
Fターム[3C043CC02]の内容
Fターム[3C043CC02]の下位に属するFターム
回転砥石の周面を用いるもの (368)
回転砥石の端面を用いるもの (471)
Fターム[3C043CC02]に分類される特許
21 - 40 / 127
流体動圧軸受装置用のハブ一体軸及びその製造方法
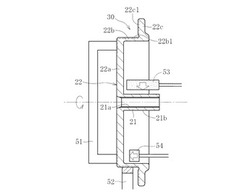
【課題】ハブ部を薄肉化した場合でも、寸法精度を十分に高めることが可能なハブ一体軸を提供する。
【解決手段】板材の塑性加工により軸部21及びハブ部22を一体に有する素形材30成形し、この素形材30のうち、少なくとも軸部21の外周面21b及びハブ部22の回転体搭載面(鍔部22cの上側端面22c1)に研削仕上げを施す。
(もっと読む)
エンジンバルブの研削加工方法

【課題】SUH35(JIS G4311)からなるエンジンバルブを研削加工する際に、シャフトの端部の被研削面に早期に研削焼けが生ずるのを抑制するエンジンバルブの研削加工方法を提供する。
【解決手段】cBN硬質砥粒を備える電着砥石で研削加工する際の条件について検討を行った。その結果、研削の際に研削部分に供給される加工油(本願において、研削油、という)を選択することにより、研削焼けが生じるまでの期間を劇的に延ばすことができ、さらに、電着砥石に固着される硬質砥粒を特定することにより、この期間を延ばすことができる。つまり、本発明は、SUH35からなるエンジンバルブを研削の対象とし、cBN硬質砥粒を備える電着砥石で研削加工するものであり、動粘度が12mm2/s以下の不水溶性の研削油を用いることを特徴とする。
(もっと読む)
化成処理性に優れた高張力鋼板の製造方法
【課題】表層酸化物を効率よく除去する高張力鋼板の製造方法を提供する。
【解決手段】質量%で、Si及びMnをそれぞれ0.5%以上含有する高張力鋼板を連続焼鈍した後に鋼板表面粗さRaを測定し、該鋼板に対して、酸洗処理を行い、続いて、表面研削し、表面研削後の鋼板表面粗さRaを測定し、その測定値が前記連続焼鈍後の鋼板表面粗さRaよりも小さくなるように、前記表面研削時に供給されるクーラントの流量を調整することを特徴とする化成処理性に優れた高張力鋼板の製造方法。
(もっと読む)
半導体基板の薄肉研削方法およびそれに用いる半導体基板の薄肉研削加工装置
【課題】 絶縁層を裏面に有する半導体基板のシリコン基板の厚みを砥石で研削加工して薄くする際の砥石切り込み速度の低下を無くす。
【解決手段】 基板チャックロータリーテーブル30上に固定された半導体基板wの基板裏面に砥粒水分散液62を噴出ノズル61aより吹き付けるサンドブラスト加工して絶縁層をなくしてテクスチャ加工されたシリコン基板面を露現させ、ついで、この露現したシリコン基板面に研削液を供給しながら研削砥石で基板面を研削加工して半導体基板のシリコン基板厚みを薄くする。
(もっと読む)
動力伝達チェーン用ピンの研削装置及び研削方法
【課題】より小さな曲率半径も、容易に実現可能な、動力伝達チェーン用ピンの研削装置及び研削方法を提供する。
【解決手段】外周近傍に動力伝達チェーン用ピンの両端面を研削する一対の砥面を有する砥石3と、ピンを、砥石3の中心軸に平行な姿勢で保持して一対の砥面間に挿入するキャリア2と、キャリア2により研削上の最深位置までピンが挿入された状態において、当該ピンが砥石3の径方向に直交する仮想平面上で揺動するようにキャリア2ごとピンを揺動させる揺動機構10とを備えた構成とする。
(もっと読む)
インゴットブロックの複合面取り加工装置
【課題】スループット時間が短く、フットプリントがコンパクトなシリコンインゴットブロックの複合面取り加工装置を提供する。
【解決手段】円柱状インゴットブロックの四側面剥ぎ加工をスライサー装置の一対の回転刃91a,91bで行って得られた角柱状インゴットの四隅R面を一対のカップホイール型第一研削砥石11g,11gで粗研削加工して面取りし、ついで、一対のカップホイール型第二研削砥石10g,10gでそのブロックの四側面を仕上げ研削加工する面取りをし、更に、そのブロックの四隅R面を研削車9gで仕上げ加工して角柱状インゴットブロクを製造する複合面取り加工装置1。
(もっと読む)
研削装置
【課題】簡単かつ安価な構成で砥石車の付着物等の外部飛散をより確実に防止でき、またワークの寸法測定などの作業をより広い作業空間を確保しつつ行えるようにする。
【解決手段】研削装置は、ワーク20を保持するためのチャック18を備えた主軸と、加工ヘッド40と、この加工ヘッド40をX、Z軸方向に移動させるための駆動モータ34、38等のヘッド移動手段と、ワーク着脱時などに砥石車48を覆うための砥石カバー60とを備える。砥石カバー60は、その可動領域内であって主軸の軸線からX軸方向に外れた位置に配置されており、加工ヘッド40のZ軸方向の移動に伴い砥石車48が挿入されるようにZ軸方向に開口しかつこの開口から挿入される砥石車48をその全周に亘って径方向外側から覆うとともに先端側から覆うことが可能な形状を有する。
(もっと読む)
差動ねじ機構部を有する加工対象物支持装置
【課題】細長の加工対象物の加工時における変位を低減して高精度加工を可能にする差動ねじ機構部を有する加工対象物支持装置を提供する。
【解決手段】加工対象物に当接する当接部5は差動ねじ機構部100により微動するように形成される。これにより加工対象物の加工時における変位を吸収し高精度加工を可能にする。
(もっと読む)
砥石工具による加工方法および加工装置
【課題】研削砥石による研削加工や砥石ブレードによる切削加工を効率良く実施することができる砥石工具による加工方法および加工装置を提供する。
【解決手段】被加工物保持部材の保持面に保持された被加工物に砥石工具を作用せしめて被加工物に加工を施す砥石工具による加工方法であって、被加工物保持部材は透明体によって形成されており、被加工物保持部材の保持面の反対側から被加工物に対して透過性を有する波長のレーザー光線を被加工物保持部材および被加工物を通して砥石工具における加工部に照射することによる砥石工具を加熱し、加熱された砥石工具による熱加工と機械加工の複合加工を施す。
(もっと読む)
両面研削装置を用いたガラス基板の研削方法、及び該研削方法を用いたガラス基板の製造方法
【課題】本発明は、ガラス基板の研削加工に適した研削面を維持しながらガラス基板を研削加工する、生産性に優れたガラス基板の研削方法及び該研削方法を用いたガラス基板の製造方法の提供を目的とする。
【解決手段】板形状を有するガラス基板の形状付与工程と、前記ガラス基板を回転しながら主平面を研削する研削工程と、前記主平面の研磨工程と、前記ガラス基板の洗浄工程と、を有するガラス基板の製造方法において、前記研削工程はガラス基板の両主平面を同時に研削するものであり、両面研削装置の上定盤とキャリアとの相対回転方向と、下定盤とキャリアとの相対回転方向を所定の基準に従って決定することにより、生産性に優れたガラス基板の研削方法及びガラス基板の製造方法と板厚特性に優れたガラス基板を提供できる。
(もっと読む)
研削プログラム、自動研削プログラム及び円筒研削盤
【課題】任意の寸法のワークの研削に対して、作業者の手間をより少なくすることが可能であり、より短時間に研削加工することができる研削プログラムを提供する。
【解決手段】コンピュータを、作業者の手動操作にて、ワークWの円筒面と端面の境界部に砥石T1の先端が接触するまで、ワーク回転軸(Z軸)方向、及びワーク回転軸に直交する(X軸)方向、へとワークに対して砥石を相対移動させる手動移動手段、ワークの円筒面と端面の境界部に砥石の先端が接触した状態の、砥石の先端のワーク回転軸方向の位置、ワーク回転軸に直交する方向の位置、を記憶する接触位置記憶手段、作業者からの、取り代の入力が可能な取り代入力手段、接触位置記憶手段に記憶されている位置(Pstd)と、取り代入力手段から入力された取り代(ΔXT、ΔZT)に基づいて、ワークに対して砥石を相対移動させ、入力された取り代分を研削する研削制御手段、として機能させる。
(もっと読む)
半導体ウェーハ製造方法
【課題】高平坦度で、ウェーハの加工取り代を減少させ、インゴット1本当たりのウェーハ製造枚数を増やしてコスト低減を図り、金属汚染も低減可能な半導体ウェーハ製造方法を提供する。
【解決手段】ラッピング後の半導体ウェーハを平面研削するので、加工変質層が薄くなり、続くエッチングや研磨での取り代が減る。よって、ウェーハ1枚当たりの全加工取り代が減少し、インゴット1本当たりのウェーハ枚数が増えコスト低減が図れる。また、濃度20wt%以下のアルカリ性エッチング液を使っても加工変質層が減り、エッチピットの深さ増大や平坦度低下が解消される。エッチング液はキレート剤を含むので、エッチング液中のNi、Cuが除去され、ウェーハの金属汚染を防げる。
(もっと読む)
研削盤および研削方法
【課題】ワークの撓み量による影響を考慮して、高精度な研削を行うことができる研削盤および研削方法を提供する。
【解決手段】ワークWに砥石43を押圧してワークWを撓ませながらワークWを研削する研削盤であって、ワークWと砥石43との接触範囲におけるワークWの撓み量の差ΔXf(t)を算出し、算出された撓み量の差ΔXf(t)が所定閾値ΔXth以上となった場合に、砥石43のワークWに対する相対的な送り速度を変更する。
(もっと読む)
石英ガラス被加工品の剥離方法
【課題】研削などの機械加工の際、石英ガラス板などの被加工物が定盤に強固に固定されると共に、容易に剥離することができるようにする。
【解決手段】
脱脂により清浄化した石英ガラス定盤に、脱脂により清浄化した被加工物の石英ガラス板を紫外線硬化型エポキシ系樹脂を介して設置した。これに500Wの高圧水銀灯より発生する紫外光を30秒間照射して定盤に石英ガラス板を強固に接着した。接着後、ダイヤモンドホイールを用いて接着面の反対側表面を溝切り加工した後、定盤と一体になった石英ガラス板にジクロロメタンを主成分とする有機溶媒をスプレーで噴霧した後、水の中に入れて加熱した。水が沸騰してから約10分後に石英ガラス板が定盤から剥がれた。
(もっと読む)
ウェーハの製造方法及びウェーハの製造装置
【課題】本発明の目的は、FZ法によって製造された単結晶インゴットのコーン部を、新たなウェーハ用インゴットとして用いることを可能とし、さらに、高品質なウェーハを得ることにある。
【解決手段】FZ法によって製造された、コーン部11及び直胴部12を有する単結晶インゴット10から、前記コーン部11を単結晶インゴット12の中心軸線Xに対し直交する方向に切り出し、前記コーン部11を、直胴部12から得られるウェーハの直径Wよりも小さい直径W1をもつ小径化ウェーハ30を得るための小径化ウェーハ用インゴット14とすることを特徴とする。
(もっと読む)
単結晶炭化珪素の摺接部を備えた摺接部品及びそれを用いた加工物支持装置
【課題】
軸受部品等の機械構造体を回転自在に支持して研削加工や超仕上加工を行うための加工物支持装置に用いる摺接部品において、加工物の周面を摺接支持する簡単な構造とし、耐摩耗性、耐熱性に優れて耐久性を備えるとともに、加工物の表面にシューマークが発生しない単結晶炭化珪素の摺接部を備えた摺接部品を提供し、併せてこの摺接部品を用いた加工物支持装置を提供する。
【解決手段】
加工物Wの周面を摺接部品1で回転自在に摺接支持し、研削加工や超仕上加工を行うための加工物支持装置に用いる摺接部品であって、少なくとも前記加工物と接触する部位に単結晶炭化珪素からなる摺接体4を設けた。摺接部品は、金属製の摺接部品本体の先端部に、表面をSi面とした単結晶炭化珪素からなる摺接体を接合若しくは埋設した。
(もっと読む)
ウエーハの加工方法及び該加工方法により加工されたウエーハ
【課題】 環状凸部に発生する欠けを減少させるとともにエッチング液やレジスト液等の処理液を効率良くウエーハ外に排出可能なウエーハの加工方法を提供することである。
【解決手段】 ウエーハの加工方法であって、保持面と該保持面に対して垂直な回転軸を備える保持手段で保護部材が配設されたウエーハの表面側を保持する保持ステップと、研削砥石を回転させつつ回転駆動される該保持手段で保持されたウエーハの裏面に当接させてウエーハのデバイス領域に相当するウエーハの裏面を研削して裏面に円形凹部を形成するとともに、該円形凹部を囲繞する環状凸部を形成する研削ステップとを具備し、該研削ステップでは、該研削砥石と該保持手段とを相対移動させて該研削砥石をウエーハに接近する方向に研削送りするのと同時に該ウエーハの中心方向へ移動させることにより、該環状凸部の上面内周側から該円形凹部のウエーハ中心方向に向かって傾斜するテーパ面を形成することを特徴とする。
(もっと読む)
ガングソーのための、研磨によって浸食可能なスペーサとダイシングブレードとの集合体
【課題】本発明は、半導体産業で利用される回転式ソーブレードの集合体に関する。
【解決手段】ウェハーをダイシングするためのガングソー用ソーブレート集合体は、共通する中心軸線に沿って位置決めされている複数の円状のソーブレードと、隣り合うソーブレード同士の間において共通する中心軸線に沿って位置決めされている浸食可能なピッチスペーサとを含んでいる。ピッチスペーサは、ソーブレート集合体を研磨材と当接させることによって、共通する中心軸線を基準とした所望の直径に至るまで浸食される。従って、ソーブレート集合体は、ブレードが浸食しても、長期間に亘るソーブレードの利用を可能とする。
(もっと読む)
切断研磨加工装置
【課題】矩形基板を棒状基板に効率よく切断するとともに切断面を効率よく研磨することができる切断研磨加工装置を提供する。
【解決手段】矩形基板10を保持する保持テーブル機構と、矩形基板10を分割予定ライン101に沿って切断する切削ブレード542と切断面を研磨する研磨ホイール543とを有する複合工具を備えた加工手段とを具備している。保持テーブル機構は支持基台32と矩形基板10を支持する保持面を備えており、保持テーブル33には送り治具11と、治具送り手段と、送り治具11に接合された矩形基板10を吸引保持する吸引保持手段と、送り治具11を保持面に押圧して送り治具11の動きを規制する押圧手段37と、送り治具11に接合された矩形基板10の自由端部を吸引支持する支持部材381と支持部材381を該保持面と直交する支持軸を中心として旋回せしめる旋回機構382を備えた基板端部支持手段38とが配設されている。
(もっと読む)
表面仕上げ判定装置
【課題】金属表面の仕上げを評価する装置であって、製造現場における使用に適する装置を提供する。
【解決手段】回転しながら研削または研磨が行われた加工対象に対して、該加工対象の加工表面の仕上がりを評価する表面仕上げ判定装置において、上記加工対象を回転させながら加工表面の画像をラインスキャンカメラにより撮影し、撮影した画像の加工痕の強調処理や、フーリエ変換などの画像処理した結果を用いて表面仕上げの良否判定を行うことを特徴とする表面仕上げ判定装置を提供する。
(もっと読む)
21 - 40 / 127
[ Back to top ]