
Fターム[2F069GG63]の内容
測定手段を特定しない測長装置 (16,435) | 測定方式 (4,762) | 測定子の数 (697) | 2つ (150)
Fターム[2F069GG63]に分類される特許
101 - 120 / 150
測長装置

【課題】ステージのガイドの真直度誤差、テーブルの運動誤差をリアルタイムで補正することができ、これらの誤差による形状測定への影響を最小限に抑えた高精度の形状測定を実現することができ、しかも構造が簡単で、比較的安価に実施できる形状測定用測長装置を提供する。
【解決手段】接触式又は非接触式のプローブを用い、測定物またはプローブのいずれかを可動テーブルに搭載して相対移動させることで、測定物を測長する装置において、端子を測長方向に沿う方向に向けて配置され、測定物をスキャンする第1のプローブと、端子を測長方向に沿う方向に向けて配置され、平面基準面をスキャンする第2のプローブと、前記第2のプローブからの測定情報と第1のプローブからの測定情報を処理して可動テーブルのガイドの真直度誤差および可動テーブルの運動誤差を補正する手段とを備えた。
(もっと読む)
回転角度検出装置

【課題】ギア間のガタつきが少なく検出精度の高い回転角度検出装置を提供する。
【解決手段】ステアリングシャフトと一体に回転するロータ歯車3の回転を遊星歯車機構によって構成された減速機構5によって減速し、該減速後の回転を減速側検出用ギア6に伝達するものとしたので、回転の伝達効率がよく、また減速機構5を構成する各ギアの軸が同一方向であるため、ステアリングシャフトの回転を少ないガタによって減速側検出用ギア6に伝達することができる。したがって、減速機構5でのガタつきが少ないのでステアリングシャフトの回転角をより正確に検出することができる。
(もっと読む)
位置検出装置、および画像形成装置
【課題】温度変化が生じても、マークの位置を正確に検出すること。
【解決手段】転写ベルト10上のマーク5を検出する光ピックアップ6a、6bと、光ピックアップ6a、6bを収容するケース1011、1012と、ケース1011、1012を固定位置1021、1022に固定して保持する回路基板1005とを備え、固定位置1021、1022を含む面であって、転写ベルト10の移動方向に垂直な面である固定位置面から、検出位置1031、1032を含む面であって、転写ベルト10の移動方向に垂直な面である検出位置面までの、ケース1011、1012における部位の温度変化による転写ベルト10の移動方向に平行な方向の膨張量の合計である総膨張量と、回路基板1005における固定位置1021、1022の間の部位の温度変化による膨張量とが略同一であること。
(もっと読む)
回転角度検出装置
【課題】ステアリングシャフトの軸方向の厚みを薄くした回転角度検出装置を提供する。
【解決手段】ステアリングシャフトと一体に回転するロータ5の回転を減速する減速機構を、第1平歯車6、第2平歯車7によって構成したので、平歯車は軸方向に比較的薄く形成しやすく、減速機構としてウォームギア等を用いた場合と比較して、回転角度検出装置の薄型化を図ることができる。また第1平歯車6と第2平歯車7との間で、小径歯車6A、7Aと大径歯車6B、7Bの軸方向位置が交互となるように、第1平歯車6および第2平歯車7を配置することにより、回転力の伝達経路が軸方向に広がることがなく、ロータ5の軸方向の厚みの薄い回転角度検出装置1を形成することができる。
(もっと読む)
鍛造機の芯出し方法
【課題】実際にダイスとパンチとが鍛造加工を行う位置で芯ずれ量を精度良く求めることができるとともに、芯出し作業の作業性を格段に改善した鍛造機の芯出し方法を提供する。
【解決手段】基台と、該基台に設けられたダイスホルダと、該ダイスホルダに交換可能に装着されたダイスと、前記基台に対して往復動するラムと、該ラムに設けられたパンチホルダと、該パンチホルダに交換可能に装着されて前記ダイスとの間で鍛造加工を行うパンチと、を備える鍛造機において、前記ダイス及び前記パンチの一方に代えて距離検出手段(距離検出用治具1)を装着するとともに、他方に代えて被検出部材(被検出用治具5)を装着し、前記ラムを動作させ、該距離検出手段(垂直用距離センサ31)と該被検出部材(被検出部材6)との距離を検出することにより芯ずれ量を求め、該芯ずれ量を基にして前記ダイスホルダ及び前記パンチホルダの少なくとも一方で位置調整を行う。
(もっと読む)
舵角センサ
【課題】 より高精度の舵角センサを提供する。
【解決手段】 ステアリングシャフト105に取り付け、当該ステアリングシャフト105の絶対角度を測定するための舵角センサであって、所定回転数回転するステアリングシャフトの回転角度を測定して粗信号を出力する粗信号測定機構45及び微信号を出力する微信号測定機構15と、粗信号測定データ及び微信号測定データに基づいて当該ステアリングシャフト105の絶対角度を演算する演算機構37と、を備え、当該演算機構37は、当該測定データのうち、所定範囲を逸脱した異常データを検出・排除する異常データ検出・排除部と、を含めて構成してある。そのため、主動ギア(ステアリングシャフト)の回転角度の検知をより精度の高いものとする。これにより、舵角センサの高精度化が実現する。
(もっと読む)
ホース検尺装置
【課題】簡単な構造でホース取り出し長さを誤差なく正確に測定する。
【解決手段】ホース取り出し開始時にセンサー1で最先端のマークMを読み取ってからホースHを取り出す。取り出されたホースHの長さが測長手段2で測定されると共に、予め設定された所望のホース切断長さに対する測長手段2からの測定データが表示部4に表示され、表示を確認しながらホースHの取り出し、所望ホース切断長さに到達した時点で、ホースHの末端側のマークMをセンサー1で読み取る。データ処理部3が、測長手段2からの測定データに基づきホース取り出し終了位置のマークMを検索し、ホース取り出し開始時とホース取り出し終了時に読み込んだ両マークMからの長さデータの差を求め、長さデータの差と、所望のホース切断長さとを比較し、両者が一致した時のみ、測定完了信号を出力して作業者に通知される。
(もっと読む)
ストリップ又はスラブの幅及び/又は位置を測定するための装置
ストリップ(2)又はスラブの幅(B)及び/又は位置を測定するための装置(1)であって、この装置が、少なくとも2つの測定システム(3,4)を備え、これら測定システムのそれぞれ一方が、ストリップ(2)又はスラブのそれぞれの側(5,6)に配設され、各測定システム(3,4)が、ストリップ(2)又はスラブの側端部(8,9)を検出するために形成されたセンサ(7)を備える、装置において、しっかりとした測定装置を提供し、動的測定を可能にするために、センサ(7)が、ストリップ(2)の長手方向(L)に対して横の方向(Q)に平行移動可能な移動要素(10)に配設されている。  (もっと読む)
(もっと読む)
少なくとも一つのスライド方向に沿って移動可能な物体の位置を計測するための装置
本発明は、少なくとも一つのスライド方向に沿って移動可能な物体の位置を計測するための装置に関し、各スライド方向に対応して、当該の空間方向に沿った物体の位置を測定するための測長器が配備されており、当該の測長器(2,3)の第一の構成部品として、測定すべき物体(10)のスライド方向(x,y)に沿って延びる少なくとも一つの基準尺(20,30)が配備され、当該の測長器(2,3)の第二の構成要素として、基準尺(20,30)を走査するための走査ヘッド(25,35)が配備されており、その結果測定すべき物体(10)の当該のスライド方向(x,y)に沿った走査ヘッド(25,35)に対する基準尺(20,30)の位置の変化を検出することが可能であり、当該の測長器(2,3)の二つの構成要素(20,25;30,35)の中の一方が、測定すべき物体(10)が動いた場合に、その物体と一緒に当該のスライド方向(x,y)に沿って動かされ、当該の測長器(2,3)の測定方向(x,y)に沿った測定すべき物体(10)と一緒に移動可能な当該の測長器(2,3)の構成部品(20,30)と測定すべき物体(10)との距離を計測するための機器(12,23;13,33)が配備されている。本発明では、測定すべき物体(10)と一緒に移動可能な当該の測長器(2,3)の構成部品(20,30)と測定すべき物体(10)との距離を計測するための機器(12,23;13,33)が、第一の構造グループとしての測定目盛(12,13)と、それに対応する第二の構造グループとしての測定ヘッド(23,33)とを備えており、二つの構造グループ(12,23;13,33)の中の一方が、測定すべき物体(10)に配備されており、二つの構造グループ(12,23;13,33)の中の他方が、測定すべき物体(10)と一緒に移動可能な測長器(2,3)の構成部品(20,30)に配備されている。 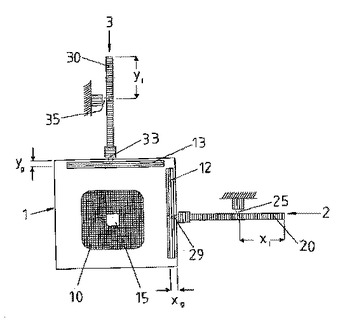 (もっと読む)
(もっと読む)
ワイヤ取付具の幾何学的データを決定するための方法および装置
【課題】ワイヤ取付具の幾何学的データを自動的に決定することができる方法および装置を作り出すための解決法を提供する。
【解決手段】ワイヤ取付具の非接触走査のためのこの方法において、ワイヤ取付具は、第1距離センサ14によって、かつ第2距離センサ15によって走査される。第1距離センサ14は、ワイヤ取付具を、この場合はクリンプコンタクト1の導体クリンプ3を、複数回、下から非接触的に走査する目的を果たす。第2距離センサ15は、クリンプコンタクト1の導体クリンプ3を、上から非接触的に走査する目的を果たす。関連するx、y軸を備える測定値から、ワイヤ取付具の幾何学的データが決定される。
(もっと読む)
振れ測定装置および振れ測定方法
【課題】 振れ測定装置において、真にふれの測定評価が必要な位置、すなわち、加工位置近傍での振れ測定評価を行う。
【解決手段】 部材の表面位置を検出する第1の変位計とこの第1の変位計が検出する部材の表面位置からモータ部の回転軸方向に所定距離を隔てた位置の表面位置を検出する第2の変位計と、モータ部が前記ホルダ部を所定角度回転させる前後での、第1の変位計および第2の変位計の検出結果に基づいて前記部材他端部の回転時における振れ量を算出する振れ量算出部とを備える。
(もっと読む)
回転角度測定装置
【課題】小型で測定精度の高い回転角度測定装置を提供する。
【解決手段】回転盤1に第一、第二案内溝2,3を形成して第一、第二移動体4,5を各案内溝に案内させて移動させる。第一、第二移動体4,5の回転角度を検出して両移動体の回転角度から回転盤1の絶対回転角度を演算部8で演算する。
(もっと読む)
回転角検出装置
【課題】簡易な構成でありながらも、360°を超える範囲の回転角の検出にも適用可能な回転角検出装置を提供する。
【解決手段】ステアリングシャフトSにウォームホイール10を外嵌しておき、このウォームホイール10、ウォームギア11および案内ねじ軸12により、ステアリングシャフトSの回転に応じてウォームギア11を直動させる送りねじ機構を構成した。そして、ウォームギア11をその軸心方向から挟み込む態様で2つのカンチレバー13,14を設けた。また、これらカンチレバー13,14に歪みゲージ素子16,17をそれぞれ貼着した。
(もっと読む)
形状測定装置、形状測定方法
【課題】様々な厚みの測定試料の表面形状を測定する場合でも、事前の校正作業工数の増大を伴うことなく、高い測定精度を確保して測定できること。
【解決手段】変位計2で測定位置を2次元方向に走査させつつ得られる計測値から測定ウェハ4の表面形状を測定する場合に、測定ウェハ4と厚みが異なるが材料及び平面視した形状が同じ基準ウェハの厚み、及びそれが支持部1で支持された場合の自重による撓み量、並びに走査手段3の走査ぶれ量を予め記憶し、対向配置した変位計2a,2bによる測定ウェハ4の厚み計測、変位計2による測定ウェハ4の表面変位計測を行い、計算機7により、予め記憶された基準ウェハの厚み及び自重撓み量と測定ウェハの厚み計測値とにより、測定ウェハ4の自重撓み量を算出し、走査ぶれ量と測定ウェハ4の自重撓み量及び表面変位計測値とにより測定ウェハ4の表面形状値を算出する。
(もっと読む)
周長測定装置及び周長測定方法
【課題】 ローラ等に撓みが生じてもその撓みに影響されずに良好な測定精度を得られるようにした周長測定装置及び周長測定方法を提供する。
【解決手段】 周長測定装置(10)は、一方が駆動側となり他方が従動側となる一対のローラ(14、15)、前記駆動側ローラと従動側ローラとにリング状ワークを掛け渡した状態で前記駆動側ローラと従動側ローラとの間の対向距離を拡大して前記リング状ワークに所定の張力を付与する張力付与手段(27)、前記張力の付与方向への前記駆動側ローラの変位を検出する第1検出手段(18)、前記張力の付与方向への前記従動側ローラの変位を検出する第2検出手段(19)、前記第1及び第2検出手段の検出結果に基づいて前記リング状ワークの周長を演算する演算手段(22)を備える。
(もっと読む)
鋼板の伸び率測定装置および伸び率測定方法
【課題】圧延機の入側および出側に設置した圧延鋼板測長ロールによって圧延鋼板の伸び率を測定する際に、鋼板の波形状によって測長ロールが上下方向に位置変動した量を測定しても、従来よりも高精度に鋼板の伸びを測定する。
【解決手段】鋼板に所定の伸び率を付与する圧延機の入側および出側に、前記鋼板に接触しながら協動する入側測長ロール3および出側測長ロール4を設置し、前記入側測長ロールおよび出側測長ロールそれぞれの回転数を検出する入側ロール回転検出器5および出側ロール回転検出器6を設置し、前記入側測長ロールおよび出側測長ロールそれぞれの位置変位を検出する入側ロール位置検出器7および出側ロール位置検出器8を設置して、前記入側測長ロールおよび出側測長ロールそれぞれの位置変位の測定値、並びに入側および出側での鋼板の移動距離測定値を基にして所定の伸び率演算を行って、鋼板の伸びを測定する。
(もっと読む)
物品の厚み測定方法、及び、測定装置
【課題】物品の厚みを測定する技術につき、非接触式の計測装置を用いつつ、より正確に物品の厚みを測定することを可能とする技術を提案する。
【解決手段】測定装置20の測定部21によって、プレス成形品1の厚み方向の一側からプレス成形品1の一側表面1aを、厚み方向の他側からプレス成形品1の他側表面1bを、それぞれ走査して、一側表面1a、及び、他側表面1bの厚み方向の座標位置を特定する第一工程と、三次元座標位置特定装置30によって、一側表面1a、及び、他側表面1bの厚み方向の座標位置に基づいて、一側表面1a、及び、他側表面1bの各測定ポイントP(図2)の三次元座標位置を特定する第二工程と、表面間距離算出装置40によって、三次元座標位置に基づき、一側表面1aと他側表面1bの間の距離Tを算出する第三工程と、を有する物品の厚み測定方法とする。
(もっと読む)
ベルトの膜厚測定装置及び膜厚測定方法。
【課題】被測定物を停止させず連続して膜厚が測定できるベルトの膜厚測定装置及び膜厚測定方法を提供する。
【解決手段】第2シャフト16を回転駆動してベルト12を回転させると、ベルト12内周面に当接している第1シャフト14、及び外周面に当接している第1アイドラ18も回転する。この第1シャフト14の回転による角速度を第1角速度計20Aが検出し、既知の第1シャフト14の外径に基づき、ベルト内外周面速度算出部22でベルト内周面の移動速度を算出する。更に、第1アイドラ18の回転による角速度を第2角速度計20Bが検出し、既知の第1アイドラ18の外径に基づき、ベルト内外周面速度算出部22でベルト外周面の移動速度を算出する。ベルト内外周面速度算出部22で算出されたベルト内外周の移動速度差に基づき、ベルト膜厚算出部24でベルトの膜厚を算出する。
(もっと読む)
圧縮機用ハウジングの歪み測定方法及びその装置
【課題】部品単体の状態においてもボルトの締結力が加わった状態と同等の条件でハウジングの歪みを測定することのできる圧縮機用ハウジングの歪み測定方法及びその装置を提供する。
【解決手段】ハウジング1aの各ボルト挿入箇所にそれぞれ軸方向の圧縮荷重を付与するとともに、第1及び第2の測定器13,14をハウジング1aの軸心を中心に回動することにより、荷重を付与した状態でハウジング1aの歪みを周方向に亘って測定するようにしたので、ハウジング1aが部品単体の状態においてもボルト7の締結力が加わった状態と同等の条件でハウジング1aの歪みを測定することができ、組立後のハウジング1aにおける歪みを的確に検査することができる。
(もっと読む)
車両のロール警報装置及びロール警報方法
【課題】 簡単な処理によって車両の走行状態に応じた最適時にロール警報を発する。
【解決手段】 車速センサ22は、車両の車速を検出する。傾き量算出部20は、左右のハイトセンサ16,17からの検出値に基づき、車両の車幅方向における傾き量を算出する。ロール警報設定値記憶部19には、ロール警報設定値が車速に対応して予め記憶されている。判定部21は、車速センサ22が検出した車速に対応するロール警報設定値をロール警報設定値記憶部19から取得し、この取得したロール警報設定値を、傾き量算出部20が算出した傾き量が超えたか否かを判定する。警報器23は、傾き量がロール警報設定値を超えたと判定部21が判定したとき、車両の運転者に対して警報を発する。
(もっと読む)
101 - 120 / 150
[ Back to top ]