仕上げ面の検査が迅速に可能となる。ビビリマークの深さが許容値よりも深い場合には表面の研磨を行い、再度加工仕上げ面の検査を実施する。
(もっと読む)
測定方法及び測定装置
【課題】現場等での測定が可能でありながら、迅速な測定を行える測定装置及び測定方法を提供する。
【解決手段】ゼロ点誤差Δzは、始点と終点におけるプローブMPの傾斜の差αN0から容易に求めることができ、これにより、被測定面全体の形状を精度良く求めることができる。即ち、水準器ELで2回傾斜を読み取るのみでゼロ点誤差Δzを得ることができるから、測定時間の短縮を図ることができ、例えば現場等での作業も容易である。
(もっと読む)
車両のホイールアライメント調整方法
【課題】専用の評価装置を設けることなく、アライメント調整装置でスラスト角を調整できる車両のホイールアライメント調整方法を提供すること。
【解決手段】本発明の車両のホイールアライメント調整方法は、車両の左右前後の車輪の位置を検出するステップと、予め設定されている装置中心線MCに平行な方向への車輪13、14のずれ量を測定するセットバック量測定ステップと、左右の車輪13、14の装置中心線MCに直交する方向の距離を測定するトレッド量測定ステップと、測定ステップにより測定したセットバック量Sおよび後軸トレッド量TBに基づいて、スラスト角θを算出するステップと、を備える。
(もっと読む)
輪郭形状測定装置
【課題】 生産現場においても、短時間で自動的にころの輪郭形状を精度良く測定し、形状評価が行える輪郭形状測定装置を提供する。
【解決手段】 被測定物支持手段1により支持されたころWに対し、センサ移動機構4によりセンサ3を軸方向および垂直方向に移動させ、センサ3の先端の測定子2をころWに接触させる。測定動作制御手段はセンサ移動機構4に一連の測定動作を行わせ、測定値記憶手段はころWの軸方向複数箇所のセンサ3の測定値を記憶する。判定手段は、測定値記憶手段に記憶されたころWの測定結果と、前記寸法データとを比較する。
(もっと読む)
光学式やタッチプローブ型の測定機構部及び軸体支持機構部を有する軸体測定装置及び該装置による軸体の諸元及び精度の測定方法
【課題】 一体構造の装置で任意の形状の軸体の各部の諸元,精度等を効率的に、かつ高精度に測定できる軸体測定装置及びそれによる軸体の諸元及び精度の測定方法を提供する。
【解決手段】 軸体測定装置100は軸体200の外径,真円度,振れ,偏芯,キズ等を測定する光学式測定機構部1と、軸体200の幅寸法や振れ等を測定するタッチプローブ型測定機構部2と、軸体200を支持する軸体支持機構部3と、これ等の制御部4等を一体構造に配置したものからなる。また、タッチプローブ型測定機構部2の接触子2a等の位置調整等を行う接触子補正具7が設けられている。また、測定方法の1つとして外径寸法は軸体200に光学式測定機構部1の投光部1aから光線を当てて通過光線を受光部1bで測定することにより容易に求められる。
(もっと読む)
回転装置
【課題】窪みまたは孔を有する回転対象を回転させながら高さ測定する際、浮き上がりを防止して、測定誤差を少なくできる装置を提供する。
【解決手段】窪みまたは孔を有する回転対象を回転させる装置において、前記回転対象の浮き上がりを防ぐために前記回転対象の窪みまたは孔の内側から外側に向かって把持する力を加える把持部と、前記把持部を下方向に押し下げる下降シリンダ部とにより、上方向から浮き上がりを規制する力を加えることを特徴とする回転装置を提供する。
(もっと読む)
金属板の面歪みの評価方法、金属板の面歪みの評価値演算装置及びプログラム
【課題】評価対象の金属板の面歪みを直接的、定量的に評価できるようにする。
【解決手段】測定装置200により取得された金属板1の表面形状の計測値を入力とし、補間部102において、測定装置200による計測値を直交格子状に補間した上で、ガウス曲率計算部103において、直交格子点上の値、すなわち測定装置200による計測値が直交格子点上にあればその計測値、測定装置200による計測値が直交格子点上になければ補間計算値を用いてガウス曲率を計算する。
(もっと読む)
金属帯板の形状測定装置
【課題】コンパクトな構造で、金属帯板の材質によらず精度よく形状を測定することができ、データ伝送においても外乱が小さい金属帯板の形状測定装置を提供する。
【解決手段】金属帯板1が巻き付けられるように設置され、表面に1本以上の螺旋溝30が形成され、螺旋溝30に径方向に貫通する穴である溝部穴40が2箇所以上形成される中空円筒10と、中空円筒10に嵌合する薄肉円筒20と、中空円筒10の内部を貫通し、この中空円筒10を回転可能に支持する静止軸50と、静止軸50の軸方向におけるそれぞれの溝部穴40に対応する位置に設置され、金属帯板1を薄肉円筒20に巻き付けたときの薄肉円筒20の変位を測定するセンサ60と、センサ60により測定した薄肉円筒20の変位から、金属帯板1の板幅方向における張力の分布を演算する演算手段120とを備えた。
(もっと読む)
三次元形状測定方法
【課題】被測定物の三次元形状の測定精度をより一層向上させることができる三次元測定方法を提供する。
【解決手段】被測定物の表面に沿ってプローブを走査して、XY座標データを取得するとともに、光干渉計によりXY座標データに対応するA相正弦波信号値とB相正弦波信号値とを取得し、それらの信号値の位相差と2乗和平方根とを算出し、位相差に基づいてZ座標データを取得するとともに、2乗和平方根によりプローブのZ軸方向に対する傾き角度を求め、当該傾き角度からプローブと被測定物との接点の位置ズレ量を算出し、XY座標データとZ座標データと位置ズレ量とを合成して、X軸、Y軸、及びZ軸における各座標データを取得し、被測定物の三次元形状を測定する。
(もっと読む)
三次元測定機
【課題】精度よく測定しなければならない小さい領域と、精度よく測定しなくてもよい大きな領域とが混在する大きな被測定物を適切に測定することができる安価な三次元測定機の提供。
【解決手段】三次元測定機1は、三次元測定機本体2と、制御装置3とを備える。三次元測定機本体2は、測定子を有するプローブ4と、プローブ4を駆動する駆動機構5とを備える。プローブ4は、測定子を駆動する駆動部43を備える。制御装置3は、第1測定部321と、第2測定部322とを備える。第1測定部321は、駆動部43にて駆動される測定子の移動量を測定する。第2測定部322は、プローブ4の移動量を測定する。また、第2測定部322による測定精度は、第1測定部321による測定精度より低い。
(もっと読む)
移動機構の防塵装置および測定機
【課題】可動部材への影響を極力低減できる防塵装置およびこれを用いた測定機を提供する。
【解決手段】ステージ2を挟む第1蛇腹部材31および第2蛇腹部材32と、蛇腹部材31,32の伸縮方向に対して直交する幅方向両端側にステージ2の移動方向に沿って配置され蛇腹部材31,32のステージ側端部をガイドするガイド機構50と、ステージ2の移動に同期して第1蛇腹部材31および第2蛇腹部材32が伸縮するように、ステージ2と第1蛇腹部材31の連結部材33および第2蛇腹部材32の連結部材34との間に掛け回されたワイヤ60とを備える。ワイヤ60は、ステージ2の略重心を通りかつステージ2の移動方向に沿った軸線上に配置されている。
(もっと読む)
精密構成要素の公差を迅速に検証するための装置
【課題】製造及び品質レベルを大幅に上昇させる自動化又は半自動化された検査プロセスを提供すること。
【解決手段】鍵再設定可能な錠シリンダのロッキングバー、ラック及びピン、並びに他の精密公差の小型構成要素の各々を、1.5秒の平均サイクル時間で検査し、分類し、再圧印加工するための自動化された検査システムである。この検査システムは、組み合わせられたゲージ並びに目視公差チェック及び分類のために、種々のカメラ検査ステーション、機械ゲージ・ステーション及び/又は圧印加工ステーション内に構成要素を再配向する高速空気圧式分類マトリクスを含む。欠陥は目視及び機械ゲージ検査の組み合わせにより識別され、分類された構成要素は、不合格部品、合格部品、要圧印加工部品の3つの容器に分類される。検査/分類システムは、繰り返し精度0.00005906で、0.00011811”までの公差チェックが可能である。
(もっと読む)
移動機構の防塵装置および測定機
【課題】可動部材への影響を極力低減できる防塵装置およびこれを用いた測定機を提供する。
【解決手段】Y軸移動機構3を覆う帯状の1枚の防塵シート30を備える。防塵シート30は、ステージ2の移動領域のうち、ステージ2を挟んだ一方側の開口23を覆うとともに一端がステージ2に連結された第1表面覆部31と、ステージ2を挟んだ他方側の開口23を覆うとともに他端がステージ2に連結された第2表面覆部32と、第1表面覆部の他端と第2表面覆部の一端とを連結するとともにY軸移動機構3を挟んで第1表面覆部および第2表面覆部とは反対側に配置された裏面覆部33とを有し、これらの覆部が前記可動部材の移動に伴って回行可能に構成されている。
(もっと読む)
内面検査装置とこれを備える内面加工検査装置
【課題】切削加工後の長尺シャフトなどの管状部材の内面を簡単に検査できる内面検査装置を提供する。
【解決手段】管状部材1の内面2を加工する内面検査装置であって、管状部材1を固定する固定装置10と、固定装置10により固定された管状部材1の内面2を加工する加工機20、30、40と、内面2に区画された管状部材の内部空間に位置した状態で、加工機に加工された内面2を検知する内面検査ヘッド15と、を備える。
(もっと読む)
測定スタンドおよびその電気制御方法
【課題】 特に薄層の厚さ測定に適した、測定用プローブを保持する測定スタンドおよびその制御方法の提供。
【解決手段】 測定用プローブ(26)を保持する保持器(24)を担持する変位部材(23)と、その変位部材を測定用プローブとともに上下に駆動する駆動ユニット(35)との間に、フリーホイール機構(51)を介在させ、測定用プローブ(26)または保持器(24)が測定対象(14)に接触すると、駆動ユニット(35)による駆動が変位部材(23)から切り離され且つスイッチング・デバイス(58)がスイッチング信号を制御ユニットへ送出する。
(もっと読む)
121 - 140 / 584
[ Back to top ]