
Fターム[2G067DD14]の内容
Fターム[2G067DD14]に分類される特許
1 - 20 / 39
密封容器の内圧検査装置および内圧検査方法
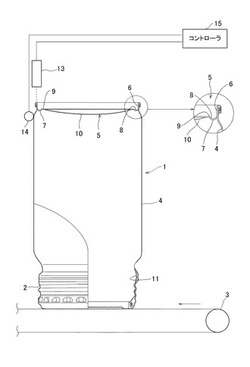
【課題】密封容器の内圧に基づく変形量を計測して内圧の良否を正確かつ簡単に判定する。
【解決手段】胴部4の上端部と下端部との少なくともいずれか一方に蓋部5を有し、内圧によってその蓋部5が変形する密封容器1の内圧検査装置において、前記蓋部5にレーザービームを照射して前記蓋部との間の距離を測定するレーザー式変位センサー13が、前記蓋部5と平行な平面に沿う方向に前記蓋部5に対して相対移動可能に配置され、前記蓋部5を前記胴部4に対して一体化させている結合部よりも前記蓋部5の中心側の部分の複数箇所のうち前記レーザー式変位センサー13との距離が短い所定の基準箇所および長い所定の基準箇所のいずれか一方の基準箇所と他の箇所との相対変位量の積分値を求め、その積分値に基づいて前記内圧の良否を判定するように構成されている。
(もっと読む)
シールチェック装置

【課題】検査能力が包装袋の長さに影響され難くい、シールチェック装置を提供する。
【解決手段】シールチェック装置50は、被包装物が入った状態で密封されている包装袋を、包装袋の上側に位置する上コンベア61と、包装袋の下側に位置する下コンベア51とで挟み、包装袋の容積変化から包装袋の密封状態の良否を判定するシールチェック装置である。上コンベア61では、包装袋の長さに応じて、包装袋と接触する搬送面の長さが所定長さより長くなる第1状態と、その所定長さより短くなる第2状態との切り換えが行なわれる。
(もっと読む)
設備異常経時変化判定装置、設備異常変化判定方法、およびプログラム
【課題】電力関連設備において、漏油やさびのような設備異常の経時変化を判定する。
【解決手段】(a)は、漏油やさび等の異常部分501に特定の波長の光を照射して、その反射光を撮影した特定波長照合画像である。(b)では、電力関連設備503を撮影した可視光照合画像と、拡大縮小変換後の特定波長照合画像とを合成した合成画像を作成する。次に、(b)の合成画像を(c)の基準画像に位置合わせするための画像形状変換パラメータを求める。(d)では、画像形状変換パラメータを用いて(b)の合成画像を画像形状変換し、異常部分501bの画像を求める。(f)では、(e)に示す過去の異常部分505の画像と(d)の異常部分501bの画像とを重畳した、異常部分の重畳画像を求める。そして、この重畳画像の状態を解析することによって、異常部分の経時変化を判定する。
(もっと読む)
缶詰の内圧判定方法
【課題】 充填・密封済みの缶詰の内圧を非接触で判定する方法であって、簡便で、且つ誤判定の恐れの少ない方法を提供する。
【解決手段】 充填・密封済みの缶詰における内圧値を判定する方法であって、少なくとも前記缶詰の底面の略中心点と、該略中心点から外周側へと所定間隔離れた基準点とを測定点とし、該各測定点に対し、周波数18〜94GHz、照射範囲の直径が20mm以下のミリ波を照射し、該各測定点における反射波を測定する工程と、前記各測定点における反射波の位相から、前記缶詰の略中心点における変位量を特定し、得られた変位量に基づいて缶詰の内圧の良否を判定する工程とを備えることを特徴とする缶詰の内圧判定方法。
(もっと読む)
シール材診断方法
【課題】JIS規格に定めた測定時間が経過した後においても、シール材の圧縮永久歪み率を規格に基づく評価指標としてシール材を診断できるシール材診断方法を提供することである。
【解決手段】シール材で気密性や水密性を確保した構造物の使用後シール材を取得した後の経過時間を関数とした圧縮永久歪み率変化量の特性曲線を予め作成しておき、使用後シール材の取得後の経過時間が30分経過後のときは、圧縮永久歪み率変化量の特性曲線に基づいて使用後シール材の厚さを測定したときのシール材の圧縮永久歪み率変化量を求め、圧縮永久歪み率の計算式により算出した使用後シール材の圧縮永久歪み率からシール材の圧縮永久歪み率変化量を減算して換算圧縮永久歪み率を算出し、算出した換算圧縮永久歪み率に基づいてシール材を診断する。
(もっと読む)
カップ高さ検査装置及びカップ成形装置
【課題】成形された紙カップの高さを成型ラインの中で全数検査することが可能なカップ高さ検査装置を提供する。
【解決手段】カップの高さを検査する装置であって、カップを搬送する手段と、上下方向に変位可能で、搬送されたカップのフランジ部を押さえる手段と、フランジ部が押さえられているカップを検出する手段と、カップのフランジ部を押さえる前と、カップが検出されたタイミングと、で、カップのフランジ部を押さえる手段の変位量を検知する手段と、検知した変位量からカップの高さの変位寸法値を算出する手段と、算出したカップの高さの変位寸法値と予め設定された変位寸法値の閾値とを比較し、閾値外の場合は不良と判断する手段と、不良と判断した場合に不良信号を出力する手段と、を有することを特徴とするカップ高さ検査装置。
(もっと読む)
キャップシール検査方法
【課題】 キャップシールの良否を、減圧吸収に伴う壜体の接地部もしくは高さの変化により判定することにより、キャップシールの良否を簡単にかつ確実にそして安全に検査することを目的とする。
【解決手段】 キャップ12で密封した壜本体内に発生した減圧を、壜体1の底部5の外方への突出状態から内方への陥没変位により吸収する壜体1のキャップシール検査方法であって、壜体1の接地機能部に変化がない場合は、また被検査体である壜体1の上端の高さ位置が、適正に減圧吸収変形した壜体1の上端の高さレベルよりも上に位置している場合は、その壜体1のキャップシールが不良であると判断し、キャップシールを、壜本体に対する機械的な外力の作用を要することなく、安全にかつ簡単に達成する。
(もっと読む)
貯水池における漏出箇所特定方法
【課題】優先的に止水体策を行う部分の特定に当たり、調査ボーリング孔によらず、貯水池からの漏出箇所を広範囲にかつ簡単に調査できるようにする。
【解決手段】貯水池からの漏出箇所の特定は、細粒材4を貯水池1に投入する第1ステップと、貯水池1内の水を撹拌処理することにより投入した細粒材4を拡散させる第2ステップと、拡散した細粒材4を自然沈降させて堆積層6を形成し、貯水池1の水及び細粒材4が漏出箇所に吸い込まれることにより前記堆積層6に形成されるクレーター状の窪み7の位置を調査する第3ステップとからなる。
(もっと読む)
容器の気密性検査方法及び検査システム
【課題】精度の良い検査を効率的に行うことのできる容器の気密性検査方法及び検査システムを提供することである。
【解決手段】被検査容器10からの気体の漏れの有無を検出するリーク検査装置200を用いて液体を収容した容器の気密性を検査する容器の気密性検査システムであって、前記リーク検出装置200に前記容器10を被検査容器として投入する前に、前記容器10の所定部位を押し込むようにして押圧する容器押圧機構100を有する構成となる。
(もっと読む)
油漏出監視方法および油漏出監視装置
【課題】油漏出を簡便な手段で精度良く監視する方法および装置を提供する。
【解決手段】油を封入した機器1の下方周辺に油吸着シート2を配置し、油吸着シートの上方に距離測定装置3を配設して油吸着シートの上面との距離を測定し、距離の測定値と予め設定されたしきい値とを比較して、測定値がしきい値より短縮されたときに油漏出が発生したと判定して警報を発する。
(もっと読む)
パッキンねじれ検出装置
【課題】熱交換器におけるパッキンねじれ検出装置を提供する。
【解決手段】2次元形状計測センサ(40)と、該2次元形状計測センサ(40)又は前記コアプレート(15)のいずれか一方を、前記コアプレート(15)の長手方向に相対的に移動させる駆動機構(50)と、前記パッキン(17)のシール面の傾き角度を演算する演算部とを具備するパッキンねじれ検出装置において、前記2次元形状計測センサ(40)が、前記コアプレート(15)の長手方向に、前記かしめ爪(3)の所定ピッチ毎に、前記コアプレート(15)、及び、前記パッキン(17)の断面を計測して、前記演算部が、前記断面の計測情報に基づいて、所定ピッチ毎に、前記コアプレート(15)の傾き角度を差し引いた前記パッキン(17)のシール面の傾き角度(θ)を算出して、所定の閾値と比較して良否判定を行う。
(もっと読む)
包装体のシール不良検査装置およびそれを用いた製袋装置
【課題】軟包装材フィルムを使ったパッケージ等のシール部、非シール部を精度良く自動判別する手段を備えた製袋装置を提供する。
【解決手段】軟包装材フィルムを、シールするシール手段と、シールされた前記フィルムを切断する切断装置を備えた製袋装置であって、
前記切断装置の下流側に、前記シール装置によってシールされた前記フィルムを前記切断装置によって切断した前記フィルムのシール部のシール幅寸法を管理する手法と
前記シール幅寸法を管理する手法を一つ以上と
を備えたことを特徴とする製袋装置。
(もっと読む)
ガスホルダーの変形位置及び変形状態の特定方法
【課題】側板の変形状態や変形位置を運転中に特定すること。
【解決手段】側板2aで筒状に形成されたホルダー本体2と、外周部に設けられたシール機構を介して前記側板2aに沿って昇降可能に設置された蓋状のピストン3を有する、ガスを貯蔵するためのガスホルダー1の変形位置及び変形状態を特定する方法である。前記シール機構から漏れるガスの漏洩を検知するガス検知器4と、前記ピストン3の傾斜方向と傾斜量を測定する傾斜計5と、前記ピストン3の高さ方向の位置を測定するレベル計を、ガスホルダー1の円周方向にそれぞれ複数台設置する。これらガス検知器4、傾斜計5及びレベル計による測定を同時に連続で行い、ピストン3の高さ方向の位置と、当該ピストン3の傾斜方向及び傾斜量、並びにガスの漏洩量との関係を得る。これらの関係に基づき、側板2aの変形位置と変形状態を、運転中に特定する。
【効果】側板の変形状態や変形位置の特定ができる。
(もっと読む)
シール検査装置、シール検査方法、及び容器の製造方法
【課題】容器に過剰な圧力が加わることによるシール部の破損を防止したシール検査装置を提供する。
【解決手段】容器1の開口部から内容物を充填した後に、容器の開口部を封止したシール部の封止状態を検査するシール検査装置であって、容器1を搬送する搬送機構と、容器1の搬送路中に配置されて、容器1を押圧する押圧機構とを備え、押圧機構は、容器1の搬送方向と順方向に回転しながら容器1の胴部2に押し付けられる押圧ローラ27Aを有し、押圧ローラ27Aは、胴部2の入側の端部から中央部に至り、この胴部2の中央部から出側の端部に至る領域を連続的に押圧する際に、少なくとも当該押圧ローラ27Aとの接触により生じる容器1内の初期の圧力上昇を緩和するように、その回転中心Oから胴部2と接触する面の輪郭線に至る距離X,Yが設定されている。
(もっと読む)
遮水シート接合部の検査方法
【課題】接合部の下側の接合に不良がある場合でも通水路内を減圧することによって不良を塞ぐことができるような遮水シートの接合方法の提供を課題とする。
【解決手段】遮水シート1、2の接合部3には重ね合わせて接合する遮水シート同士の間に未加硫ゴムからなる接合テープ4、5を、間隔をあけて2列配置することで2列の接合テープ4、5間に通水路6を形成し、前記通水路6内に水を送り込んで接合部3を冷却すると共に加圧して接合部3における不良箇所を特定する。
(もっと読む)
気体の漏れの有無を判定する方法
【課題】ガスボンベのバルブからの気体の漏れの有無の判定を、手間や時間をかけずに、廉価で行えるようにする。
【解決手段】ガスボンベ10に取り付けられた状態において、バルブ13を取り囲む筒状部材31と、筒状部材31内の空間を区切る板材33とを備えた保護カバー30により気密な空間36を形成し、板材33に形成された孔33Aにビニル製の螺旋状に丸まった状態の袋体34を接続する。ガスボンベ10のバルブ13においてガス漏れが生じている場合には、袋体34が変形するため、袋体34の形状に基づきガス漏れの有無を判定する。
(もっと読む)
円筒状容器包装製品の封止不良検査方法および検査装置
【課題】 内円筒状の容器内にスナック菓子等の内容物を収納し、薄膜状の天蓋で気体と共に封止した容器包装製品において内圧の大小に拘わらず、不良品のみならず、良品をも誤判定することなく、高い精度で判定することができる封止不良検査方法および検査装置を提供する。
【解決手段】 底板7a中央部の変位波形を構成する複数の凸波形の各頂部の平均変位データを演算した後、それらの各凸波形の頂部の平均変位の間の変化量の平均値<ΔTi>と、これらの凸波形の頂部の平均変位のそれぞれの変化量ΔTiのばらつき{ΔTt}を演算し、平均変位変化量ΔTiのばらつき{ΔTt}と、ばらつきデータFSとを比較し、DS≦<ΔTi>およびFS≦{ΔTt}が共に成立するか否かを判断し、是ならば、円筒状容器の検体7は封止不良品と判定したものである。
(もっと読む)
検査装置及び検査方法
【課題】圧着処理されたシール部を有する液体または気体を封入する袋状の包装容器の材質、形状、色にとらわれる事無く、内容物の漏れなどにつながるようなシール不良をシール幅を検査することによって行い、シール強度を保障する検査方法及び装置を提供する。
【解決手段】圧着処理されたシール部を有する袋状の包装容器を移動させる移動手段とガイド手段と、光照射手段と、撮像手段と、画像データを処理する画像処理手段と、シール部の寸法データを表示する表示手段と、シール部の寸法を測定するする手段と、該測定結果をシール部の基準寸法とし、さらに、シール部の寸法から測定した結果を検査寸法として、前記基準寸法と検査寸法を比較することによって、シール部の良否を判定する手段と、該判定結果を上記表示手段に表示することを特徴とする検査方法及び装置
(もっと読む)
缶詰の内圧検査方法及びその装置
【課題】充填直後のインライン上の缶詰に対しては内容物の性状に依存することなく、又、ケースに入った各缶詰に対しては、隣接する他の缶詰との密着状態、ケース底部内面へのめり込み状態、更には缶詰内容物の性状に依存することなく、缶詰の変位量に基づいて缶詰内圧の良否を正確に判定すること。
【解決手段】同芯に対向させた一対の変位センサ2,3を、カートンケースCの搬送方向に直交し且つ搬送されて来るケース入り缶詰Kの中心とその一対の変位センサ2,3の中心とが一致するように配設し、そして缶詰Kの中心が一対の変位センサ2,3の中心を通過するタイミングで、これら変位センサ2,3の計測データを取り込み、そして缶詰Kの上端から開栓タブに到るトップデプス(Dt)と缶詰Kの下端からボトムパネルに到るボトムデプス(Db)とを加えたデプス合計(Ds=Dt+Db)を算出し、その算出結果を良品の缶詰内圧に対応するデプス合計の良品判定基準に当てはめる。
(もっと読む)
ピンホール検査機能付きブロー成形機
【課題】ブロー成形された全てのボトルを安全かつ確実にピンホール検査をすることが出来るピンホール検査機能付きブロー成形機を提供する。
【解決手段】ブロー成形部110の出口近傍において、ピンホール検査部120をブロー成形部110に一体化する。ピンホール検査部120は、種々のホイール21,22,23,24とから構成され、ピンホール検査ホイール23では、等間隔に複数配置されたグリッパ2などのボトル保持手段によって首部を保持されたボトルに対し、加圧ヘッド付きエア噴射機10からピンホール検査用ガスを供給し、ボトルのピンホール検査を行う。また、これらの回転ホイール21,22,23,24は、完全に同期してボトルの授受を行う。
(もっと読む)
1 - 20 / 39
[ Back to top ]