
Fターム[2F069GG01]の内容
測定手段を特定しない測長装置 (16,435) | 測定方式 (4,762) | 接触式 (619)
Fターム[2F069GG01]の下位に属するFターム
測定圧に言及するもの (35)
Fターム[2F069GG01]に分類される特許
141 - 160 / 584
面形状測定機、面形状測定方法、及び面形状の測定値の解析方法
【課題】軸を中心として回転対称な非球面部材における非球面の輪郭形状の測定において、軸を挟んだ対称な有効径の範囲全体を対象とすることなく、短い時間で輪郭形状の誤差を高精度に測定可能な面形状測定機、測定方法及び面形状の測定値の解析方法を提供する。
【解決手段】軸Aを挟んだ非対称な範囲Mにおいて、軸Aの一方の側の所定位置から他方の側の別の所定位置までの非球面の輪郭形状を測定し、範囲Mにおける非球面の輪郭形状の測定値を用いて、測定値を得ていない軸Aを挟んだ他方の側の所定範囲に仮測定値として補完し、次いで、軸Aを挟んだ非対称な範囲と仮測定値を補完された範囲とを合わせた範囲において、測定値と仮測定値と非球面の輪郭形状の設計値とを用いて、所定の収束条件を満たすまで収束計算を行なうことにより、非球面の輪郭形状の誤差を算出する。
(もっと読む)
形状測定機、及び形状測定方法

【課題】被測定物の形状を適切に測定することができる形状測定機、及び形状測定方法の提供。
【解決手段】三次元測定機1は、被測定物に当接する測定子と、測定子を移動させるスライド機構24、及び駆動機構25と、スライド機構24、及び駆動機構25を制御するホストコンピュータ5とを備える。ホストコンピュータ5は、測定子の内部に設定された所定の点を仮測定点として仮測定点の位置を時系列で取得する仮測定点取得手段51と、仮測定点取得手段51にて取得された仮測定点の位置と、測定子の表面形状をモデル化した測定子モデルとに基づいて、測定点の位置を推定して取得する測定点推定手段52とを備える。測定点推定手段52は、対象モデル配置部521と、領域設定部522と、前後モデル配置部523と、範囲設定部524と、測定点取得部525とを備える。
(もっと読む)
測定方法及び測定装置
【課題】繋ぎ合わせ演算を高精度に行うことが可能な測定方法を提供する。
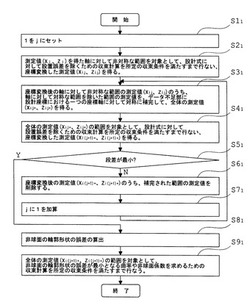
【解決手段】本発明の測定方法は、被測定物を複数の部分領域に分割して測定し、複数の部分領域を繋ぎ合わせて被測定物の全体形状を測定する測定方法であって、複数の部分領域を測定するステップS501〜S511と、基準となる部分領域における誤差を固定するステップS102と、複数の部分領域における各誤差を算出するステップS105と、各誤差に応じた補正を行って複数の部分領域を繋ぎ合わせるステップS107とを有し、ステップS102〜S107は、基準となる部分領域を変えて繰り返し実行される(S110)。
(もっと読む)
機上測定システム
【課題】測定結果の測定精度の高い、ワークの3次元曲面形状を自動測定できる機上測定システムを提供する。
【解決手段】機上測定システム100は、3次元的にXYZ各軸方向に移動自在な主軸51を備えた工作機械50と、測定対象であるワークWの近傍に設置され、それ自体では動力を持たない複数の関節部16a、16b、16cと複数のアーム部15a、15b、15cを有するとともに、その先端部18に非接触式、または接触式の形状測定子9を設けられた多関節型アーム式測定器10と、主軸51に取り付けられ、形状測定子9がワークWに臨むように先端部18を主軸51に取り付ける結合部20と、結合部20の形状が反映させ、測定しようとするワークWの所望の箇所に形状測定子9を動かすように工作機械50を移動させる測定経路プログラムを具備した制御部を含み、ワークWを精度よく自動測定する。
(もっと読む)
特定部位検出方法、及び該方法を用いた試料分析装置
【課題】従来のデジタル画像相関法では負荷試験前後の試料上の同一点を探索するために輝度画像上で識別可能な模様が必要であり、こうした模様がない場合にはマーキングを行う必要があった。本発明ではこうしたマーキングを行うことなく高い精度での同一点探索を行えるようにする。
【解決手段】金属試料片では表面の平滑化処理を行っても、微細で且つ試料毎及び部位毎に相違する凹凸プロファイルが存在する。そこで、負荷試験前の試料の凹凸プロファイル(基準高さ分布)と負荷試験後の試料の凹凸プロファイル(比較対象高さ分布)とを用い(S1、S2)、デジタル画像相関法と同様の手法により相関係数の分布を求め(S3〜S8)、最大の相関係数を与える位置が同一点であるとして(S9、S10)、負荷試験前の試料上の注目点に対応する負荷試験後の試料上の点を求める。
(もっと読む)
軌道鉛直変位計および軌道鉛直変位計測方法
【課題】
軌条の挙動特に鉛直方向変位の計測は安全管理面から極めて重要であるにもかかわらず直接的に計測することは振動、衝撃等の影響から一般的には行なわれていないのが現状である。
【解決手段】
(1)電解液傾斜受感素子を内蔵し、取付面部とスペース部材を有した軌道鉛直変位計を提供する。
(2)前記軌道鉛直変位計を軌条の一定区間毎に複数設け、これら出力を鉛直方向変位量に変換するようにした軌道鉛直変位計測方法を提供する。
(もっと読む)
繋ぎ目検出装置及び測長装置
【課題】連続帯状体の表面に検出部を変位可能に接触配置し、変位センサー部は変位信号を出力し、A/D変換部が変位データを出力し、しきい値演算部は変位データを基にしきい値を求め、比較判定部は変位データがしきい値よりも大であるとき判定信号を出力し、繋ぎ目信号出力部は判定信号が出力されたとき繋ぎ目信号を出力し、繋ぎ目検出精度を高めることができる。
【解決手段】繋ぎ目Jに凸部を有してなる連続帯状体Wの表面に接触して変位可能な検出部1を設け、繋ぎ目検出装置において、変位信号を出力する変位センサー部5と、変位信号をデジタル数値化して変位データDを出力するA/D変換部6と、しきい値Tを求めるしきい値演算部7と、変位データがしきい値よりも大であるとき判定信号を出力する比較判定部8と、判定信号が出力されたとき繋ぎ目信号を出力する繋ぎ目信号出力部9とを備えてなる。
(もっと読む)
面形状測定機、面形状測定方法、及び面形状の測定値の解析方法
【課題】軸を中心として回転対称な非球面部材における非球面の輪郭形状の測定において、軸を挟んだ対称な有効径の範囲全体を対象とすることなく、短い時間で輪郭形状の誤差を高精度に測定可能な面形状測定機、測定方法及び面形状の測定値の解析方法の提供。
【解決手段】軸を挟んだ非対称な範囲Mにおいて非球面の輪郭形状を測定し、軸を挟んだ対称な範囲Maにおける測定値と非球面の輪郭形状の設計値とを用いて所定の収束条件を満たすまで収束計算を行なう。次いで、範囲Mから範囲Maを除いた範囲Mbにおける収束計算後の測定値を、軸を挟んだ他方の側の範囲Cに軸対称に仮測定値として補完する。次いで、範囲Mと範囲Cとを合わせた範囲において、範囲Mにおける収束計算後の測定値と仮測定値と非球面の輪郭形状の設計値とを用いて所定の収束条件を満たすまで収束計算を行ない、非球面の輪郭形状の誤差を算出する。
(もっと読む)
シリンダボアの熱変形測定装置
【課題】温間での測定においてシリンダボアの壁面の温度分布の変化を低減するとともに、エンジン実働時に近い温度分布を実現させてシリンダボアの正確な熱変形を測定できるシリンダボアの熱変形測定装置を提供する。
【解決手段】シリンダボア2に挿入されるピストン状の本体20と、本体20に設けられ、ボア壁面3のシリンダボア2の径方向の位置を読み取るギャップセンサ30と、本体20をシリンダボア2の高さ方向に所定の範囲で上下動させる駆動機構と、ギャップセンサ30をボア壁面3に沿う円周方向に回転させるとともに円周方向における所定の位置で位置決めするロータ27と、ギャップセンサ30の高さ方向における位置を読み取る回転センサ等と、ギャップセンサ30の円周方向における位置を読み取るロータリエンコーダ等と、を備えた。
(もっと読む)
管の機械加工方法
本発明は、コンピュータ制御された管の機械加工、特に、レーザによる管の切断のための方法に関する。上記方法は、以下のステップを備えている。
−或る長さの管を供給するステップと、
−コンピュータ制御された機械加工ステーションに上記供給された管を配置するステップと、
−上記供給された管を機械加工するために、上記機械加工ステーションを制御するためのプログラムを実行するステップと、
−上記コンピュータ制御された機械加工ステーションに上記管を配置する前に、上記供給された長さの管の寸法を計測するステップ。 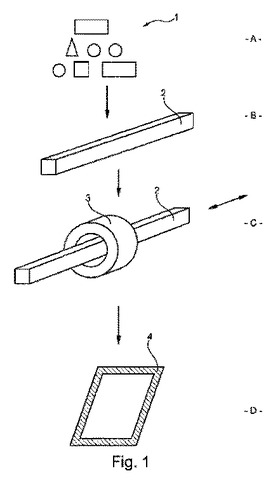 (もっと読む)
(もっと読む)
作業装置
【課題】移動機構部の先端に着脱可能なヘッド部を、空間内の目標位置に高精度に位置決めすることができる作業装置を提供する。
【解決手段】形状測定装置(作業装置)100は、形状センサ部17が内蔵されたプローブ(ヘッド部)12と、所定の空間内でプローブ12を移動させるアーム部(移動機構部)11に、このプローブ12を取り付け可能な取付部16と、空間内における所定の目標位置にプローブ12を位置決めする空間位置決定部30と、を有する。
(もっと読む)
形状測定装置
【課題】被測定物体の形状を高精度に測定することができる形状測定装置を提供する。
【解決手段】形状測定装置100を、被測定物体15の形状を測定して検出値を出力するプローブ12と、所定の空間内でプローブ12を移動可能に保持する保持機構部(アーム部11)と、プローブ12を移動させて、プローブ12により検出された被測定物体15の検出値及びアーム部11の位置情報から測定値を算出する制御部20と、互いの距離の真値が既知の複数の基準器31と、基準器31間の距離をプローブ12で測定し、基準器31間の距離の測定値と基準器31間の距離の真値とから、この測定値が真値に一致するように補正する演算部32と、から構成する。
(もっと読む)
直線案内機構および測定装置
【課題】長ストロークに対応しつつ、良好な直線性を確保できる直線案内機構および測定装置を提供する。
【解決手段】直線案内機構は、固定部材1と、移動部材2と、固定部材1と移動部材2との間に配置され移動部材2を移動可能に支持する第1の2重平行板ばね機構11Aおよび第2の2重平行板ばね機構12Aとを備える。第1の2重平行板ばね機構11Aおよび第2の2重平行板ばね機構12Aは、移動部材2の移動軸線を中心として180度以外の角度(例えば90度)で配置されている。
(もっと読む)
操作性や使い勝手の良いマイクロメータ装置
【課題】操作性や使い勝手に優れたマイクロメータ装置を提供する。
【解決手段】測定子9を用いて微少変位を測定するマイクロメータ装置28において液晶表示装置又は有機EL表示装置からなる表示装置22に操作プログラムや測定結果を分り易く表示し、また独立な機能をもつ多数のキーからなる操作パネル24を備えることで入力操作が簡単に行える。更にマイクロメータ装置を何台並べる多連測定において測定条件が同一の場合、測定条件転送手段20により1台目29の測定条件を2台目以降28,30に一括に転送することで各本体の測定条件の入力が効率的になる。
(もっと読む)
プローブのアライメント調整方法および形状測定機
【課題】作業者の熟練度に左右されることなく、プローブの角度を能率的かつ高精度に調整することができるプローブのアライメント調整方法および形状測定機を提供。
【解決手段】軸部の先端に接触部を有するプローブと被測定物とを相対移動させるとともに、その相対移動方向に対して直交しかつ軸部と交差する方向からプローブの移動軌跡画像を撮像する工程ST2と、撮像されたプローブの移動軌跡画像から相対移動方向を示す基準直線L1および軸部の傾きを示すプローブ軸線L2を抽出する工程ST3と、抽出された基準直線L1に対するプローブ軸線L2の傾きを演算して求める工程ST4と、求められたプローブ軸線L2の傾きに基づいてプローブの傾きを調整する工程ST6とを備える。
(もっと読む)
合金鋼の表面上に形成された窒化物層を検出しかつ除去する方法
【課題】その上に磁性表面層が形成された非磁性合金製の構成要素を処理する方法を提供する。
【解決手段】本方法は、(a)較正マグネットゲージの磁石を構成要素の表面と接触させるステップと、(b)磁石を構成要素の表面から引離しかつ該磁石を引離すのに必要な力を測定するステップと、(c)その力を磁性表面層の厚さと相関させるステップと、(d)表面層の厚さが所定の最小厚さよりも大きい場合には、該表面層を除去するステップとを含む。
(もっと読む)
タービン発電機におけるステータコイルの接続組立の3次元形状測定方法及び3次元形状測定装置用冶具
【課題】 レーザ非接触式3次元形状測定装置と多関節接触式3次元形状測定装置を併用することで、表面形状を容易に高精度に測定することにある。
【解決手段】 タービン発電機におけるステータコイル接続組立の3次元形状を測定するに際して、レーザ非接触式3次元形状測定装置により予め設定された測定範囲におけるステータコイル接続組立の測定部位の3次元形状を測定する第1のステップ(S11)と、エンコーダが内蔵された関節により複数本のアームを連結してなる多関節接触式3次元形状測定装置により予め設定された測定範囲におけるステータコイル接続組立の測定部位の3次元形状を測定する第2のステップ(S12〜S14)と、前記第1の測定ステップで測定された3次元形状データと前記第2の測定ステップで測定された3次元形状データ及び手計測による局所的な部位の形状測定データを総合的に合成して最終的にステータコイル接続組立の設計図を起こす第3のステップ(S17,S18)とを備えている。
(もっと読む)
光学素子設計製造支援システム
【課題】 光学素子製造において、光学素子製品の低コスト、短納期を実現可能とする光学素子設計製造支援システム、および光学素子計測システムを提供する。
【解決手段】 光学有効面設計形状を定義する数式情報を記録したデータと、光学素子全体形状を記録した3DCADデータと、光学素子形状計測に用いる測定治具、雇設計形状を記録した3DCADデータを関連付けて一元管理する。本発明による光学素子設計製造支援システムは、これら設計情報のデータ管理システムと、光学素子や測定治具、雇設計時に実施する設計制約条件自動判定演算手段と、判定結果に基づいた設計製造ワークフロー制御機能を備える。これより、人手が介在することによるデータ処理ミス、および設計制約条件に起因した再設計や再測定といった製造工程の戻りが解消可能となる。
(もっと読む)
ウェブ基準を使用して位相固定したウェブ位置信号
ウェブの移動エンコーダ信号を検知したウェブ基準信号に位相固定すること含む、ウェブ位置の決定を向上させるための手法。基材の長手方向軸に沿って配置された基準が検知され、対応するセンサ信号が生成される。推定ウェブ位置は、1つ以上のエンコーダ信号によって提供される。センサ信号とエンコーダ信号との間の位相差が計算され、位相差に基づいてウェブ位置の誤差が決定される。ウェブ位置の誤差信号は、ウェブ位置の決定の精度を向上させるエンコーダ信号を調整するためにフィードバックすることができる。  (もっと読む)
(もっと読む)
キャップ検査装置及びキャップ検査方法
【課題】検査対象の容器の大きさが異なる場合でも容易に対応可能なキャップ検査装置を提供する。
【解決手段】口金部101にキャップCPを装着した樽100がコンベア2の搬送経路に沿って搬送され、樽100の上方からキャップCPの天面Uの傾斜を検知するキャップ検査装置1であって、搬送経路の上方に設けられ、天面Uの同一直線上にない3点の測定範囲A1〜A3までの距離を計測する計測ユニット3と、計測ユニット3の計測結果に基づいて、天面Uが傾斜しているか否かを判別する制御装置10と、を備えた。
(もっと読む)
141 - 160 / 584
[ Back to top ]