
Fターム[3C030CA01]の内容
自動組立 (6,729) | 特定物品の組立・分解 (243) | 軸回りの組立て、分解 (50)
Fターム[3C030CA01]の下位に属するFターム
軸受の脱着 (19)
Fターム[3C030CA01]に分類される特許
1 - 20 / 31
スプライン部の嵌合方法
【課題】スプラインを形成した部材同士を嵌合させる方法を提供する。
【解決手段】本発明のスプライン部の嵌合方法は、外周スプラインが形成されたサンシャフト4を治具上部14に配置する工程と、内周スプラインが形成されたハウジング2をサンシャフト4に被せるように配置する工程と、サンシャフト4を押下げるように押圧する工程と、ハウジング2とサンシャフト4のスプライン部の位相を合わせる工程と、サンシャフト4の押圧を解放する工程とを含んでいる。サンシャフト4を押圧する工程は、補助治具21を介してサンシシャフト4を下方に押圧することで、スプライン同士の噛合いを外し、補助治具21を介してサンシャフト4を回転させて補助治具21を位置決め柱15に当接させて、この状態でサンシャフト4を下方に押下げる押圧を解放することで、両部材のスプラインを嵌合させることができる。
(もっと読む)
軸受取り付け装置

【課題】両シール軸受であっても、ダイヤルゲージを用いることなく、テーパ穴軸受を適切なラジアル内部すきまで取り付け可能な軸受取り付け装置にする。
【解決手段】スリーブ1の円すい状外径面9に軸方向に一定のピッチで並ぶ目盛り15を形成し、目盛り15の集合を用いてテーパ穴軸受3の内輪5の押込み量を直接に読み取り、その押込み量に基いてラジアル内部すきまを調節することができるようにした。
(もっと読む)
ダミー軸の選別装置
【課題】ダミー軸Dsとピニオン軸Psとを取り違えないようにする
【解決手段】ピニオン軸Psおよびダミー軸Dsの外径と整合する内径D1の貫通穴5が形成された本体部4と、貫通穴5の貫通方向に直交する支持軸Yで回動可能に支持されて、貫通方向で支持軸Yを挟んで一方側の当接部12と他方側の規制部11を、貫通穴5内に交互に出没自在とした回動部材10とを、を備え、回動部材10は、基準位置において、当接部12を貫通穴5内に突出させると共に規制部11を貫通穴5から退避させ、貫通方向における当接部12と規制部11との離間距離Lxを、ダミー軸Dsの軸方向長さH2よりも長く、ピニオン軸Psの軸方向長さH1よりも短く設定した構成のダミー軸の選別装置1とした。
(もっと読む)
製品の把持装置
【課題】製品を把持する際、製品が把持手段内を移動してしまうことを防止し、芯出しを行いながら把持することができる把持装置を提供する。
【解決手段】製品の把持装置は、第一のラック91aと第二のラック91bとが一体に設けられた第一のアーム部材91と、第一のアーム部材91の進退を駆動する駆動手段92と、第三のラック93bが設けられた第二のアーム部材93と、第一のラック91aの駆動力を第三のラック93bに伝達する第一の歯車群94と、第四のラック95bが設けられた第三のアーム部材95と、第二のラック91bの駆動力を第四のラック95bに伝達する第二の歯車群96と、第一の把持手段65aと、第二の把持手段65bと、第三の把持手段65cと、を有する。
(もっと読む)
ギヤ等組付け装置
【課題】軸部材にサイズの異なる多数個のギヤを、セットすることができるギヤ等組付け装置を提供することを課題とする。
【解決手段】第1ロボット17は、ハンド45にギヤ24を挟んだ形態で所定位置にて待機している。第2ロボット18は、一対のフィンガー61、62でギヤ24の円周面24bを挟む。これで、第1ロボット17から第2ロボット18へギヤ24の持ち替えが行われた。第2ロボット18は、軸部材19に上からギヤ24を投入する。
【効果】第1ロボットでギヤの両側面を挟む。両側面を挟むため、サイズの異なるギヤを、ギヤ供給機構から簡単に第1ロボットでピックアップすることができる。結果、軸部材にサイズの異なる多数個のギヤを、セットすることができるギヤ等組付け装置を提供することができる。
(もっと読む)
圧入方法
【課題】圧入部材と被圧入部材との密着度を均一にする圧入方法を提供する。
【解決手段】圧入部材を被圧入部材に圧入して形成されるワークにおける圧入方法であって、ワークに掛かる荷重を繰り返し測定し(S103)、所定の圧入間隔または所定の時間間隔における荷重の増加量を算出し(S104)、荷重の増加量が所定値よりも大きくなった後(S105)に、ワークに所定荷重を加える(S106)。
(もっと読む)
軸部材の位置決め装置および軸部材への圧入物の圧入機
【課題】位置決め装置において、周方向での軸部材の位置決め作業の効率向上を図る。
【解決手段】位置決め装置2において、カム軸が載置される仮受け部材12は、移載用駆動部材により駆動されて下降移動を行う可動台16に設けられる。仮受け部材12は、可動台16と共に下降移動することで本受け部材25にカム軸を移載し、かつ、駆動部材19により駆動されて、可動台16と共に軸方向移動を行うことにより本受け部材25に載置されている状態のカム軸を軸方向位置決め部材30に当接させる。カム軸の周方向位置を設定するために、可動周方向位置決め部材42は、駆動部材43により駆動されて、カム軸が有する位置決め用ピンに当接すると共に該ピンを固定周方向位置決め部材41との協働により周方向で挟持するまで、本受け部材25に載置されていると共に軸方向位置決め部材30に当接している状態のカム軸に、前記ピンを通じて周方向移動を行わせる。
(もっと読む)
倣い機構
【課題】小さな倣い力で高精度な倣いを実現できる倣い機構を提供する。
【解決手段】摺動保持部2と可動部3との間に、摺動保持部2と摺動部31の磁力による吸着力と、可動部3の自重及び加圧エアによる静圧とを均衡させることにより静圧空気軸受けを形成する倣い機構1において、可動部3の倣い部32を、摺動部31より密度の大きな物質によって構成することにより、可動部3の回転中心Cと可動部3の重心Gを近づける構成とする。
(もっと読む)
油圧式クラッチ操作装置の組み付け補助具
【課題】筒形の油圧式クラッチ操作装置4を、変速機2の入力軸6の外径側に組み付ける際に用いる組み付け補助具10において、油圧式クラッチ操作装置4を組み付け場所に適正な姿勢でかつ不動に配置させて、組み付け作業を簡単かつ正確に行えるようにサポート可能とする。
【解決手段】油圧式クラッチ操作装置4は、レリーズベアリング44と、油圧シリンダ(41〜43)とを含む。組み付け補助具10は、油圧シリンダの内径面(42の内周面)と入力軸6の外周面との間の環状隙間に、軸方向から着脱可能に嵌合される厚みの筒状部11を有し、変速機ケース21に油圧式クラッチ操作装置4を当接させた状態において入力軸6に対する油圧式クラッチ操作装置4の軸方向ならびに径方向の変位を規制する規制手段51を有している。
(もっと読む)
軸受取付け補助装置
【課題】テーパ穴の内輪のしめしろを増大させる間に、相対位置決定用の変動パラメータに相関した変動物理量をセンサで信号に変換し、該変動物理量の測定値と既入力情報とを用いた演算処理で変動パラメータをより正確に求められるようにする。
【解決手段】アダプタスリーブ11の外径面のうち、軸2側のはめあい面11aとおねじ11bの間で軸心側に凹んだセンサ設置部11dを備えている。内輪1のはめあい面1bとセンサ設置部11dとの間にセンサ12を介在させた状態で嵌合位置の相対移動を行うと、センサ12は、変動物理量としてはめあい面1b、11aの面圧を変換した電気信号を演算器13に送る。演算器13は、はめあい面1b、11aの面圧と、実際に生じた内輪1のしめしろや内部すきまとの相関性を利用した演算処理により、内輪1のしめしろ等を求め、表示する。
(もっと読む)
ワーク圧入装置
【課題】環状ワークをシャフトに的確に圧入でき、その際の圧入荷重の経緯を的確に検知できるワーク圧入装置を提供する。
【解決手段】外周面に環状凹部301を形成されたシャフト状のワーク3の軸方向での所定の組付け位置e1まで環状ワーク5を圧入する圧入ユニット14を具備する。圧入ユニット14は、環状凹部301を第1駆動手段35に駆動される挟持部材で挟持するシャフト挟持手段39と、サーボプレス19からなり第1駆動手段35とは独立した第2駆動手段が圧入力伝達部材31を介して圧入力を環状ワーク5に加える圧入手段と、を有し、シャフト挟持手段39によりシャフト3の環状凹部301をずれなく挟持した上で、圧入手段が環状ワーク5を組付け位置e1に圧入する。
(もっと読む)
組立式クランクシャフト及びその製造方法
【課題】塑性変形による締結力に加え、締結部の締結力を増強して締結部の抜けを防止すること。
【解決手段】組立式クランクシャフトは、複数の分割ピースを締結部にて互いに組み付けて一体に組み立てられる。締結部は、隣り合う分割ピースの一方に形成された穴部8と、隣り合う分割ピースの他方に形成された軸部6とを含み、穴部8に軸部6を圧入して締結することにより隣り合う分割ピースが互いに組み付けられる。軸部6の外周に、軸線方向に延びて交互に並ぶ山部と谷部からなるセレーション7が形成される。このセレーション7が穴部8の内壁と塑性変形により締結する。軸部6の端面に、軸部6の先端により穴部8の内壁から削り取られた肉を係合させる係合溝11が形成される。
(もっと読む)
ギヤシャフト組立て装置及びギヤシャフトの組立て方法
【課題】本願発明は、ギヤシャフトの組立てのタクトタイムが小さく、装置のコストが低く、且つ装置のメンテナンスも容易であるギヤシャフトの組立て装置及びその方法を提供する。
【解決手段】本願発明のギヤシャフト組立て装置は、6軸ロボットとギヤシャフト組立て台からなる。このロボットのハンドは、ギヤ3を押圧する押圧ブラケット53を備え、押圧部53aでギヤを押圧しつつ把持する。このロボットハンドは把持したギヤを、ギヤのシャフト孔に組立て台の固定部42に垂設されたシャフト2に貫通させて、シャフトの備えるスプラインの上部端部に近接状態に配置した後、ギヤをアンクランプし、このハンドを水平回転させる。及び/又は、ギヤシャフト組立て台はロボットハンドと反対方向に水平回転させる。
(もっと読む)
往復動体のセンタリング方法及びそれをもって製造された構造体
あるデザインを用いたボア内でピストンのような往復動体を組み立てる方法である。ピストンは通常の操作中、ピストンがボアの対称軸に沿ってボア内で回転することができるように、ピストンがボア内で実質的にセンタリングされ、ボアに接続された実質的に側面で固定された構造に回転カップリングを通して一端で接続され、もはや横方向には移動することができない。回転カップリングを固定する前、ピストンは外部のガス源に接続され、ボアに対して配設された1又は複数のガスベアリングポートを有するガスベアリングによってボアの対称軸に沿って実質的に整列されている。通常の操作中、ガスベアリングはピストンとボアとの間の非摩擦ベアリングを実現するのに十分な回転力を提供する。この組立方法は、ピストンと、前記ピストンを含むことが可能なコンプレッションボアと、ピストンへのガス入口と、前記ピストン内に配設され、前記コンプレッサボアに配設され、前記ガス入口に流体的に連通した複数のガスベアリングポートと、前記ピストンの一端に取り付けられた回転カップリング構造と、前記コンプレッサボア及び前記回転カップリング構造に付加された実質的に側面で固定された構造とを具備するスターリングサイクルクライオクーラの組立に特に有益である。 (もっと読む)
ボールねじ、ボールねじの組立装置及びそれを用いたボールねじの組立方法
【課題】ナットのナット台座に対する位置合わせが正確にでき、ボールねじの耐久性を向上できるボールねじ、ボールねじの組立装置及びそれを用いたボールねじの組立方法を提供する。
【解決手段】ナット3の外径端部には、切欠き部3bが形成されている。切欠き部3bは、ナット3の外径端部を平取りしたもので、ナット3の一端部にのみに形成されている。この切欠き部3bを形成することにより、結果的に、ナット3の側面は、略D字状に突出したD字状凸部3cとなる。このD字状凸部3cは、ナット台座の略D字状のD字状凹部に嵌合され、ナット3のねじ溝3aとボールガイドのボール供給孔の開口部の位置合わせを行うことができる。
(もっと読む)
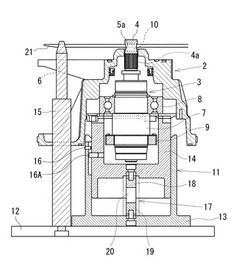
歯車装置及びその組付方法
【課題】遊星歯車及び差動ギヤからなる回転直動変換装置において組付けを容易にする。
【解決手段】サンシャフト2、プラネタリシャフト3、ナット4及びフロントリングギヤ5からなるフロント側歯車機構ユニットS1をフロント側治具20にセットする。リアサンギヤ12、リアプラネタリギヤ16及びリアリングギヤ6からなるリア側歯車機構ユニットS2をリア側治具21にセットする。フロント側及びリア側治具20、21を前進させて、サンシャフト2の小径部11、プラネタリシャフト3の軸部17及びナット4をリアサンギヤ12、リアプラネタリギヤ16及びリアリングギヤ6にそれぞれ圧入する。フロント側歯車機構ユニットS1とリア側歯車機構ユニットS2とを別々にサブアセンブリすることにより、それぞれの各歯車の位置決め及び位相合わせを容易に行うことができ、また、圧入時には、位相合わせが不要なので、結合を容易に行うことができる。
(もっと読む)
ガスタービンの焼ばめ締結構造
【課題】ガスタービンのシャフト側の筒状支持部材に形成された筒状の嵌合締結部と、ガスタービンの少なくともタービンディスクに形成された筒状の焼ばめ締結部との間の焼ばめ締結構造の緩みの発生を確実に防止することができるガスタービンの焼ばめ締結構造を提供する。
【解決手段】シャフト1と共にリヤシャフト11および後段のタービンディスク7が高速回転する際、後段のタービンディスク7の筒状の焼ばめ締結部7Bよりも遠心方向への剛性が小さいリヤシャフト11は、焼ばめ締結構造の外周側に配置された焼ばめ締結部7Bに対して相対的に大きく遠心方向に撓む。このため、焼ばめ締結構造の内周側の嵌合締結部11Aの外周嵌合面11Bが外周側の焼ばめ締結部7Bの内周嵌合面7B1に押圧され、焼ばめ締結構造の緩みの発生が確実に防止される。
(もっと読む)
圧入装置
【課題】軸部材に噛み合った状態で圧入される被圧入部材をばね力に抗して圧入する圧入装置を提供する。
【解決手段】圧入装置は、軸部材としてのプーリシャフト9をその基端部で支持する支持台21と、これの上方に上下動自在に配置されるプレスヘッド30とを有し、プーリシャフト9に対して、環状部材としての歯車部材12等が組み立てられる。プレスヘッド30は、環状部材としての歯車部材12の圧入端面12aに当接する圧入部材33と、歯車部材12の予圧端面12bに当接する予圧部材41とを有し、歯車部材12を圧入開始位置まで移動させるときには予圧ばね51を介してプレスヘッド30の推力が歯車部材12に伝達され、圧入開始位置で支持台21を回転することにより歯車部材12とプーリシャフト9の噛み合い位相が合わされ、この状態のもとで圧入部材33により歯車部材12が圧入される。
(もっと読む)
ギヤ装置組立て方法
【課題】組立てコストを低減できるギヤ装置組立て方法を提供すること。
【解決手段】変速機の組立て方法は、リバースギヤを有する変速機本体と、アイドルギヤを有する変速機ケースと、を備える変速機を双腕ロボットで組み立てる。すなわち、基部61と、双腕ロボットのハンドに接続可能な接続部63と、双腕ロボット30から接続部63を介して供給される動力によりピン621を揺動させる揺動機構62と、を備える位相合わせ冶具60を用いて、双腕ロボットで位相合わせ冶具60を変速機ケース上に載置して、位相合わせ冶具60のピン621を変速機ケースのアイドルギヤに係合させ、双腕ロボットで変速機ケースを把持するとともに、双腕ロボットのハンドを位相合わせ冶具60の接続部63に接続し、双腕ロボットから動力を供給して位相合わせ冶具60を駆動してアイドルギヤを揺動させながら、変速機ケースを変速機本体に取り付ける。
(もっと読む)
加圧治具集約設備
【課題】従来より設置スペースを小さくすることができると共に設備費の削減が可能な加圧治具集約設備を提供する。
【解決手段】本発明の加圧治具集約設備75によれば、複数の加圧治具12〜18を水平方向に並べてベース盤33に取り付けることで一体化したので、従来に比べて設備全体がコンパクトになり、設置スペースを小さくすることが可能になる。また、それら複数の加圧治具12〜18をベース盤33の上面に取り付ける一方、加圧アクチュエータ50をベース盤33の下方に配置したので、加圧治具12〜18の並び方向と直交する水平方向で加圧治具集約設備75をコンパクトな構成にすることができる。しかも、複数の加圧治具12〜18の間で加圧アクチュエータ50を共有したので、設備費を削減することができる。
(もっと読む)
1 - 20 / 31
[ Back to top ]