
Fターム[2H134KE04]の内容
電子写真におけるクリーニング・その他 (67,748) | クリーニング部材・装置の製造・組立 (989) | クリーニング部材の製造 (533) | 製造装置 (79)
Fターム[2H134KE04]に分類される特許
61 - 79 / 79
導電性ローラおよび導電性ローラの製造方法
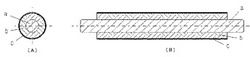
【課題】被覆層形成する際に用いられる塗工液中に水を添加することで、材料ロット差によって変化する被覆層の抵抗値の是正や、空気に長期間触れることで抵抗値が変化してしまうような塗工液に対して経時安定性を付与した導電性ローラおよびその製造方法を提供する。
【解決手段】通電性軸芯体a上に少なくとも1層以上の導電性弾性層bおよび被覆層cを順次積層する導電性ローラにおいて、該被覆層は浸漬塗工法によって得られ、浸漬させる塗工液がウレタン樹脂、有機溶剤および導電剤を含有するものを基本構成材料とし、この基本構成材料にさらに、該塗工液中の水分量が3.0質量%以下となる範囲で水が添加されている。
(もっと読む)
ブラシ体及びその製造方法

【課題】 製造時におけるブラシ糸の形状変化を抑制することができるとともに、構成の簡易化を図ることができるブラシ体及びその製造方法を提供する。
【解決手段】 帯状ブラシ材13は、複数本のブラシ糸14を互いに隣接するように並列に配置したうえ、各ブラシ糸の基端部14aを相互に接合して形成されたものである。そして、この帯状ブラシ材13を、その厚み方向に積層し、隣接する帯状ブラシ材13同士を接合することによって、ブラシ体10が形成されている。
(もっと読む)
画像形成装置用クリーニングブレード及びその製造方法
【課題】クリーンニングブレードのエッジ形状を任意の形状にすることができ、さらに優れたエッジ精度を有することによりクリーニング性能を向上させる。
【解決手段】熱可塑性樹脂組成物あるいは熱硬化性エラストマー組成物からなり、金型キャビティ表面粗さRz(1)を0.05〜0.3μmとした成形金型を用いて成形し、クリーニングブレードの表裏両面の表面粗さRz(2a)を0.1〜2.0μm、厚さ面の表面粗さRz(2b)を0.1〜5.0μm、エッジRを0.01〜0.4mm、稜線粗さを10μm以下、真直度を0.1mm以下としている。
(もっと読む)
電子写真機器用ブレード部材の製法
【課題】樹脂コーティングされた保持体を用いても、適正にブレード弾性体を形成することができる電子写真機器用ブレード部材の製法を提供する。
【解決手段】ブレード弾性体形成用の成形空間を有する成形用金型内に保持体をセットし、上記成形空間にブレード弾性体用の液状材料を注入して硬化させ、上記保持体の一側縁部にブレード弾性体を一体に形成する電子写真機器用ブレード部材の製法であって、上記保持体が樹脂コーティングされ、その樹脂コーティング層の表面の十点平均粗さ(Rz)が3〜15μmの範囲内に形成され、上記ブレード弾性体用の液状材料の注入時の粘度が1000mPa・s以下に設定されている。
(もっと読む)
導電性部材及びその製造方法
【課題】 導電性部材の長手方向両端に発生する不必要な弾性層及び表面被覆層の除去に用いる適切な部材及び方法を選択することで、軸芯体上に除去残りが無く、軸芯体に傷のない導電性部材及びその製造方法を提供することである。
【解決手段】 導電性の軸芯体と軸芯体の外周にソリッドゴムからなる弾性層及び表面被覆層を配した導電性部材であって、該弾性層の引き裂き強さが15N/mm以下であり、かつ該導電性部材の長手方向に略直角に張った新モース硬度が該弾性層より大きい撚り糸を、該軸芯体、該弾性層及び該表面被覆層に接触させて該軸芯体から不要な弾性層及び表面被覆層を除去したことを特徴とする導電性部材及びその製造方法。
(もっと読む)
ブレードの製造方法
【課題】 2本同時に製造する場合であって、切断方向で寸法精度が良いブレードの製造方法を提供することである。
【解決手段】 2本のホルダーを向かい合わせて配置し、熱硬化性樹脂でブレード部材3を形成し、ブレード部材3を切断することにより2分割して得るブレードの製造方法であって、該ホルダー2本と該ブレード部材3を有する一体成型品が、一方のホルダーの熱硬化性樹脂接合部分での切断線方向先端部6から対向する他方のホルダーに向けた切断線7との垂線8上から、対向する他方のホルダーの先端部6がずれていることを特徴とするブレードの製造方法。
(もっと読む)
導電性ローラおよび導電性ローラの製造方法
【課題】一回のみの浸漬によるディップ塗工で塗工層を形成し、被覆層の膜厚ムラが小さく表面の均一性の高い導電性ローラを簡単な方法で製造し提供する。
【解決手段】導電性軸芯体上に少なくとも1層の導電性弾性層と、その外周面上に少なくとも1層の被覆層を有する導電性ローラにおいて、該被覆層が、チクソトロピックインデックス(TI)が1以上の塗工液中へ被塗工物を5〜20mm/sの浸漬速度vで浸漬してゆき、一時停止して10〜30sの停止時間tが経過した後引き上げる1回のみのディップ塗工により該被塗工物の導電性弾性層または被覆層の外周面上に塗工層を形成し、該塗工層を乾燥または硬化して形成した被覆層であることを特徴とする導電性ローラ。
(もっと読む)
導電性ローラの製造方法
【課題】外周寸法精度を犠牲にすることなく、弾性層を安価に形成し製品のコストを大幅に低減することができ、しかも、弾性層の寸法が変わっても同じ装置でこれを形成することのできる、導電性ローラおよび導電性エンドレスベルトの製造方法を提供することを目的とする。
【解決手段】紫外線照射により硬化して弾性体を形成する化合物をダイコータ20で回転する被塗布物に塗布して前記化合物の塗布層5を形成し、該層5に紫外線を照射して硬化させる。
(もっと読む)
導電性ローラのパターン形成方法
【課題】 簡素な方法により、導電性ローラの塗膜層表面粗さを適切にして、トナーの搬送量や帯電量を適正にできる導電性ローラの表面処理方法を提供することを目的とする。【解決手段】 凹凸形成用ローラ11の表面に微細な凹凸からなるパターン11bを形成するとともに、前記導電性ローラ1と凹凸形成用ローラ11との相対回転により、前記パターン11bを導電性ローラ1の塗膜層4の表面に押し付けて形成することにより、樹脂から構成される塗料が塗布されて比較的平滑に形成された導電性ローラ1に、微細な凹凸からなるパターン1bが容易に刻設され、適度な表面粗さが付与されて、表面形状の最適化により、トナーの搬送量および帯電量が最適となり、最終的に出力される画質の向上が期待される。 (もっと読む)
画像形成装置、プロセスカートリッジ、そのためのクリーニング装置
【課題】 クリーニングブラシと静電潜像担持体の長期にわたる静的接触においても異常画像を発生させない画像形成装置及びプロセスカートリッジを提供すること。
【解決手段】 少なくとも静電潜像担持体と、該静電潜像担持体をクリーニングするクリーニングブラシを有する画像形成装置であって、前記クリーニングブラシのグリコール系溶媒の含有量がブラシ毛に対して6〜1000ppmであることを特徴とする画像形成装置。
(もっと読む)
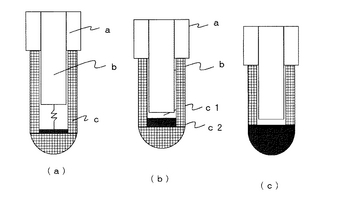
マスキング用キャップ、それを用いて製造された被覆層およびそれを用いて製造された被覆層の製造方法
【課題】本発明の目的は塗布工程、特にディップによる塗布において、塗料を付着させたくない部分を手軽な方法で、特別高精度な寸法を必要とせず、多少の必要進入量の差があったとしても、安定して塗工液から防護することができ、さらには取り付け、取り外しが容易なマスキング及びこれを使った塗工方法を提供することである。
【解決手段】 本発明に従って、導電性支持体とその外周に形成された弾性層及び被覆層を有する導電性部材において、少なくとも一方の導電性支持体の露出部にそれぞれ設けられる塗工時装着のマスキング用キャップを有し、前記マスキングキャップを構成する一部または全ての材質が磁力を持つ材料で形成されているマスキング用キャップを用いて前記被覆層を形成したことを特徴とする導電性部材と、導電性部材の製造方法が提供される。
【選択図】 図3
 (もっと読む)
(もっと読む)
ベルトを用いた導電性ローラまたは導電性エンドレスベルトの塗装方法
【課題】 塗装面積を増大させて塗装の均一化が図れ、作業効率が高い、ベルトを用いた導電性ローラまたは導電性エンドレスベルトの塗装方法を提供する。
【解決手段】 導電性ローラ1(または導電性エンドレスベルト)の基体部(5)の表面に塗料を塗布する塗装方法において、前記ローラ1を回転させるとともに、該ローラ1の基体部表面に塗装ベルト13を接触させたことにより、塗装ベルト13の面状の塗装面が、導電性ローラ1等の基体部の表面に少なくとも線接触にて接触して塗装を行うので、塗装部が多くなって潤沢な塗料を供給され、塗装の均一化が図れる。
(もっと読む)
リングコーター塗装工程の前処理方法およびその塗装方法
【課題】 簡素な方法により、導電性ローラまたは導電性エンドレスベルト基体部の表面への塗料の塗りむらや厚みの不均一を解消できるリングコーター塗装工程の前処理方法を提供することを目的とする。
【解決手段】 導電性ローラ1の基体部の表面に塗料を塗布するリングコーター塗装方法において、塗装工程の直前にプラズマ照射手段17によりプラズマを前記ローラ1の基体部表面に照射し、これらプラズマ照射手段17とローラ1とを軸方向に相対移動させて前記基体部の表面を改質することにより、比較的容易に作りだすことができるプラズマ状態の雰囲気中で、導電性ローラ1の基体部表面が改質されて塗料の濡れ性が高まり、塗りむらや厚みの不均一性が解消される。その結果、塗料の密着性が向上し、長期運転時の塗膜層の剥離等の不具合が解消される。
(もっと読む)
注型機及び液状物供給方法
【課題】 ウレタンの反応速度を速めるため、供給タンクの原料液状物温度を低めに設定し、定量ポンプを通して混合室へ向かう配管温度を高めに設定しても、供給タンクの材料に影響を与えること無く、注型することが可能な、注型機及び液状物供給方法を提供することである。
【解決手段】 原料液状物の供給タンクから配管を経由して定量ポンプにより一定量の該原料液状物を混合室に吐出する経路と、混合室へは吐出されずに循環する経路と、を有する注型機であって、該循環経路は、該供給タンクと該定量ポンプとの間に液循環合流部があることを特徴とする注型機、及び液状物供給方法。
(もっと読む)
遠心成形機用の原液投入装置
【課題】 原液の投入時間、投入角度、投入位置などのばらつきを無くして製品品質の安定化が図れ、また、省力化、作業の安全性確保及び成形効率の向上を実現できるようにする。
【解決手段】 遠心成形機1における円筒成形型2の投入口3に対向する外部位置に固定セット可能な基台4と、計量バケツ5を上向き開放状態に保持可能な枠体6と、この枠体6を計量バケツ5が投入口3を経て円筒成形型2内の所定位置に挿入されるように成形型軸線方向に沿い一定ストロークで往復移動させるロッドレスシリンダ7と、計量バケツ5を円筒成形型2内の所定位置で下向き開放状態に反転させる容器反転駆動機構8と、ロッドレスシリンダ7及び容器反転駆動機構8の作動を制御する制御装置9とを具備している。
(もっと読む)
電子写真装置用ブレードの製造方法
【課題】ウレタンとホルダーの接着力が高く、製造効率の高いクリーニングブレードの製造方法を提供する。
【解決手段】本発明は、ホルダーを配置した金型に、熱硬化性ウレタンエラストマーを注入して硬化させてなる電子写真用ブレードの製造方法において、該ホルダーを金型に配置する前に加熱したことを特徴とする電子写真装置用ブレードの製造方法、及び、該熱硬化ウレタンエラストマーを注入するときの金型とホルダーの温度差が20℃以内であることを特徴とする請求項1記載の電子写真装置用ブレードの製造方法である。
(もっと読む)
電子写真機能部品用正荷電性制御樹脂
【目的】 トナーと接触する電子写真機能部品をトナーと同極性の帯電性にすることができ、なおかつ表面に硬化層を形成しうる正荷電制御樹脂を提供するものである。
【解決手段】 式(1)で示される水酸基含有モノマー及び式(2)で示されるアミノ基含有モノマーを含有するモノマーを有するモノマー組成物を重合した共重合体の架橋物であることを特徴とする正荷電性制御樹脂に関する。
【化1】
(式中、Xは水素原子またはメチル基、Yは炭素数2〜6のアルキレン基、ZはOまたはNHを表す。R1は炭素数1〜7の二価の有機基、R2及びR3は、各々水素原子、炭素数1〜20の有機基、R2及びR3が化学的に結合した炭素数4〜20の環状構造、または、R2及びR3が化学的に結合した、窒素原子、酸素原子、イオウ原子の少なくとも一種を含む炭素数4〜19の環状構造を表す。)
(もっと読む)
導電性異繊度混繊糸およびそれからなるブラシ
【課題】
本発明は電子写真記録方式の乾式複写機やファクシミリ、プリンター等に用いられる導電性を有する繊維に関するものであり、混繊化することにより高パイル密度化による高画質、パイルにハリコシを持たせることによるクリーニング性向上の両面の効果を達成することを課題とする。
【解決手段】
繊度の異なる単糸(A)および単糸(B)からなるマルチフィラメントであり、単糸(A)および単糸(B)の導電性カーボンの含有量が10〜40重量%、単糸(A)の繊度が2〜8dtex、単糸(B)の繊度が1〜5dtex、単糸T(A)の繊度と単糸T(B)の繊度の比T(A)/T(B)が1.5〜8、かつ単糸(A)と単糸(B)との混繊率がマルチフィラメント全体を100重量%として、30/70〜70/30重量%であることを特徴とする導電性異繊度混繊糸。
(もっと読む)
ウェザーシール
ウェザーシールには一対の基底部材(21c、21d)が設けられる。基底部材はパイル(22)に取り付けられており、パイルは帯(51)が無端路に沿って移動する際に、帯の周囲に繊維(糸)を巻回することにより形成される。無端帯(51)の一方側のパイル部(22)が切断されて、切断パイル部(23)及び連続パイル部(22a)が得られる。連続パイル部(22a)は基底部材(21c、21d)を隣り合わせに、背中合わせに又は直角となるように配置することにより、湾曲部、アーチ又はループ(22e)を形成する。切断パイル部(23)は基底部材(21c、21d)において取り除かれ、或いは切断パイル部(22b、22c)の半分が所定位置に残される。残された半分の切断パイル部(22b、22c)は、連続パイル部(22a)により形成された湾曲部、アーチ又はループ(22e)の外部又は内部に沿って1個以上のブラシを形成する。湾曲部、アーチ又はループ(22e)の外面(22d)には薄肉材料の薄板又はフィン(80)が設けられてもよく、湿気又は空気の侵入に対する不浸透性及び外面の摩擦特性を制御する。フィン材(110a、110b)はまた、半分の切断パイル部(22b、22c)により形成されるブラシの外側に設けられてもよい。フィン材(80)は無端帯(51)に適用されてもよく、或いはフィン材(110)は無端帯(51)に巻回されたパイルの上方に適用されるとともに、パイル(22)と共に基底部材(21c、21d)に取り付けられてもよい。半分の切断パイル部(22b、22c)及び湾曲部、アーチ又はループ(22e)の外面(22d)は基底部材(21c、21d)を介して接着剤によって或いは1個以上のT字型溝によって、別の部材と密封関係にあるとともに係合可能である部材に取り付けられて、弾性密封される。  (もっと読む)
(もっと読む)
61 - 79 / 79
[ Back to top ]