
Fターム[2G051AA37]の内容
光学的手段による材料の調査の特殊な応用 (70,229) | 調査・分析対象 (8,670) | 連続的に移送される連続体 (1,628) | 不透明シート (797) | 金属板材 (277)
Fターム[2G051AA37]に分類される特許
81 - 100 / 277
走行材の表面品質判定装置および表面品質判定方法

【課題】走行する材料の表面品質を正確に判定できる、走行材の表面品質判定方法を提供することを課題とする。
【解決手段】走行する材料表面を撮像した画像から、予め設定した明部分および暗部分それぞれのしきい値により明部分と暗部分を抽出し、抽出した明部分および暗部分を、寸法特徴量および輝度特徴量を含む複数の特徴量によって、1つ以上の明欠陥、および1つ以上の暗欠陥に分類し、分類した明欠陥および暗欠陥の発生密度に基づいて、材料の表面品質を判定する。
(もっと読む)
疵検出装置、疵検出方法及びプログラム

【課題】金属板の表面に発生する微小疵を検出して、その有害度を検査員に容易に認識させることができる疵検出装置、疵検出方法及びプログラムを提供すること。
【解決手段】金属板F表面に発生する目視での検出が難しい微小疵を検出する疵検出装置10を提供する。この疵検出装置10は、搬送される金属板F表面を撮像して得られた正反射画像及び乱反射画像の少なくとも一方の画像に基づいて、微小疵の候補である疵候補を抽出する疵候補抽出部110と、複数の疵候補それぞれを、該疵候補に対応する正反射と乱反射輝度値との組み合わせに基づいて、複数のグループに分類する分類部120と、複数のグループそれぞれについての疵候補の合計数を、金属板表面における所定の大きさの単位領域毎に算出する合計数算出部140と、を有する。
(もっと読む)
帯状体の表面検査装置、表面検査方法及びプログラム
【課題】搬送中の鋼板等の帯状体のエッジ部に発生する歪のような緩やかな形状欠陥及び表面疵を検査し、高い精度でトリム代を設定できるようにする。
【解決手段】搬送される帯状体エッジ部の形状を表す形状画像から、帯状体の幅方向各位置において、予め設定された間隔で帯状体の長手方向に沿っての急峻度最大値を求め、幅方向各位置と長手方向急峻度最大値との関係である最大急峻度プロフィールを生成し、該最大急峻度プロフィールから、該長手方向急峻度最大値が予め設定された閾値と等しくなる幅方向位置を形状欠陥幅として算出する形状欠陥幅算出部507と、エッジ部の輝度画像から有害表面疵を検出し、エッジからの幅方向距離の最大値である表面疵幅を算出する表面疵幅算出部511と、前記形状欠陥幅と前記表面疵幅とを比較して、エッジ欠陥切除位置を出力するエッジ欠陥切除位置出力部512とを備える。
(もっと読む)
シートロールの形状検査方法及び検査装置
【課題】シートロールの形状検査方法、及び検査装置を提供する。
【解決手段】シートロール40の形状検査方法はシートロール40の円筒側面上にカメラ11、11’を位置させる段階、シートロール40の円筒側面に沿ってカメラ11、11’を回転させながら円筒側面を撮影する段階、及び撮影により得た映像パターンを分析して巻取形状の欠陥有無を判断する段階を含む。
(もっと読む)
不良検査方法
【課題】設備の大型化や設備コストの増大を招くことなく、検査対象物の不良の有無を高い確実性をもって判別することができる不良検査方法を提供する。
【解決手段】一次判別工程では、複数の検査対象物1の不良の有無を判別する。マーキング工程では、一次判別工程で不良と判別された検査対象物1に、特定波長の光の照射を受けて可視化するインク2を塗布する。二次判別工程では、一次判別工程を経た検査対象物1を搬送しながらこの検査対象物1へ向けて特定波長の光を照射するとともに、特定波長の光を照射を受けて上記インク2が可視化している検査対象物1について、不良の有無を再度判別する。報知工程では、一次判別工程で検査対象物1が不良と判別された場合に、この検査対象物1が二次判別工程で不良の有無の判別がされる前に、前記判別結果を報知する。
(もっと読む)
表面疵検査装置
【課題】 鋼板のゴールドダスト疵を、長時間安定して精度よく検査することができる表面疵検査装置を提供する。
【解決手段】 鋼板21のゴールドダスト疵を検査する表面疵検査装置10は、ハロゲンランプ11と、CCDカメラ12と、二値化処理手段15と、ブロブ処理手段16と、判定手段17と、を含む。ハロゲンランプは、鋼板の表面に対して傾斜して光を照射する。CCDカメラは、ハロゲンランプと同じ傾斜側に配置され、鋼板の表面を撮像して画像信号を得る。二値化処理手段は、画像信号を二値化する。ブロブ処理手段は、二値化後の画像信号からブロブ処理結果を求める。判定手段は、鋼板のゴールドダスト疵に関する品質とブロブ処理結果との関係として予め求められる検量線に、ブロブ処理手段で求められるブロブ処理結果を対比して、鋼板のゴールドダスト疵に関する品質を判定する。
(もっと読む)
表面欠陥検査装置及び表面欠陥検査方法
【課題】金属帯の表面に発生する疵に対する、金属帯の両面からの情報に基づいた検査精度を、更に向上させることができる表面欠陥検査装置及び表面欠陥検査方法を提供すること。
【解決手段】搬送される金属帯F表面の疵を検査する表面欠陥検査装置10を提供する。この表面欠陥検査装置10は、金属帯Fの第1面及び第2面を撮像する第1撮像部101及び第2撮像部201と、撮像した第1画像又は第2画像に基づいて、第1面側又は第2面側の疵候補の位置情報を含む特徴情報を抽出する第1抽出部103及び第2抽出部と、第1及び第2面側の疵候補の位置情報に基づいて、第1及び第2面側いずれか一側の疵候補に対して最近接の他側の疵候補を特定して対応付ける最近接特定部131と、対応づけられた両側の疵候補の特徴情報に基づいて、一側の疵候補の種類及び程度の少なくとも一方を判定する一側判定部132と、を有する。
(もっと読む)
画像処理装置、長尺物用検査装置及びコンピュータプログラム
【課題】 高解像度の画像を得て、検査精度の信頼性を高め、特に、高速で移動しながら長尺物を撮影して検査を行うのに適する画像処理装置を提供する。
【解決手段】 被検査物たる長尺物の撮影を行うラインセンサ11が、長尺物の長手方向に沿って移動する移動体に複数本設けられており、画像処理装置20が、各ラインセンサ11にて撮影された各撮影データを取得して、複数枚の撮影データを2次元画像として合成し、この2次元画像を分析して異常箇所の有無を判断する構成である。複数のラインセンサ11で撮影された複数枚の撮影データを合成するため、得られる2次元画像は解像度が高い。これにより、移動体10が長尺物100の長手方向に沿って高速で移動しても、解像度の高い画像が得られることから、異常箇所の有無の検出精度が向上する。
(もっと読む)
熱延鋼帯幅方向端部の疵防止方法および装置
【課題】熱間圧延における鋼帯幅方向端部の欠陥について、早期に欠陥を発見して欠陥の防止を図ることができる、熱延鋼帯幅方向端部の疵防止方法および装置を提供することを課題とする。
【解決手段】熱延鋼帯の幅方向端部の疵を検出・同定し、次材以降での疵発生を防止する、熱延鋼帯幅方向端部の疵防止方法であって、熱延鋼帯巻取り直後から鋼帯置場までの間に配置した撮像装置を用いて、コイル状に巻き取られた熱延鋼帯の両側面を撮像し、撮像した画像に基いて、前記熱延鋼帯の両側面の疵の発生部位を検出し、前記熱延鋼帯の長手方向の疵発生位置を同定し、仕上げ圧延機の所定スタンドのレベリング設定を修正する。
(もっと読む)
欠陥検査装置及び欠陥検査方法
【課題】被検査物の表面上に発生する欠陥を、高速に、かつ、高精度に検査することのできる欠陥検査装置及び欠陥検査方法の提供を目的とする。
【解決手段】銅張積層板11に光を照射する光源21と、銅張積層板11からの反射光を受光する撮像手段22と、撮像手段22によって得られた画像から、欠陥候補の抽出処理を行う欠陥候補抽出部33と、抽出された欠陥候補のサイズを計測する欠陥候補サイズ計測部41と、計測された欠陥候補のサイズに応じて、欠陥候補の画像データのスケーリング率を変更するスケーリング率変更部42と、スケーリング率の変更された欠陥候補の画像データにもとづいて、欠陥種の判別及び良否の判定を行う欠陥検査部43とを備えた構成としてある。
(もっと読む)
コイル状鋼帯の側面撮像方法および側面観察装置
【課題】巻き乱れがあり、かつ反射率の大きく異なる箇所が混在するような、コイル状鋼帯の側面を良好に撮像することができる、コイル状鋼帯の側面撮像方法および側面観察装置を提供することを課題とする。
【解決手段】コイル状に巻かれた鋼帯の側面に照明装置から光を照射し、照射された前記鋼帯の側面を撮像装置により撮像し、撮像した画像を表示装置に表示し、表示された画像に基づいて前記鋼帯の幅端部に発生する欠陥および/または形状不良の検査を行うためのコイル状鋼帯の側面撮像方法であって、前記照明装置および前記撮像装置を、前記鋼帯の側面から下記式で表される距離Lだけ離して設置する。
L≧y×D/(2d)
ここで、y :想定されるコイル状鋼帯の巻き乱れによる凹凸深さ、D :コイル状鋼帯の半径、d :鋼帯の厚さ
(もっと読む)
酸洗鋼板のスケール残り検査装置
【課題】冷延鋼板や鍍金鋼板に比べて表面粗度が大きい酸洗鋼板表面上の、0.1mm以下の微小なスケール残りを過剰検出なく検査できる、酸洗鋼板のスケール残り検査装置を提供することを課題とする。
【解決手段】鋼板表面と平行に配置したリング拡散照明と、該リング拡散照明の中央部の開口を通して鋼板表面を撮影する、空間分解能が0.03mm以上0.1mm以下であるカメラと、撮影された画像内で所定のしきい値を下回る画素の領域をスケール残りと判定する信号処理装置とを具備する。
(もっと読む)
リニア浮上式高速鉄道ガイドウェイ走行路検査装置及び検査方法。
【課題】リニア浮上式高速鉄道ガイドウェイ走行路の状態を自動で、リアルタイムで検査でき、設備費用が安価な検査装置または検査方法を提供する。
【解決手段】リニア浮上式高速鉄道車が低速時に走行する走行路2の継目箇所及び路面上を検査するために、前記走行路の一定のエリアを照明し、前記照明箇所を撮像し、前記画像を処理しガイドウェイ走行路上を検査し、異常が検出した箇所のみ画像を収録する。
(もっと読む)
長尺物の外観検査方法及びその装置
【課題】画像処理を行わずに検査を行うことができ、検査速度を向上することのできる長尺物の外観検査方法及びその装置を提供する。
【解決手段】撮像データ幅方向の複数の所定位置ごとに照射線Lの高さ方向位置データを求めることにより成る照射線位置データ群を各撮像データごとに作成し、各高さ方向位置データについて、撮像順に連続する所定範囲(例えば高さ方向位置データが16個となる範囲)の高さ方向位置データの分布幅を、撮像データ幅方向の前記所定位置ごと、且つ、前記所定範囲を撮像順に変化させながら順次求め、求められた前記各分布幅のうち複数の分布幅が所定の基準値を超えた場合に、基準値を超える各分布幅を求めた前記所定範囲が撮像データ幅方向に所定個数以上並んでいるか否かを判定することから、ホースHの外周面に幅方向に延びる凹状の傷Kや凸状部が形成されていることを検出可能である。
(もっと読む)
長尺物の外観検査方法及びその装置
【課題】画像処理を行わずに検査を行うことができ、検査速度を向上することのできる長尺物の外観検査方法及びその装置を提供する。
【解決手段】撮像データ幅方向の複数の所定位置ごとに照射線Lの高さ方向位置データを求めることにより成る照射線位置データ群を各撮像データごとに作成し、各高さ方向位置データのうち幅方向所定範囲の高さ方向位置データから撮像データ幅方向の前記所定位置ごとに設けられた基準データを引いた値を加算し、加算した値が所定の基準範囲内か否かを判定することから、長尺物であるホースHの表面に成形不良等により凹凸が形成されていることを検出可能である。
(もっと読む)
欠陥マーキング装置、欠陥マーキング処理ライン、欠陥マーキング方法及び欠陥マーキングされたコイルの製造方法
【課題】アルミニウム板をコイルに巻き取る処理ラインにおいて、防錆油の有無及び加工メーカー側の欠陥検出性能に関らず、目視によって容易に確認可能な圧痕を形成することができる欠陥マーキング装置、欠陥マーキング方法及び欠陥マーキングされたコイルを提供することを目的とする。
【解決手段】欠陥マーキング装置5を構成する圧痕装置5aは、円筒部8aと、その外周面に沿って形成された複数の突起部8bからなるローラ8と、前記ローラ8を回転自在に支持するベアリング9と、前記ベアリング9を支持するシリンダ10と、前記シリンダ10の駆動速度を制御するスピードコントローラ11と、を備えている。そして、欠陥検出装置の指示に基づいてシリンダ10が下方に駆動し、ローラ8が回転しながらアルミニウム板を押圧することで、欠陥部に対して深さ5〜50μmの圧痕を形成することができる。
(もっと読む)
金属帯の穴明き検出装置の検査方法、金属帯の穴明き・エッジ・欠陥検出装置の検査方法、金属帯の穴明き検出装置、金属帯の穴明き・エッジ・欠陥検出装置、ならびに、金属帯の製造方法
【課題】連続製造ライン10の運転を停止しなくても、検出装置100の故障を発見できる、金属帯の穴明き検出装置の検査方法、金属帯の穴明き・エッジ・欠陥検出装置の検査方法、金属帯の穴明き検出装置、金属帯の穴明き・エッジ・欠陥検出装置、ならびに、それらを用いた金属帯の製造方法を提供する。
【解決手段】金属帯Sの全幅にわたり投光する投光部1から金属帯Sの全幅にわたり投光しつつ、金属帯Sを挟んで投光部1と反対側に配置された受光部2にて金属帯Sを監視するとともに、金属帯S又は受光部2に向け穴明き部分を模擬したスポット光を照射し、該スポット光を穴明き部分として検出できた場合は、検出装置100が正常と判定し、該スポット光を穴明き部分として検出できなかった場合は、検出装置100が異常と判定する。
(もっと読む)
連続欠陥判定方法、連続欠陥判定装置及びプログラム
【課題】薄鋼板の長手方向に連続して発生した連続欠陥を迅速且つ確実に検出することができる連続欠陥判定方法、連続欠陥判定装置及びプログラムを提供すること。
【解決手段】薄鋼板Fに発生する表面欠陥に関する情報を基に分布形態を解析して連続欠陥の有無を判定する連続欠陥判定方法を提供する。この方法は、複数の表面欠陥の座標データを取得する取得ステップS01と、薄鋼板を短手方向で複数の帯状領域に分割する分割ステップS03,S05と、帯状領域に含まれた複数の表面欠陥の座標データによって規定される分布形態に基づいて、少なくとも一部の表面欠陥を含むクラスタを、複数の帯状領域毎に1ずつ特定するクラスタ特定ステップS07と、特定されたクラスタに含まれる複数の表面欠陥の座標データの関連性を表す分布形態に基づいて、該クラスタに含まれる複数の表面欠陥が連続欠陥に該当するか否かを判定する判定ステップS09と、を有する。
(もっと読む)
ウェブ加工製品製造ラインの撮像装置を支持及び位置合わせするための装置及び方法
主支持部材(218)であって、第1の端部と第2の端部とを有するベース部材(222)と、近位端部と遠位端部(234)とを有する第1の部材(228)であって、近位端部が、ベース部材(222)の第1の端部の第1の端部と接続され、第1の部材が、光源(206)を支持するように適合される、第1の部材(228)と、近位端部と遠位端部とを有する第2の部材であって、近位端部が、ベース部材の第2の端部と接続され、第2の部材の遠位端部が、カメラ(204)を支持するように適合される、第2の部材と、を含む、主支持部材(218)と、第1の端部(290)と第2の端部(286)とを有する位置合わせ(augment)部材(240)であって、第1の端部(290)が、第1の部材の遠位端部(234)と解放可能に接続可能であり、第2の端部(286)がベース部材(2229と解放可能に接続可能である、位置合わせ部材と、を含み、位置合わせ部材(240)が、第1の部材(228)と平行な少なくとも1つのスロットを含む、撮像装置を支持するための装置(202)。 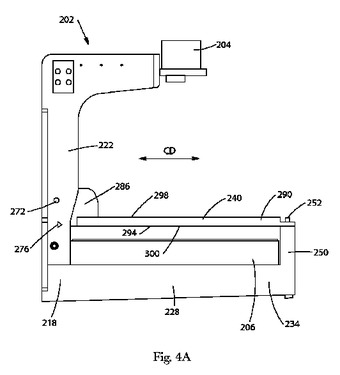 (もっと読む)
(もっと読む)
検査装置
【課題】被検査物の光透過層における欠陥の有無を、極めて簡易な構成で高精度に検査することのできる検査装置を提供する。
【解決手段】検査装置64は、光透過層22を有する被検査物18に対して、入射角がブリュースター角Bに設定された照明光Lを照射する照明部70と、前記被検査物18によって反射された前記照明光LのP偏光成分のみを通過させる偏光子82と、前記偏光子82を通過した前記P偏光成分を受光する受光部86とを備え、前記受光部86により受光した前記P偏光成分の受光量に基づき、前記光透過層22の状態を検査する。
(もっと読む)
81 - 100 / 277
[ Back to top ]