
Fターム[3C043CC02]の内容
Fターム[3C043CC02]の下位に属するFターム
回転砥石の周面を用いるもの (368)
回転砥石の端面を用いるもの (471)
Fターム[3C043CC02]に分類される特許
61 - 80 / 127
軸受座又はその中に支持された軸受ジャーナルを機械加工するための装置及び方法
たとえば2サイクル大型ディーゼルエンジンのクランクシャフトなど、特に軸受金(4)により滑り軸受されているシャフト(3)において、軸受(4)を取り外した状態で、回転案内されたシャフト(3)の軸受座(5)の接触面を少なくとも部分ごとに機械加工するための装置であって、前記軸受(4)を取り外すことにより前記軸受座(5)と、前記軸受座(5)内に収容された前記軸受ジャーナル(3)との間に生じた間隙内に少なくとも一つの回転運動可能な切削工具(1)を有する装置が提案される。該装置の特徴は、前記切削工具(1)を前記軸受ジャーナル(3)に取り付けるための取付具(2)が設けられていることであり、該取付具(2)は、前記軸受座(5)の接触面の機械加工の際に前記軸受ジャーナル(3)が回転する工具ホルダとして機能し、前記切削工具(1)が、純粋な回転切削運動で前記軸受座(5)の前記接触面に沿ってガイドされ、その際、前記取付具(2)は、無残渣及び非破壊的に再び取り外し可能に前記切削工具(1)を摩擦結合及び/又は材料結合で取り付けるように構成されていて、一つの接着層及び/又は少なくとも一つのホースクリップを備えている。さらに、軸受(4)を取り外した状態で、回転案内されたシャフト(3)の軸受ジャーナル(3)の接触面を機械加工するための同様の装置、及び、そのような装置を用いて軸受座又は軸受ジャーナルの接触面を加工するための方法が提案される。  (もっと読む)
(もっと読む)
鋼管構造物の鋼管内部除錆処理装置
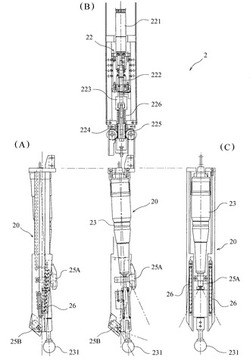
【課題】汎用の電力供給源により作動でき、上方から下方に向かっての除錆処理は勿論のこと、下方から上方に向かっての除錆処理をも行うことのできる吊下げ型の除錆処理装置を提供することにある。
【解決手段】 除錆処理装置は、総体的に細長い本体1と、該本体1の吊下げ方向下方端の下側に配置される除錆部2と、本体1に配置され、該本体1を鋼管P内の中空位置に保持すべく開脚が可能な支持アーム30を有する少なくとも1つの支持部3とを有する。除錆部2はその先端に研削装置23を備えた開閉脚自在な研削アーム20と、研削アーム20を本体1から放射方向へ開閉脚させるためのアーム駆動装置22とから構成される。本体1は本体1の中心軸を回転軸として除錆部2を回転させるための回転駆動装置10を備える。
(もっと読む)
炭素繊維素材の加工方法

【課題】炭素繊維を含む素材を、機械加工によって精度よく、加工面精度も良好に加工でき、かつ、工具寿命も向上させることができる炭素繊維素材の加工方法を提供する。
【解決手段】炭素繊維を含む素材のワークWを加工する炭素繊維素材の加工方法。ワークWを載置するテーブル12と回転可能な主軸19とが少なくとも1軸方向へ相対移動可能に構成された工作機械を用意し、この工作機械の主軸19に、円柱状の工具本体、この工具本体の外周に形成された切り刃部、および、この切り刃部の表面に砥粒が電着固着された砥粒層を有する電着工具30を取り付け、主軸を回転させるとともに、主軸とテーブルとを相対移動させながら、電着工具によってワークを加工する。
(もっと読む)
ワークの加工方法及び装置
【課題】ワークの円筒状の内面を所定の異形状に低コストにしかも高精度に加工する。
【解決手段】ワークWを回転装置1により回転させるとともに、ワークWの内径より小径のダイヤモンド砥石20を回転装置2によりワークWの軸芯上所定の位置で高速回転させ、光学式倣い制御装置を用いて、ワークWの内面加工形状を示すチャートフィルム44とダイヤモンド砥石20の画像を表示装置41上で重ね合わせ、この表示装置41上でダイヤモンド砥石20の画像を内面加工形状になぞって移動することにより、ダイヤモンド砥石20を駆動して、ワークWの内面を倣い研削する。
(もっと読む)
加工装置及び加工工具
【課題】 切削加工と研削加工が必要な円筒部分を有する被加工物に対する全工程に掛かる時間を短縮することができる加工装置及びその加工装置に用いられる加工工具を提供する。
【解決手段】 加工装置10Aに取り付けられる加工工具21は、切削加工用の切削刃先部71と研削加工用の研削砥石部72を有し、工具軸をワーク軸に対し所定角度傾斜するように配置し、加工工具と被加工物との相対移動を一度のみ行うことにより円筒部分に対する切削加工に続いて研削加工を行う。1つの加工工具を備えた1台の加工装置で切削加工と研削加工に対応できるため、従来必要であった両加工間の被加工物の付け替え等を無くすことができ、全工程の工数を低減することができる。
(もっと読む)
油溝形成方法
【課題】狭い間隔でも硬化部と軟質部のパターンが形成でき、これにより潤滑性能に優れた油溝を形成する油溝形成方法を提供する。
【解決手段】熱処理加工されるワークWを回転させて回転軸方向に所定の送りピッチPで送り動作させながら、所定のパワーでワークWの外周面上をレーザ光LBで照射して加熱するレーザ加熱工程と、ワークWのレーザ光LBが照射される加熱領域に、レーザ加熱工程と同時に冷却液を供給してワークWを冷却する冷却工程と、レーザ加熱工程及び冷却工程の後に、ワークWの外周面上を弾性砥石により加工を施す加工工程と、を行なうことによりワークWの外周面上に油溝を形成する方法とする。
(もっと読む)
磁気ディスク用ガラス基板の加工方法、磁気ディスク用ガラス基板の製造方法、および磁気ディスクの製造方法
【課題】磁気ディスク用ガラス基板の外周側端面を低コストで効率良く高品質に仕上げることができる安定した研削加工を可能とする磁気ディスク用ガラス基板の加工方法を提供する。
【解決手段】円板状のガラス基板の端面部分に研削液を供給しつつ、ガラス基板の外周側端面に砥石を接触させて研削することによりガラス基板の端面を加工する磁気ディスク用ガラス基板の加工方法である。上記砥石は、円筒状に形成されているとともにその内周側に溝形状を有し、該溝形状は、ガラス基板の外周側端面の側壁面と面取面の両方の面を同時に研削加工できるように形成されている。上記砥石の内周側にガラス基板の外周側端面を接触させ且つガラス基板と砥石とを相対的に移動させることにより、ガラス基板の端面の側壁面及び面取面の両方の面を研削加工する。
(もっと読む)
研磨部材及びこれを用いた異径管内面の研磨方法
【課題】安価で異径管の内面を確実かつ容易に研磨できる研磨部材を提供する。また、両端に小径部中間に大径部が形成された異径セラミックス管を割ることなく、その内面を確実かつ容易に研磨できる異径管内面の研磨方法を提供する。
【解決手段】本研磨部材は、予め異径管の大径部の内面に沿うような形状に成形した形状部を研磨部として用い、異径管の小径部を貫通する状態では、形状部は伸びた状態になり、大径部に達した状態では、形状部は大径部の内面に沿うような形状に復元する。また、これを用いた異径管内面の研磨方法。
(もっと読む)
磁気ディスク用ガラス基板の加工方法、磁気ディスク用ガラス基板の製造方法、及び磁気ディスク用ガラス基板、並びに磁気ディスクの製造方法
【課題】磁気ディスク用ガラス基板の端面を低コストで効率良く高品質に仕上げることができる安定した研削加工を可能とする磁気ディスク用ガラス基板の加工方法を提供する。
【解決手段】円板状のガラス基板の端面部分に研削液を供給しつつ、ガラス基板の端面に砥石を接触させて研削することによりガラス基板の端面を加工する磁気ディスク用ガラス基板の加工方法である。上記砥石は、ガラス基板の端面と接触する面に溝形状を有し、該溝形状は、ガラス基板の端面の側壁面と、該ガラス基板の主表面と側壁面との間の面取面との両方の面を同時に研削加工できるように形成されている。そして、ガラス基板の端面に当接する上記砥石の軌跡が一定とならないように、ガラス基板の端面と砥石とを接触させ且つガラス基板と砥石とを相対的に移動させることにより、ガラス基板の端面の側壁面及び面取面の両方の面を研削加工する。
(もっと読む)
フランジの端面修正方法
【課題】端面修正に際してフランジ端面修正治具を保持させるためにワーク用の保持手段の交換を要せず、作業効率を向上させる。
【解決手段】砥石51と砥石51を固定する固定部52と固定部52を支持する基台部53とを有するフランジ端面修正治具50を用いてフランジ36の端面36cを修正する際に、負圧によってワークを保持する保持面11を有する保持手段10に、フランジ端面修正治具50の基台部53を、保持面11以上の面積を有し少なくとも基台部53と保持面11とに挟まれる領域に貫通孔61を有する端面修正用シート60を介して保持させることで、保持面11の大きさに関係なくフランジ端面修正治具50を保持手段10上に負圧によって保持させることができるようにした。
(もっと読む)
ビレット偏肉に追従できる内面研磨装置および方法
【課題】 ビレットの内面偏肉に追従できる内面を研磨する装置およびそれを用いた方法を提供する。
【解決手段】 ビレットの内面を研磨する装置において、先端に研磨用砥石を装着可能なスピンドルをモーターにて回転可能装置とし、該回転可能装置の上部に圧下用シリンダーを配設させると共に、下部には受けエアーシリンダーを設けて、該受けエアーシリンダーにてスピンドルを上昇状態としたことを特徴とするビレット偏肉に追従できる内面研磨装置およびその方法。
(もっと読む)
砥石及び研削盤
【課題】複数の砥石面を有する砥石において、作用させたい一種類の砥石面で研削できる砥石及びかかる砥石を備えた研削盤を提供する。
【解決手段】研削盤2の砥石台200に回転軸線O1回りに軸承された砥石軸221に装着され、回転駆動されることにより工作物Wの研削を行う砥石210において、前記回転軸線O1に対して研削作業面の傾斜角度が異なる複数の砥石層を有し、隣り合う各砥石層の間に間隙tが設けられていること。
(もっと読む)
砥石
【課題】 研削先端位置を修正することなく2つの研削加工を同一装置で連続的に行うことができる砥石を提供する。
【解決手段】 砥石10は、ホイール11の外周面の一部に砥粒層12に代えて配置され、ホイールの低速回転時もしくは回転停止時には砥粒層よりも外側に突き出し、ホイールの高速回転時には砥粒層よりも内側に引っ込む仕上げラッピング手段20を備える。ホイールを高速回転させて砥粒層により研削仕上げ加工し、続いてホイールを低速回転させて仕上げラッピング手段により仕上げラップ加工するので、砥粒層及び仕上げラッピング手段の工具先端位置関係を調節する必要が無く、研削仕上げ加工及び仕上げラップ加工を同一装置で連続的に行うことができる。
(もっと読む)
円筒研削装置および研削方法
【課題】インゴットの研削加工効率を向上させることができる円筒研削装置および研削方法を提供することを目的とする。
【解決手段】円柱状のインゴットの側面を研削するための円筒研削装置であって、少なくとも3つのローラーと、前記ローラーを支持するアームから成り、前記インゴットに対して水平方向から進退動して前記ローラーを圧接可能な芯出し手段を具備し、テーブルに前記円柱状のインゴットを縦置きに載置し、前記インゴットの両側の端面を一対のクランプで鉛直方向に保持し、回転手段で前記インゴットを軸周りに回転しながら前記芯出し手段が前記インゴットに対して水平方向から進退動して、前記インゴットの側面に前記ローラーを圧接させることによって、前記回転手段の回転軸と前記インゴットの中心軸を一致させた後、前記インゴットを研磨ホイールで研削するものであることを特徴とする円筒研削装置。
(もっと読む)
研磨装置、研磨材を備えた回路基板試験装置、及び研磨工程を備えた回路基板製造方法
【課題】回路基板に取り付けられたコネクタを用いて回路基板の動作試験をする場合に、コネクタの接続端子の先端を研磨可能な研磨装置を提供する。
【解決手段】回路基板3に設けられたコネクタ1のコネクタピン1Tの先端に対向するように設けられた研磨材31と、この研磨材を先端部に取り付けた複数本のピン30と、これら複数のピンを保持するホルダ20と、研磨材をコネクタピンの先端に付勢状態で当接させる付勢機構21、36と、研磨材がコネクタピンの先端を研磨するようにホルダを所定範囲内で移動させる駆動を行う駆動機構15,19とを備える研磨装置10である。
(もっと読む)
表面保護用シートおよび半導体ウエハの研削方法
【課題】基材シートと、その片面外周部に形成されたリング状の粘着剤層とからなる表面保護用シートを用いてバンプ面を保護しつつ、半導体ウエハの裏面を研削する際に、バンプが基材シートに押し付けられてバンプが潰れたり、ウエハ裏面にディンプルやクラックが発生することを防止する半導体ウエハの表面保護用シートを提供する。
【解決手段】基材シート1の片面に、貼付される半導体ウエハ4の外径よりも小径で粘着剤層が形成されていない開口部3と、該開口部3を囲繞する粘着剤層2とを形成した表面保護用シート10であって、前記基材シート1の伸張停止1分後の応力緩和率が18%以上で、かつ23℃における引張弾性率が180MPa以上4200MPa以下である表面保護用シート。
(もっと読む)
半導体ウエハの保護構造、半導体ウエハの保護方法、これらに用いる積層保護シートおよび半導体ウエハの加工方法
【課題】ウエハを極薄にまで研削し、これを保管・搬送等する際にウエハの破損を防止できる半導体ウエハの保護構造と保護方法、ならびにその保護構造を用いた半導体ウエハの加工方法を提供する。
【解決手段】半導体ウエハ5の回路面上に貼り付けられる保護構造において、接着剤層4を介して積層された半導体ウエハ5の外径よりも大径な第1の保護層1、第1の保護層と同じ外径の第2の保護層2、および前記第1の保護層表面に積層され、前記半導体ウエハ5の回路面に貼着される粘着剤層3から構成される積層保護シート12からなり、第1の保護層に10%伸長時の1分後における応力緩和率が40%以上のフィルムを、第2の保護層にヤング率×厚さが50000N/m以上のフィルムを用いる。
(もっと読む)
旋回装置およびそれを備えた円筒研削盤
【課題】砥石軸位置を低くでき、研削抵抗によって旋回台を傾きにくくした旋回装置およびそれを備えた円筒研削盤を提供する。
【解決手段】支持台21上に、複数の工具軸25、26を設置した旋回台23を旋回軸22を中心に旋回可能に設けた旋回装置20において、旋回台と支持台との間に、複数の工具軸の回転中心を含む面S2によって分割される環状空間部24aを形成し、環状空間部に旋回台を旋回駆動するダイレクトドライブモータ52を配設した。
(もっと読む)
加工方法及び加工装置
【課題】長尺ワークの両端部よりも中央寄りの一部に設けられた加工個所を加工する加工方法及び加工装置において、レスト装置とレスト支持面の加工工程、及び駆動金具を省略することができる、加工方法及び加工装置を提供する。
【解決手段】一対の工作物支持手段30L、30Rを互いに近接する方向に移動させて、一対の工作物支持手段30L、30Rの間に配置された長尺ワークWの両端部から一対の工作物支持手段30L、30Rの各々に長尺ワークWを挿入し、一対の工作物支持手段30L、30Rの各々が予め設定した加工個所Kの両端の近傍に達した場合、工作物支持手段30L、30Rの移動を停止して長尺ワークWを支持して加工個所Kの両端の近傍を支持し、工作物回転軸回りに回転させて加工個所Kを加工する加工方法。
(もっと読む)
研磨方法及び半導体装置の製造方法
【課題】目詰まりを低減することが可能な研磨方法と半導体装置の製造方法を提供すること。
【解決手段】複数の無機粒子8を含む樹脂材料7で構成された樹脂層9を基体6上に形成する工程と、砥粒3と結合材2との混練体により、樹脂層9を研磨する工程とを有し、無機粒子8として、樹脂材料7よりも硬度が高く、かつ砥粒3よりも硬度が低い粒子を使用する研磨方法による。
(もっと読む)
61 - 80 / 127
[ Back to top ]