
Fターム[2H171PA14]の内容
電子写真一般(全体構成、要素) (266,509) | 製造,組立,分解 (5,457) | 製造、組立の対象 (1,856) | 感光体以外の電子写真工程装置 (856)
Fターム[2H171PA14]に分類される特許
121 - 140 / 856
ゴムローラ用シャフト及びゴムローラ
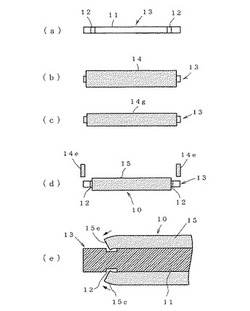
【課題】ゴムローラ用のシャフトにゴムチューブを圧入してゴムローラとする際に、ゴムローラの端部のはね上がりがなく、しかもゴムチューブの端部カットという工程とは別工程でゴムローラ自体にはね上がり防止のための加工をする必要がないゴムローラ用シャフト及びゴムローラを提供する。
【解決手段】シャフト本体11の端部から所定長さ離れた位置にはね上がり防止溝12を形成してゴムローラ用シャフト13とし、そのゴムローラ用シャフト13にゴムチューブ14を圧入し、前記はね上がり防止溝12上で、ゴムチューブ14の両端部をカットしてローラゴム15を形成したものである。
(もっと読む)
弾性ローラの製造方法
【課題】成形待機時でも環状塗工ヘッドから材料が漏れ出さないようにすることで軸芯体を保持するワーク保持軸や軸芯体そのものに材料が付着するのを防止し、形状精度の高い電子写真用弾性ローラを製造することができる製造方法を提供する。
【解決手段】中心孔の内周面に環状スリットを有する環状塗工ヘッドと同軸に軸芯体を配置し、環状スリットから未硬化のゴム混合物を吐出させつつ軸芯体と環状スリットを相対的に移動させることで軸芯体の外周面に弾性層を有する電子写真用弾性ローラを複数本製造する製造方法において、該環状塗工ヘッドの中心孔の直径より大きな外径を有し、かつ該環状塗工ヘッドの中心孔に挿入可能なように弾性材料で形成されたディスクと該環状塗工ヘッドを相対的に移動させて該環状スリット近傍の該未硬化のゴム混合物を該ディスクで掻き取らせる工程を含む。
(もっと読む)
現像装置及びプロセスカートリッジ

【課題】現像剤シール部材を備える現像装置及びプロセスカートリッジにおいて、使用時に容易に現像剤シール部材を剥がすことが可能な現像装置及びプロセスカートリッジを提供する。
【解決手段】現像ローラ10が設けられている現像室13a、現像剤を収容する現像剤収容室14c、現像剤収容室14cと現像室13aとを連通する連通口14d、連通口14dを塞ぐ現像剤シール部材21、及び現像剤シール部材21の一端を固定し、把持部24が装着されている把持装着部14hを備える現像装置19において、把持部24が把持装着部14hに対して回転可能に連結されている。
(もっと読む)
電子写真装置用ブレード部材製造方法及び製造装置
【課題】硬化時間の速いポリウレタン組成物を用い高品質な電子写真装置用ブレード部材を連続的に成型する製造方法及び製造装置を提供する。
【解決手段】外周面に連続した成型用溝を形成した成型ドラムとエンドレスベルトを用いる電子写真装置用ブレード部材製造方法において、電子写真装置用ブレード部材が粘度が500〜3000mPa・sであるA)〜D)を含むポリウレタン組成物を硬化したポリウレタン樹脂であり、組成物の注入点は成型ドラムとエンドレスベルトが初めに接触する部分からエンドレスベルトの移動方向に対して上流側のエンドレスベルト上の成型用溝に対向する位置にある方法。A)ポリイソシアネートB)数平均分子量が1000〜4000のアジペート系ポリエステルポリオールC)分子量200以下の鎖延長剤D)イソシアヌレート化触媒20〜500ppm、ウレタン化触媒200〜1500ppm。
(もっと読む)
ドクタ装置、ドクタ刃着脱装置
【課題】高い技量を必要とすることなく、うねり等を生じないようにドクタ刃を装着できるドクタ装置、ドクタ刃着脱装置を提供する。
【解決手段】ドクタ装置10は、上ホルダ20と、上ホルダ20に設けられ、装着された状態のドクタ刃11の奥行方向Yに沿った方向に配置され、装着された状態のドクタ刃11の奥行方向Yの範囲に延在するように設けられた磁石22と、下ホルダ30と、下ホルダ30に設けられ、上ホルダ20に設けられた磁石22に対応する範囲に配置され、磁石22に引き寄せられることにより下ホルダ30を上ホルダ20に引き寄せて固定する磁性体32と、第1及び下ホルダ30に設けられ、磁石22及び磁性体32によって下ホルダ30が上ホルダ20に引き寄せられることにより、ドクタ刃11を挟み込むようにして装着する上挟み込み突起24及び下挟み込み突起34とを備える。
(もっと読む)
導電ロールの製造方法、導電ロール、画像形成装置およびプロセスカートリッジ
【課題】軸方向端部に発生する突起の高さ(研削面を基準とした場合の高さ)を抑制する。
【解決手段】導電性支持体2上に、MD1硬度が45°以下のゴム基材層4を形成する工程と、ゴム基材層4よりも幅が短い研削部材を用い、ゴム基材層4が形成された導電性支持体2を回転させ且つ研削部材をゴム基材層4に押し当てつつ研削部材を軸方向に移動させて、ゴム基材層4の外周表面を研削し成形する工程と、研削部材がゴム基材層4の端部に到達した後、下記(条件1−1)および(条件1−2)を満たす傾斜T1を、研削部材によって形成する工程と、を有する導電ロールの製造方法。
(条件1−1)軸方向に対する角度θ1が2°以上90°未満
(条件1−2)軸方向の外側に向かって径が小さくなる
(もっと読む)
管状体およびその製造方法
【課題】本発明は、熱伝導性無機フィラーや繊維状フィラーを所定量含有するポリイミド樹脂層を少なくとも含む管状体が、前記管状体の端部の内径と中央部の内径の径差を、所定の割合に調製することにより、管状体の端部の内径と中央部の内径に差がある場合であっても、脱型を容易に行うことができる管状体を提供する。
【解決手段】ポリイミド樹脂、熱伝導性無機フィラー、及び、繊維状フィラーを含有するポリイミド樹脂層を少なくとも含む管状体であって、前記ポリイミド樹脂100重量部に対して、前記熱伝導性無機フィラーを30〜150重量部、前記繊維状フィラーを1〜10重量部含有し、前記管状体の端部の内径(R1)及び中央部の内径(R2)のいずれか大きな内径に対する、前記内径(R1)及び内径(R2)の径差の絶対値(ΔR)の割合が、0.01〜0.45%であることを特徴とする管状体。
(もっと読む)
ベルト及び画像形成装置
【課題】画像形成装置の転写ベルト上に付着するトナーのクリーニングを、クリーニング部材によって、効果的に且つ長期にわたって安定したクリーニング性能を維持して行なうのが困難であった。
【解決手段】ベルト22の表面に当接してベルトに付着するトナー等の付着物を除去するクリーニンブレード24を備えた画像形成装置1に備えられるベルト22において、ベルト22の表面に対するn−ドデカンの接触角θを10°≦θ≦45°とし、且つベルト22の表面の鏡面度を60≦M≦200とする。
(もっと読む)
光走査装置
【課題】組み付け時の作業性を向上させることができる光走査装置を提供する。
【解決手段】光走査装置100は、光源(半導体レーザ光源121)と、光源からの光ビームを主走査方向に偏向および走査させる偏向器(ポリゴンミラー130)と、光源の駆動を制御する制御基板180と、制御基板180を支持する筐体110とを備えている。制御基板180は、光源が接続される光源接続部181と、外部端子を接続するためのコネクタ182とを有している。制御基板180は、光源接続部181が筐体110内に配置され、コネクタ182が筐体110外に露出して配置されている。
(もっと読む)
シームレスベルトの製造方法
【課題】熱可塑性樹脂を主成分とする、高品位なシームレスベルトを低コストで製造することのできる製造方法を提供する。
【解決手段】軸方向に異なる内径を有する第1の円筒4と第2の円筒7とを、第1の円筒4及び第2の円筒7の互いに対向する端部が間隙を有するように配置し、間隙に環状ダイ2から熔融体を押し出す工程と、間隙に押し出された熔融体を、第1及び第2の円筒4,7の互いに対向する端部で挟持して、第1の円筒4と第2の円筒7との間での円筒内の気体の連通を遮断する工程と、熔融体を挟持した状態で第1及び第2の円筒4,7と、環状ダイ2とを軸方向に相対移動させて第1の円筒4の内壁に熔融体を塗布して熔融体の筒状の層1を形成する工程と、筒状の層1と第2の円筒7の内壁とで少なくとも構成される空間に気体を充填し、気体の圧力で筒状の層1を第1の円筒4の内壁に密着させる工程と、筒状の層1を固化させる工程と、を有する。
(もっと読む)
現像装置及びプロセスカートリッジ
【課題】トナー漏れやコストアップへの影響が少なく、小型化を実現した現像装置及びプロセスカートリッジを提供する。
【解決手段】現像剤供給ローラ35は、円筒状弾性体35bの端部35cに中央部の外径よりも小さい外径の小径部44を有しており、小径部44の端面35dの外径は、現像容器29における端部シール部材36に接触しないように形成される。
(もっと読む)
トナー収容器、画像形成装置、トナー収容器製造方法、及びトナー収容器再生方法。
【課題】シーリング部材190Yの張り直し作業や交換作業を容易に行うことができるトナーカートリッジを提供する。
【解決手段】トナーを収容する円筒状収容器101Yと、これの先端部を自らの内部に受け入れた状態で、円筒状収容器101Yを回転可能に保持するキャップ部150Yと、キャップ部150Yと円筒状収容器101Yとの間に介在するシーリング部材190Yとを具備するトナーカートリッジにおいて、キャップ部150Yのフック部152Yに引っ掛けるために円筒状収容器101Yの先端部に形成する外周突起104Yとして、従来よりも幅広のものを形成し、この外周突起104Yの側面をシール受け面として機能させ、このシール受け面にシーリング部材190Yを貼り付けた。
(もっと読む)
導電性ローラおよびその製造方法
【課題】抵抗の環境依存性が小さく、かつ、弾性層表面が微細な気孔径を有することで、表面性にも優れた導電性ローラおよびその製造方法を提供する。
【解決手段】シャフト1と、その外周に順次形成された弾性層2および表層3と、を備える導電性ローラである。弾性層2が、ポリウレタン樹脂と耐水化剤とを含有するポリウレタンフォームからなる。上記導電性ローラを製造する方法である。ポリウレタン樹脂と耐水化剤とを含有する配合材料を発泡させた後、発泡した配合材料を、シャフト1にディッピング塗布して、シャフト1の外周に弾性層2を形成する。
(もっと読む)
トナー収容器、画像形成装置、トナー収容器製造方法、及びトナー収容器再生方法。
【課題】キャップ部150Yの本体とフック部152Yとをそれぞれ別の型で成型することによる不具合を解消しつつ、キャップ部150Yを所望の機械的強度、寸法精度及び平面精度が得られるものとする。
【解決手段】成型工程で複数のフック部152Yの引っ掛かり面をそれぞれ個別に成型するための複数のフック型部材を、成型後のキャップ部150Yの内側から外側にそれぞれ個別に引っこ抜くための複数の型抜き穴154Yを、それらフック型部材自身によってそれぞれキャップ部150Yに成型した。
(もっと読む)
高導電性の軟質ウレタンローラー
導電性ローラおよびその製造方法
【課題】弾性層形成用塗料の比重のバラツキが小さく、かつ、弾性層表面が微細な気孔を有する導電性ローラおよびその製造方法を提供する。
【解決手段】シャフト1と、その外周に形成された弾性層2と、を備える導電性ローラである。弾性層2が、ポリウレタン樹脂と湿潤剤とを含有するポリウレタンフォームからなる。上記導電性ローラを製造する方法である。ポリウレタン樹脂と湿潤剤とを含有する配合材料を、機械的に攪拌することにより発泡させた後、発泡した配合材料を、シャフト1にディッピング塗布して、シャフト1の外周に弾性層2を形成する。
(もっと読む)
電子写真機器用現像ロールおよび成形用金型の製造方法ならびに成形用金型
【課題】層形成ブレードへのトナー粒子の融着を抑制して画像不具合の発生を抑制できる電子写真機器用現像ロールおよびこのような現像ロールを製造できる成形用金型ならびに成形用金型の製造方法を提供すること。
【解決手段】型成形されたゴム弾性層14の表面に、型転写により形成された多数の凸部14aが存在し、この凸部14aの径が1〜10μmの範囲内にあり、ゴム弾性層14の表面における凸部14aの面積割合が30〜78.5%の範囲内にあり、凸部14aと凸部14aとの間の部分における被覆層16の厚みが8μm以下、かつ、凸部14aの径の大きさ以下である現像ロール10とする。現像ロール10は、円筒状の成形用金型基材の内周面に樹脂粒子を含有する無電解めっき層を形成した後、無電解めっき層内の樹脂粒子を溶解除去して無電解めっき層の表面に多数の凹部を形成した成形用金型を用いて形成される。
(もっと読む)
再生ローラ、廃物ローラの再生方法、現像装置及び画像形成装置
【課題】弾性層が再利用された低コストで高品質な再生ローラ、高品質を維持した低コストの現像装置及び画像形成装置、並びに、廃物ローラを前記再生ローラに歩留りよく再生することのできる廃物ローラの再生方法を提供すること。
【解決手段】第1弾性層3Aと第1弾性層3Aの外周面に形成された第2弾性層4Aとを備え、第1弾性層3Aが条件(1)及び(2)を満足する再生ローラ1A、廃物ローラの弾性層3Aを条件(1)及び(3)を満たすように除去し、弾性層3Aの外周面に第2弾性層4Aを形成する廃物ローラの再生方法、前記再生ローラ、又は、前記廃物ローラの再生方法によって再生した再生ローラを備えて成る現像装置及び画像形成装置。
(1)十点平均粗さRzが1〜9(μm)であること、(2)第1弾性層3Aの厚さt1が第2弾性層4Aの厚さをt2との合計厚さに対して50%以上100%未満であること
(もっと読む)
シリコーンゴムローラの製造方法
【課題】一次硬化体に付着した異物に起因する微細な凸部のない表面を有するシリコーンゴムローラの製造方法を提供すること。
【解決手段】軸体の外周面に形成されたシリコーンゴム層を備えてなるシリコーンゴムローラの製造方法であって、前記軸体の外周面に配置されたシリコーンゴム組成物を一次硬化してなる一次硬化体を除電ブローし、この一次硬化体を二次硬化して、前記シリコーンゴム層を形成することを特徴とするシリコーンゴムローラの製造方法。
(もっと読む)
現像ロール
【課題】トナーの劣化やトナーフィルミングの発生を効果的に抑制し、長期に亘って高画質な画像を現像することが出来る現像ロールを提供すること。
【解決手段】軸体の外周面上に、ロール径方向の内側から外側に向かって、基層、中間層及び表層が、順次、一体的に積層形成されてなる現像ロールにおいて、前記基層をシリコーンゴムを主成分とする基層形成材料にて形成し、前記中間層を、熱可塑性ウレタンエラストマーとフッ素系界面活性剤とを少なくとも含む液状の中間層形成材料を用いて、ロールコーティング法に従って形成し、前記表層を、アクリルシリコーン樹脂等からなる、ガラス転移温度が30〜50℃である合成樹脂材料と、フッ素系界面活性剤とを少なくとも含む液状の表層形成材料を用いて、ロールコーティング法に従って形成し、更に、ロール表面のMD−1硬度及びマルテンス硬度をそれぞれ所定の範囲内とした。
(もっと読む)
121 - 140 / 856
[ Back to top ]