
Fターム[2G047AC07]の内容
超音波による材料の調査、分析 (29,493) | 特殊な調査・分析対象 (848) | 機械類、その部品 (247) | ボルト、ドリル、工具 (16)
Fターム[2G047AC07]に分類される特許
1 - 16 / 16
長尺部材の減肉深さ推定方法及び減肉深さ推定装置
【課題】 減肉部からの直接の反射信号が得られない場合であっても減肉深さを推定することの可能な長尺部材の減肉深さ推定方法及び減肉深さ推定装置を提供すること。
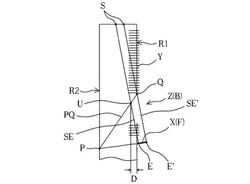
【解決手段】 受信信号から生成した画像において、表示される遅れ信号Fから短線分Xを求める。長尺部材の側面R1からの反射信号が欠落する欠落部Zの上端Qを画像を用いて、又は、短線分Xの外側端E’を通る探触子の走査線SE’と長尺部材の外側線R1との交点により特定する。短線分Xの延長線と側面R1に対向する他面R2側とが交差する他面側交点Pを求める。この他面側交点Pと欠落部Zの上端Qとを結ぶ第一の線分PQを求める。短線分Xの内側端Eと探触子の走査位置Sとを結び及び/又は短線分Xの内側端Eを通り超音波の送信角度で傾斜する第二の線分SEを求める。第一の線分PQと第二の線分SEとが交差する交点Uを求め、この交点Uにより減肉の深さDを推定する。
(もっと読む)
PDC、PCBN、または他の高硬度もしくは超高硬度のインサート材のための音響放射靱性試験
使用中のボルトネジ部の検査方法

【課題】ネジ部が覆われているボルトネジ部の減肉量・減肉面積を使用状態で検査する。
【解決手段】使用状態のボルト1の端面2にフェーズドアレイ式探触子3を密着させ、1回転させる間に、ボルト中心を通る直径方向に連続的に屈折角を変化させながら超音波ビームを入射すると共にボルトのネジ部から反射する超音波エコーを受信する検査方法において、サイドビューから減肉部位を特定し、ボルト端面2から減肉部5までの軸方向の長さを求め、減肉エコーの最大振幅値を読みとり、それら各超音波伝搬方向毎の最大振幅値の中からもっとも大きな最大振幅値を求め、さらにもっとも大きな最大振幅値の半分の角度を屈折角として求め、屈折角と減肉部位のボルト端面2からの軸方向距離とを用いて減肉部5の半径を求め、減肉部位の半径と予め求められているボルトの直径との差分から減肉部位の深さを求める。
(もっと読む)
ボルト検査装置
【課題】ボルトの頭部に探触子を当てるだけでボルト軸全体を安定して、かつ高感度で検査できるボルト検査装置を提供する。
【解決手段】複合探触子12−2は、ボルトの頭部に装着される。複合探触子12−2は、ボルトの頭部に装着された状態において前記頭部をボルト軸方向に見て円周状に配置された12個の周辺垂直振動子1ch〜12chを有する。ボルト検査装置の制御部は、複合探触子12−2の12個の周辺垂直振動子の中から、互いに隣接して配置された3つの周辺垂直振動子からなるグループを順次選択する。ボルト検査装置の送受信部は、制御部によって前記グループが選択されるごとに、選択された前記グループに含まれる3個の周辺垂直振動子の全部を動作させることにより動作させた3個の周辺垂直振動子を介してエコーを受信する。
(もっと読む)
超音波検査方法
【課題】従来以上に検査の精度や信頼性を向上させた超音波検査方法を提供する。
【解決手段】一部露出して埋設される検査対象物の露出側の端面から検査対象物内に超音波を入射し、検査対象物の減肉部からの遅れエコーにより減肉部を検査する超音波検査方法であって、減肉部を有する検査サンプルに超音波を入射して遅れエコーを取得し、遅れエコーの特徴から所定の手順により作成される減肉状況に関する指標を、検査サンプルの減肉部の実際の減肉状況と共にデータベース化し、検査対象物から遅れエコーを取得して所定の手順と同一の手順により得られる指標とデータベースを照合することにより、検査対象物の減肉状況を推定することを特徴とする超音波検査方法。
(もっと読む)
締結状態の検査装置及び方法
【課題】比較的小型なねじでも正確に締結検査が可能で、かつ、適用が簡単で、安価な、締結状態の検査装置及び方法を提供する。
【解決手段】ねじ頭の座面と被締結部品の接触面の状態を超音波のインピーダンス変化および共振周波数変化を計測して締結力を検査するもので、基準信号を締結中のインピーダンス変化や共振周波数変化として検出し、検出確度が高く、ねじの全数検査を可能とする。
(もっと読む)
長尺部材の欠陥評価方法及び長尺部材の欠陥評価装置
【課題】 評価部位の形状に拘わらず欠陥を簡便に精度よく評価することの可能な長尺部材の欠陥評価方法及び欠陥評価装置を提供すること。
【解決手段】 長尺部材の端面に探触子を載置して超音波を送信し、長尺部材からの受信信号により減肉等の欠陥Bを評価する。探触子がフェーズドアレイ探触子であり、長尺部材の一端にフェーズドアレイ探触子を回転可能に取り付ける。フェーズドアレイ探触子を端面上で回転させると共に、各回転位置において超音波を所定の送信角度範囲で送受信する。得られた受信信号からS−scan画像I1を生成すると共に、任意の送信角度における受信信号を長尺部材の周方向に並び重ねてB−scan画像I2を生成する。これら画像I1,I2に表示される遅れ信号Fから減肉等の欠陥Bを評価する。
(もっと読む)
埋設物健全性分別装置
【課題】トンネル、法面、アンカーの充填材接着、施工状況を非破壊に診断する方法。防護柵支柱、金属支柱、地下タンク等の、埋設構造物の腐食健全性診断を可能とする。
【解決手段】構造物と境界面で発生する、微小反射信号を詳細に解析するために、バースト波の周波数を循環変化させて送受信すると共に、信号波形解析に障害となる計測再現性を確保するために、受信感度、送信電圧を可変送信周波数に同期して補正を行って、得られた周波数ごとの微小反射信号をデジタル処理し、信号波形の特徴を抽出して分別可能な装置を実現した。
(もっと読む)
超音波探傷検査方法
【課題】超音波を利用し、被検体の検査を確実且つ迅速に行うことが可能な超音波探傷検査方法を提供する。
【解決手段】被検体に超音波を照射し、被検体の内部に伝搬して反射したエコーEを捉えて被検体の内部欠陥の有無を判別する超音波探傷検査方法において、被検体の内部に伝搬した超音波が伝搬径路を往復するように被検体の底面で反射して検出される底面エコーE2に対し、被検体の内部で複数回反射し、遅れて検出される遅れエコーE3を捉え、遅れエコーE3の強さの大小を基に被検体の内部欠陥の有無を判別する。
(もっと読む)
管のねじ継手の締結状態評価方法及びこれを用いた管のねじ継手の締結方法
【課題】油井管等の管の継手として用いられるねじ継手の締結状態を精度良く評価でき、且つ締結後であっても評価可能な方法及びこれを用いた管のねじ継手の締結方法を提供する。
【解決手段】本発明は、外周面に雄ねじ部、メタルシール部及びショルダー部を具備するピンと、内周面に前記ピンの前記各部位に対応する雌ねじ部、メタルシール部及びショルダー部を具備し、前記ピンと締結されるボックスとを備えた管のねじ継手の締結状態を評価する方法である。本発明に係る評価方法は、前記ボックスの雌ねじ部、メタルシール部及びショルダー部の内、少なくとも1つの部位について、前記ねじ継手の軸方向に沿った複数の箇所に超音波を送受信し、前記複数箇所について検出したエコー強度を比較することにより、前記ねじ継手の締結状態の良否を判定することを特徴とする。
(もっと読む)
超音波探触子及び超音波探傷装置
【課題】ボルトの頭部に探触子を当てるだけでボルト軸全体を安定して検査できるボルトの超音波探傷装置を提供する。
【解決手段】超音波探傷装置100は、垂直振動子10および複数の斜角振動子11を有する複合探触子12を備える。超音波探傷装置100は、複合探触子12を介してボルト1の特定の部位からのエコー(特定部エコーデータ)を検出する。超音波探傷装置100は、垂直振動子10で得た特定部エコーデータのエコー高さと、予め記憶している基準値との比較結果に基づき、垂直振動子10自身が検出したエコーあるいは斜角振動子11が検出したエコー(これらを検出エコーデータという)を、データとして採用するか否かの採否判断を行う。あるいは、超音波探傷装置100は、特定部エコーデータのエコー高さと、予め記憶している基準値との比較結果に基づき、検出エコーデータの補正量を算出し検出エコーデータを補正する。
(もっと読む)
使用中のボルトネジ部の検査方法
【課題】コンクリートやグラウト材等によりネジ部が覆われているボルトネジ部の腐食又は減肉を、使用状態において解体することなく検査することができるボルトネジ部の検査方法を提供する。
【解決手段】使用状態のボルト5の端面にフェーズドアレイ式探触子10を密着させ、探触子10をセクタスキャンして連続的に屈折角を変化させながらボルト中心を通る直径方向に超音波ビーム1を入射し、ボルトのネジ部5aから反射する超音波エコー2を受信し、超音波エコーからボルトネジ部の直径方向の断面画像を表示させ、この断面画像から、ボルトネジ部からの超音波エコーがボルトの長さ方向に規則正しく表示されているときに健全部位と判断し、ボルトネジ部からの超音波エコーの欠落があるときに欠陥部位と判断する。
(もっと読む)
ボルト及び製造方法
【課題】 本発明の課題は、超音波等で軸力測定ができる安価な軸力測定ボルトのボルト頭部及び端面の形状及び製造方法を発明し、提供することである。
【解決手段】 ボルト頭部が多角形状であり、その頭部上面が外部多角形状に頂点位置を合わせた多角形状の溝を頭部上面内部にもち、上面内部の多角溝の内側は平面部が形成されており、前記ボルト上面の多角外部と多角溝内側平面部との高さは同じか多角溝内側平面部が若干高い位置であり、これらの前記ボルトの頭部は冷間圧造機において2〜4段工程で加工し、同時に軸部及びボルト先端部のカット平面部が形成されており、前記ボルトの先端部は垂直な平面から転造加工で軸部のねじ加工と同時に先端内部に平面部を残し、外側を伸ばしながらC面部を形成させる。本発明ボルトは超音波等の軸力測定器具や超音波式の軸力制御締め付け機を用いることができる切削や研磨工程なしの安価な軸力測定ボルトを製作することである。
(もっと読む)
小型弾性波検知装置および接触検知方法
【課題】小型でかつワンタッチで着脱可能な小型弾性波検知装置、および小型弾性波検知装置を用いた工具と工作物との接触検知方法を提供する。
【解決手段】本小型弾性波検知装置1は、固体と固体とが接触するとき発生する弾性波を検知する検知手段2と、該検知手段2からの信号を処理する信号処理手段3と、該信号処理手段からのデータを基に固体と固体とが接触したことを報知する報知手段4と、駆動用の電源5と、を小型の筐体6内に配設し、該筐体6は弾性波発生源近傍にワンタッチで着脱可能な着脱手段20を備えることを特徴とする。
(もっと読む)
ロックボルト軸力分布計測方法及びロックボルト
【課題】 超音波を用いることでストレンゲージの配線等が不要で管理が簡素であり、しかも、確実に軸力を計測することの可能なロックボルト軸力分布計測方法及びロックボルトを提供すること。
【解決手段】 中空のロックボルト10の施工時に予めロックボルト10の露出部である入射部11から超音波を送信すると共に受信して標点の受信時間差を求める超音波測定を実施し、後に改めて超音波測定を実施して受信時間差の変化により前記軸力を算定する。ロックボルトにおける超音波の入射部11と終端12との間に超音波を反射する標点を設ける。
(もっと読む)
ロックボルト軸力分布計測方法及びロックボルト
【課題】 管理が簡易で確実に軸力を計測することの可能なロックボルト軸力分布計測方法及びロックボルトを提供すること。
【解決手段】 中実のロックボルト10の施工時に予めロックボルト10の露出部である入力部11から超音波を送信すると共に受信して標点間の受信時間差を求める超音波測定を実施し、後に改めて超音波測定を実施して受信時間差の変化により軸力を算定する。ロックボルトにおける超音波の入射部11と終端12との間に超音波を反射する標点を設ける。
(もっと読む)
1 - 16 / 16
[ Back to top ]