
Fターム[2H171PA14]の内容
電子写真一般(全体構成、要素) (266,509) | 製造,組立,分解 (5,457) | 製造、組立の対象 (1,856) | 感光体以外の電子写真工程装置 (856)
Fターム[2H171PA14]に分類される特許
101 - 120 / 856
シームレスベルトの製造装置およびシームレスベルトの製造方法
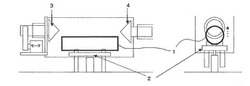
【課題】シームレスベルトの厚さ精度のばらつきを抑制できるシームレスベルトの製造装置およびシームレスベルトの製造方法を提供する。
【解決手段】円筒状金型1の内面に樹脂溶液が展開された円筒状金型1を回転させて塗膜を均一化するシームレスベルトの製造装置であって、円筒状金型1の両端部を固定する、当該円筒状金型1と同芯上に対向一対に配置される一対の固定手段と、固定手段を円筒状金型1端部に固定するように、円筒状金型1の軸方向に進退可能に移動させる進退駆動手段と、固定手段をその軸回りに回転させる回転駆動手段とを有し、円筒状金型1の回転は、一対の固定手段で円筒状金型1の両端部を固定し、固定手段を回転駆動手段で回転させて、当該円筒状金型を回転させることを特徴とする。
(もっと読む)
導電性部材、プロセスカートリッジおよび電子写真装置
【課題】長時間の通電耐久性に優れた導電性部材を提供する。
【解決手段】導電性の軸芯体と導電層とを有し、該導電層は、バインダー樹脂と該バインダー樹脂中に分散されている導電性の金属酸化物粒子とを含み、該金属酸化物粒子は下記構造式(1)で示される基を表面に有し、該構造式(1)で示される基は、金属酸化物粒子由来の表面官能基である水酸基の水素原子を、下記構造式(1)で示される基で置換することによって導入されてなるものである導電性部材。構造式(1)中、Rは、炭素数1〜4の2価の飽和炭化水素基を示す。 (もっと読む)
(もっと読む)
無端ベルトの製造方法

【課題】金型からの樹脂皮膜の抜き取りを容易に行なうことにある。
【解決手段】円筒形状の金型1の外周面の一部に、金型1に対して非接着性の被覆用膜部材11を固定部材161によって固定して、金型1の外周面の一部を被覆用膜部材11で被覆する被覆工程と、被覆用膜部材11の一部を覆うよう、金型1の外周面に樹脂材料を塗布する塗布工程と、樹脂材料を硬化させて樹脂皮膜を形成する硬化工程と、金型1と被覆用膜部材11との間隙に気体を挿入して、金型1から樹脂皮膜を抜き取る抜き取り工程と、を用いて樹脂皮膜を製造する。
(もっと読む)
管状物の製造方法
【課題】ノズルを使用し円柱状の芯金の周面に塗布液を螺旋状に塗布し、塗膜を形成した後、芯金を抜き取り管状物を製造しても膜厚が均一の管状物を製造することが出来る製造方法の提供。
【解決手段】回転する円柱状の芯金の周面に、相対的に移動するノズルより樹脂層形成用塗布液を吐出して螺旋状に塗布し樹脂層形成用塗膜を形成し、前記樹脂層形成用塗膜の硬化処理を行い樹脂層を形成した後、前記芯金を抜き取り管状物を製造する管状物の製造方法において、前記硬化処理を行う前に、前記樹脂層形成用塗膜を形成した前記芯金を、振れ幅30μm未満で、回転速度(周速度)0.02m/secから0.2m/secで回転させ平坦化処理を行うことを特徴とする管状物の製造方法。
(もっと読む)
管状物の製造方法
【課題】回転装置に装着した円柱状の芯金の振れ精度が低い場合でも、膜厚が均一の管状物の製造方法の提供。
【解決手段】円柱状の芯金の周面に、ノズルより樹脂層形成用塗布液を吐出して塗布し、樹脂層形成用塗膜を形成した後、前記樹脂層形成用塗膜の硬化処理を行い樹脂層を形成した後、前記芯金を抜き取り管状物を製造する管状物の製造方法であって、前記芯金の間欠回転と、前記ノズルで前記樹脂層形成用塗布液の間欠塗布を繰り返し前記芯金の周面の全域に、帯状の樹脂層形成用塗膜を形成し、平担化処理した後、硬化処理を行い樹脂層を形成し芯金を抜き取り管状物を製造することを特徴とする管状物の製造方法。
(もっと読む)
導電部材、プロセスカートリッジおよび電子写真画像形成装置
【課題】長期の通電によっても電気抵抗値が変動しにくく、長期に亘って安定した性能を発揮し得る導電部材の提供。
【解決手段】導電性の軸芯体101と、その外周に設けられた導電層102とを有する導電部材であって、該導電層は、バインダーとしての有機高分子化合物と、該有機高分子化合物に分散されている導電性の粒子とを含み、該粒子は、下記式(1)で示される構造を有する有機無機複合高分子からなることを特徴とする導電部材。式(1)中、R1はイオン交換基を有する有機基を示し、Mはケイ素、チタン、ジルコニウムまたはハフニウムを示す。 (もっと読む)
(もっと読む)
弾性ローラの製造方法
【課題】弾性体ローラに対して、リング塗工によって均一な紫外線硬化性の最外層を設ける方法に関して、安定して連続塗工可能な手段を提供する。
【解決手段】弾性ローラを製造するにあたり、弾性層表面に対して全周に開口されたスリット状の吐出口を有するリング塗布ヘッドにより、該吐出口の周囲が有酸素雰囲気の状態で該紫外線硬化塗料を該弾性層表面に対して吐出して、弾性層上に紫外線硬化塗料を塗布し、弾性層上に未硬化塗膜を形成する塗布工程と、該未硬化塗膜における紫外線が照射される部分の周囲を略覆って不活性ガスを供給しながら、紫外線照射手段から紫外線を照射し、該塗布工程と連続的に弾性層上の未硬化塗膜を硬化する硬化工程と、を有する事を特徴とする。
(もっと読む)
弾性ローラの製造方法
【課題】芯金の周囲をゴム混合物の膜厚を異ならせて被覆する弾性ローラの製造方法においても、正確に弾性ローラの膜厚プロファイルを得ることができる製造方法を提供する。
【解決手段】クロスヘッドの芯金供給孔に、複数本の芯金を直列かつ連続的に供給すると共に、該クロスヘッドに接続した押出機から、溶融したゴム混合物を該クロスヘッドに供給することによって、周囲がゴム混合物の層で被覆された芯金の複数本を製造する工程を含む弾性ローラの製造方法であって、クロスヘッドに送り込まれる芯金の移動量ごとに弾性ローラの外径を測定する。
(もっと読む)
電子写真用導電性弾性部材
【課題】エピクロルヒドリン系ゴムを含む導電性弾性体層を有し、かつ、導電性にムラの生じにくい電子写真用の導電性弾性部材を提供すること。
【解決手段】エピクロルヒドリン−エチレンオキサイド共重合体及びエピクロルヒドリン−エチレンオキサイド−アリルグリシジルエーテル共重合体から選ばれる一方又は両方のゴムを含む導電性弾性体層を有する電子写真用の導電性弾性部材であって、該ゴムは、下記式(1)で示される基によって単位中の塩素原子が置換されたエピクロルヒドリン単位を有する。
【化1】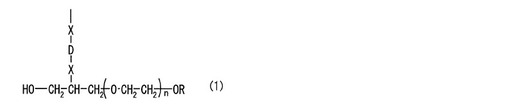
(式(1)中、Xは−S−又は−NH−であり、Dは2価の有機基であり、Rは水素又は炭素数1以上20以下の炭化水素であり、nは15以上100以下の整数である。)
(もっと読む)
現像装置及び画像形成装置
【課題】軸受部材90の外側面90A・90B・90C・90Dの向きを、凹部95の底面95Aに対して変更することで、現像ロール74と感光体62との間隔を調整できるようにする。
【解決手段】軸受部材90の4つの外側面90A・90B・90C・90Dは、現像ロール74の回転軸の中心までの距離dA・dB・dC・dDが異なっている。これにより、凹部95の底面95Aに接触する外側面90A・90B・90C・90Dを変更することで、感光体62と現像ロール74との間隔を調整できる。
(もっと読む)
着脱体及び画像形成装置
【課題】開閉部材の姿勢を安定し易くすること
【解決手段】内部空間(40)と内部空間(40)と外部の空間とを接続する接続口(36a)とを有し、被着脱装置(U1)に着脱可能に装着される着脱体の本体(TC1)と、着脱体の本体(TC1)に装着されて接続口(36a)を開放する開放位置と接続口(36a)を閉塞する閉塞位置との間で移動可能な開閉部材(TC2)であって、開放位置と閉塞位置との移動方向に沿って弧状に形成された開閉部材の本体(101)と、開閉部材の本体の外表面(104)に形成された平面状の平面部(106)と、を有する開閉部材(TC2)と、を備えた着脱体(TC)。
(もっと読む)
ローラの製造方法
【課題】連続的に長期間の繰り返し塗工を行った場合にも、安定して均一な膜が形成できる塗工方法を提供する。
【解決手段】軸体とその周囲に形成した導電性弾性層とを有する導電性基層ローラに対し全周に亘って間隙を形成するように配置されたリング塗布ヘッドの吐出口から塗布液を吐出し、導電性基層ローラ上に少なくとも1層以上の表面層を形成するローラの製造方法であって、該リング塗布ヘッドと該導電性基層ローラを長手方向に相対移動させずに、前記リング塗布ヘッドの吐出口と前記導電性基層ローラとの間隙に塗布液を充填しながら/もしくは充填した後、前記導電性基層ローラと前記リング塗布ヘッドを相対的に軸回転させる工程と、該導電性基層ローラの長手方向に該リング塗布ヘッドを相対移動させながら、前記リング塗布ヘッドの吐出口から塗布液を吐出させて該表面層を形成する工程、を有することを特徴とするローラの製造方法。
(もっと読む)
半導電性ローラおよびそれを用いた帯電ローラ
【課題】帯電ローラや現像ローラとしての良好な半導電性を有し、しかも保護膜としての特性に優れた酸化膜を備えたローラ本体を有する半導電性ローラを提供する。
【解決手段】ベースポリマと、前記ベースポリマを架橋させる架橋成分とを含み、前記ベースポリマがエピクロルヒドリンを含む二元共重合体とニトリルゴムとの混合物であるとともに、前記架橋成分がチオウレア系架橋成分と硫黄系加硫成分である半導電性ゴム組成物の架橋物からなり、外周面5に、紫外線照射による酸化膜6が形成されたローラ本体2を有する半導電性ローラ1である。
(もっと読む)
起毛状シール部材製造方法
【課題】像担持体の両端部周面のシール性を向上させることによって像担持体の両端部近傍からトナーの飛散が生じることを防止可能な起毛状シール部材および起毛状シール部材製造方法を提供する。
【解決手段】 起毛状シール部材10は、感光体ドラム90の軸方向の両端部の周面に対向するように配置される。起毛状シール部材10、シート状の基材12および起毛シール部14を備える。起毛シール部14は、基材12の表面に設けられる。この起毛シール部14は、各毛が予め決められた毛倒れ方向に向かって所定の角度に傾斜するように配置される。また、起毛シール部14は、感光体ドラム90の軸方向の中央部に向かう方向に毛倒れ方向が設定される。さらに、起毛シール部14は、基材12における毛倒れ方向側の縁から毛倒れ方向側に毛が延び出すように構成される。
(もっと読む)
支持構造及び画像形成装置
【課題】筐体の位置決め精度を確保しつつ、筐体へ伝達される振動を好適に抑制する支持構造及び画像形成装置を提供する。
【解決手段】光学素子を収容する筐体と、該筐体を支持する支持ユニットと、前記筐体を前記支持ユニットに対して位置決めする位置決め要素と、前記支持ユニットから前記筐体へ向かう振動を抑制する防振要素と、前記筐体から前記支持ユニットに向けて延出する延出部と、を備え、前記支持ユニットは、前記延出部が挿入される開口部を形成する第1面を含み、前記位置決め要素は、前記延出部を前記第1面から離間させるように支持しつつ、前記開口部内で前記延出部を位置決めし、前記防振要素は、前記第1面と前記延出部との間に配設されることを特徴とする支持構造。
(もっと読む)
現像装置及びプロセスカートリッジ
【課題】現像剤シール部材を引き出す際に現像剤シール部材が捩れることを抑制し、現像剤シール部材に付着している現像剤を効果的に除去することが可能な現像装置及びプロセスカートリッジを提供する。
【解決手段】現像剤収容室14と現像室13aとを連通する連通口14a、連通口14aを塞ぐ現像剤シール部材50、及び現像室13aの枠体13に設けられ、対向する現像剤収容室14との間を塞ぐと共に、外部へ延びる現像剤シール部材50に当接する枠体シール部材60、を備える現像装置19であって、現像剤シール部材50をガイド部材70によってガイドされながら引き出すことが可能である。
(もっと読む)
導電性ローラの製造方法およびそれにより得られる導電性ローラ
【課題】フォーム体からなる弾性層への塗料の浸み込みを防止することで、弾性層上に、均一な膜厚にて平滑性に優れた塗膜を形成することができ、これによりローラとしての適正な抵抗および弾性を確保することができる導電性ローラの製造方法、および、それにより得られる導電性ローラを提供する。
【解決手段】シャフト1と、その外周に形成されたポリウレタンフォームからなる弾性層2と、その表面に形成された少なくとも1層の塗膜層3と、を備える導電性ローラの製造方法である。弾性層の表面に塗膜層を、塗膜層形成用塗料のディッピング塗布により形成するにあたり、塗膜層形成用塗料を、固形分濃度x(質量%)と粘度y(mPa・s)とが、下記式(1)〜(3)、
x≦60 (1)
100≦y≦1500 (2)
y≧−80x+4500 (3)
で示される関係を満足するよう調製する。
(もっと読む)
導電性組成物、電子写真用ベルト、中間転写ベルト及び画像形成装置、並びに導電性組成物の製造方法
【課題】電気抵抗の安定性に優れ、かつクリープ、伸び、割れに強い低コストで高寿命の導電性組成物、電子写真用ベルト、中間転写ベルト、及びこれらを用いた画像形成装置、並びに前記導電性組成物の製造方法を提供すること。
【解決手段】熱可塑性樹脂からなる母体樹脂と、導電剤と、補強剤と、を有し、前記導電剤は、カーボンブラックを含み、該カーボンブラックはアミン価が1〜100mgKOH/gであり、前記補強剤は、酸無水物、カルボン酸またはエポキシ基を含有することを特徴とする。
(もっと読む)
画像形成装置用ローラ、その製造方法、及びトナー供給ローラ
【課題】ポリウレタンフォーム層の表面セルが安定して開口し、被圧接面への摺擦力(摩擦力)が小さい画像形成装置用ローラを製造できる画像形成装置用ローラの製造方法を提供する。
【解決手段】筒状金型に芯金を支持する下駒と上駒を有してなる成形金型を用いる、該芯金上にポリウレタンフォーム層を有する画像形成装置用ローラの製造方法において、該筒状金型には、内面に研削加工による加工筋を、該筒状金型の長手方向となす角度が80°以上90°未満であるように設け、かつ、該加工筋に沿ったRzJISを5.0μm未満とし、該筒状金型内面の長手方向のRzJISを8.0μm以上16.0μm未満とする。なお、本方法で製造される画像形成装置用ローラは、トナー供給ローラとして好適なものである。
(もっと読む)
弾性現像ローラの再生方法
【課題】非磁性一成分現像機に搭載したカートリッジにおける使用済の弾性現像ローラに特定の処理を施し、該弾性現像ローラ上におけるトナーの薄層形成化及び高帯電化を可能とする弾性現像ローラの再生方法を提供する。
【解決手段】非磁性一成分トナー用の弾性現像ローラを再生する方法であって、(a)エアーブロー処理された使用済弾性現像ローラを湿式ブラスト処理する工程、及び(b)前記(a)工程で湿式ブラスト処理された弾性現像ローラを、40〜200℃の温度にて加熱処理する工程、を含むことを特徴とする弾性現像ローラの再生方法である。
(もっと読む)
101 - 120 / 856
[ Back to top ]