
Fターム[3C043CC02]の内容
Fターム[3C043CC02]の下位に属するFターム
回転砥石の周面を用いるもの (368)
回転砥石の端面を用いるもの (471)
Fターム[3C043CC02]に分類される特許
81 - 100 / 127
走行金属線条体の伸線用潤滑剤除去装置
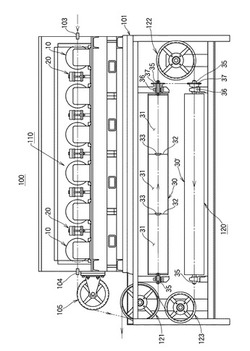
【課題】乾式方式により、走行している金属線条体の表面の伸線用潤滑剤被膜を均一、かつ、十分に除去することができる走行金属線条体の伸線用潤滑剤除去装置を提供すること。
【解決手段】研磨用の一対のバフ同士を押圧した状態で当接させ、走行している金属線条体を前記一対のバフ同士で挟み込んだ状態でバフ同士の当接面を通過させるバフ装置10,20を、金属線条体の走行路に沿って複数個並べて配設したバフ式潤滑剤除去装置110と、研磨用チップを収容し、金属線条体が通過可能に仕切られた複数のチップ収容室が金属線条体の走行路に沿って形成されている回転ドラム30,30’を有し、バフ式潤滑剤除去装置から導かれた走行している金属線条体を前記チップ収容室を通過させる研磨用チップ式潤滑剤除去装置120と、を備えている走行金属線条体の伸線用潤滑剤除去装置100である。
(もっと読む)
らせん状部品の製造装置及びその制御方法

【課題】レーザや超高圧のウォータジェットを用いなくても、らせん状部品を切断するのと同時に、その端部を平面にできる技術の提供。
【解決手段】線材Wをポイントツール21に向けて送り出し、線材Wをポイントツール21に押し当てることよって強制的に湾曲させてらせん状部品を製造する装置は、線材Wをポイントツール21に向けて送り出すためのフィードローラ12と、フィードローラを回転駆動するための線材送りモータ111と、円盤状砥石31を回転可能及び移動可能に保持し、回転する円盤状砥石31により線材Wを切断するための砥石ツールユニット30と、円盤状砥石31を少なくともらせん状部品のコイル成長方向に実質的に垂直な面上に移動させて、線材Wをコイル成長方向に実質的に垂直に切断するように、線材送りモータ111及び砥石ツールユニット30を制御するCPU100と、を有する。
(もっと読む)
円筒体研削の欠陥及び実施方式の分類方法
積層円筒体の研削の欠陥及び実施方式の分類方法(100)であって、次のステップ、即ち、a)円筒体の複数の表面測定を示すマップ中の欠陥領域を識別するステップと、b)識別された各欠陥領域について複数の典型的なパラメータを計算するステップと、c)計算された典型的なパラメータに基づいて、識別された欠陥領域と関連した欠陥のタイプを識別するステップと、d)識別された欠陥の各タイプについて特有の欠陥の合格性しきい値を求めるステップ(120)と、e)欠陥領域の欠陥タイプと関連した合格性しきい値と、円筒体の複数の表面測定値のうちで欠陥領域と関連した測定値との比較に基づいて各欠陥領域について是正措置を定めるステップ(130)と、f)ステップc)で定められた是正措置が欠陥を除去するための研削作業である場合、表面測定値に基づいて研削パラメータを求めるステップ(140)とを有する、方法(100)。  (もっと読む)
(もっと読む)
研削加工監視システム及び研削加工監視方法
【課題】研削加工対象のワークが加熱されて焼戻し軟化により硬度が低下する現象(研削焼け)を生じたことや、研削加工で用いられる砥石が劣化したことを加工中に検出することが出来る研削加工監視システム及び研削加工監視方法の提供の提供。
【解決手段】振動検出装置(3、6)と、振動検出装置で検出された振動を電圧波形に変換して増幅する増幅装置(7)と、増幅装置からの電圧波形を周波数分解するフーリエ変換装置(8)と、制御装置(パソコン10)とを備え、制御装置(10)は、周波数分解により得られた特定の周波数における振動レベルをしきい値と比較して、当該振動レベルがしきい値よりも大きい場合に不都合であると判定する制御を行う。
(もっと読む)
マルチプル応答曲線を有する再生タイヤ・タイヤ・バフ研摩
【課題】タイヤカーカスからトレッド(42)をバフがけして除去する方法。
【解決手段】センサー(12)とタイヤ(40)中のベルト(44)の間の距離(37)およびタイヤ特性の関数として生じる信号応答をセンサー(12)から受け、センサー(12)とタイヤベルト(44)との間の距離およびタイヤ特性の関数を表す複数の信号応答曲線(38)から一つの信号応答曲線を選択し、上記の信号応答曲線から受信した信号応答に対するセンサー(12)とベルト(44)との間の距離(37)を決定し、センサー(12)とベルト(44)との間の距離が最終距離に達するまでトレッド(42)をタイヤからバフがけで除去する。
(もっと読む)
ローラの表面研磨方法
【課題】通常の研磨加工法を採用しながら、気液二相の熱媒体を封入する密閉室を備えたローラ表面の機械精度を高めることができるようにすること。
【解決手段】ロールシェル1およびロール軸2肉厚内に軸方向と同方向に伸びる気液二相の熱媒体を封入する密閉室3および4を備えたローラの表面を、研磨加工する際、前記密閉室3および4内にアルコールなど研磨加工温度において気化蒸発する液体を封入する。これにより研磨時ローラ全体の表面温度が潜熱移動により維持され、偏った研磨加工温度による軸方向における直径などのくるいを修正することができる。
(もっと読む)
機械部品の研削方法および上記方法を行なうための研削盤
たとえば駆動軸として用いられ、研削プロセス中に長手方向軸の周りを回転し、かつ、一方の軸端にジャーナルを備え、反対側の端部に凹部を備える機械部品の研削方法を開示する。研削プロセスは同一の研削盤の中で行なわれる。上記の研削方法において、機械部品は、解放可能なクランプジョー(6)およびセンタリング先端部を有する工作物スピンドルヘッド(4)のチャック、バックレスト(11)、および/または心押し台クイル(8)によって、異なる締着された状態にされる。締着された状態の変更には、すべての異なる締着された状態において単一の研削盤の中で同じ位置、すなわち締着された位置に機械部品が留まり、その結果、より正確な大きさ、形状および位置を経済的な態様で得ることができ、研削されるべき機械部品のすべてのエリアが連続的に研削ディスクにアクセスできるという利点がある。  (もっと読む)
(もっと読む)
微細凹部の仕上げ加工方法及び仕上げ加工装置
【課題】被加工物の被加工面に多数の微細凹部を形成した後、微細凹部の周囲に生じた盛上り部分を研削加工により除去するに際し、最終的に得られる微細凹部の深さのばらつきを極力小さくし、加工効率の向上を実現する仕上げ加工方法を提供する。
【解決手段】被加工物W1における円周面である被加工面S1に多数の微細凹部Aを形成した後、微細凹部Aの周囲に生じた盛上り部分Bを研削加工により除去するに際し、被加工面S1に研削工具であるホーニング砥石1を押付けた状態にし、ホーニングツールを回転させて盛上り部分Bを除去しながら、研削抵抗及び押付け圧力の少なくとも一方を検出し、その検出値に基いて加工完了を判断することにより、微細凹部の深さのばらつきを極力小さくして加工効率の向上を実現した。
(もっと読む)
ウエーハの研削加工方法
【課題】研削以外の工程や装置を用いず、研削工程において外周縁の欠けの発生を極力抑える加工を行う。
【解決手段】はじめの粗研削では、ウエーハ裏面のデバイス形成領域4に対応する領域のみを研削し、欠けが発生しやすい外周縁を含むデバイス形成領域4の周囲部分は研削せず環状凸部5Aとして残し、外周縁がナイフエッジ状に形成されることを避ける。次の仕上げ研削で、環状凸部5Aを研削し、さらに裏面全面を平坦にする。外周縁の欠けは仕上げ研削時でのみ発生するものとして、欠けを防ぐか、もしくは発生する欠けを微小なものに抑える。
(もっと読む)
トラバース研削装置及び加工方法
【課題】工作物の円筒外面の研削加工において、砥石円筒面の偏摩耗を抑制し、高精度の研削が可能となるトラバース研削装置及び加工方法を提供することにある。
【解決手段】加工されるワークをワークの回転中心軸上で回転させるワーク回転駆動機構と、ワークの回転中心軸に対して傾斜した回転中心軸上で回転する砥石車と、砥石車をワークの回転中心軸に沿ってトラバースさせるトラバース送り機構とを含み、砥石車は、トラバース移動によってワークの垂直面を研削するテーパ面を有することを特徴とするトラバース研削装置とする。
(もっと読む)
研磨装置
【課題】砥石の調整に伴う装置の停止時間を大幅に短縮化することが可能な研磨装置を提供する。
【解決手段】被研磨体2を所定の回転軸を中心に回転させた状態で所定位置に保持する回転保持機構と、被研磨体の処理対象面2aを研磨加工するための砥石4を所定の押付力で当該処理対象面に対して圧接する押圧機構S1と、処理対象面に対して圧接された砥石を前記回転軸方向に沿って往復移動させ、当該処理対象面を研磨加工する研磨機構S2と、砥石が予め設定された限界量Glまで摩耗した場合、前記回転保持機構、押圧機構及び研磨機構を強制停止させる停止機構S3とを備えた研磨装置Aであって、砥石の摩耗状態を監視し、前記停止機構を作動させる前に、前記限界量よりも少ない量に予め設定された警戒量Gwまで砥石が摩耗した時点で、当該摩耗状態を通知する所定の警告情報を外部装置へ発するセンサ機構S4が設けられている。
(もっと読む)
展開式側面研磨機及び帯鋼製造方法
【目的】帯鋸の直線度を良好なものとすることができる帯鋼研磨装置及び帯鋼製造方法を提供すること。作業効率及び歩留まりを向上させることができる帯鋼研磨装置及び帯鋼製造方法を提供すること。
【解決手段】帯鋼を巻回して得られる帯鋼コイルを回転させることにより、帯鋼を引き出して熱処理を行う。その後、その帯鋼を巻き取らない状態で、その帯鋼を、複数の研磨ヘッド2を備えた展開式側面研磨機1であってガイドスパンGS1、GS2、GS3が所望の値(例えば、GS1>GS2>GS3)に設定された展開式側面研磨機5へ導入し、帯鋼側面を研磨する。ガイドスパンGS1、GS2、GS3は、他の研磨ヘッドのガイドスパンや、帯鋼の蛇行周期に基づいて定める。
(もっと読む)
半導体ウェハの裏面研削用粘着フィルム及びそれを用いた半導体ウェハの裏面研削方法
【課題】半導体ウェハの裏面研削に際しウェハ表面と粘着剤層との間への水等の浸入が抑制され、ウェハ表面の汚染も抑制しうる半導体ウェハの裏面研削用粘着フィルム及び半導体ウェハの裏面研削方法を提供する。
【解決手段】基材フィルムの片表面に、(A)アクリル系粘着剤ポリマー100質量部、(B)官能基を2個以上有する架橋剤0.1〜30質量部及び(C)分子量1000〜5000のジオール型ポリプロピレングリコール1〜30質量部を含む粘着剤層用塗布液を用いて形成された粘着剤層を有し、該(A)アクリル系粘着剤ポリマーが、(A−1)(メタ)アクリル酸アルキルエステル系モノマー単位、(A−2)架橋剤と反応しうる官能基を有するモノマー単位及び(A−3)ポリプロピレングリコールの末端ジオール基と反応し得るイソシアネート官能基を有するモノマー単位含むことを特徴とする。
(もっと読む)
研削盤
【課題】ワーク交換時間を短縮する。
【解決手段】内面研削盤は、円筒状ワークWを保持する主軸14と、主軸14に保持されたワークWの内面を研削する砥石19と、砥石19を研削位置とこれより砥石軸方向に離隔した非研削位置の間で移動させるテーブル16と、砥石19とともに砥石軸方向に移動させられる砥石カバー22と、砥石カバー22が砥石19を被覆するカバー位置と砥石19を露出させる非カバー位置の間で砥石カバー22を移動させる上下旋回アーム21と、砥石カバー22をカバー位置に位置させた状態で、砥石19を非研削位置から研削位置まで移動させる間に主軸14に保持されたワークWを保持しうるように砥石カバー22に設けられているワーク保持部材41とを備えている。
(もっと読む)
動圧型軸受装置の製造方法
【課題】 動圧型軸受装置の構成部品である軸部材の研削加工時における周速度を充分に高めることが可能で、且つ振れ回りの発生を抑制できる製造方法を提供して、研削能率ひいては作業能率の向上を図ると共に、品質の改善をも図る。
【解決手段】 動圧型軸受装置1の構成部品である軸部材2を一対のプレート部材11,12により軸方向両端で平面接触支持して、軸心廻りに回転させつつ、前記軸部材2の軸部2a外周面を支持部材13で支持しながら該外周面を砥石14で研削する。そして、少なくとも前記軸部材2のフランジ部2bに平面接触するプレート部材11について、その接触面の回転中心部所定領域に逃げ部11bを形成する。また、前記プレート部材11のフランジ部2bへの接触部分11xを弾性部材11yにより弾性支持させる。
(もっと読む)
ワーク・ピースの研磨装置
本発明は、ワーク・ピースを研磨するための装置を提供するものであり、該装置は、少なくとも一つのワーク・ピースを収納し排出するホッパーを含み、各ワーク・ピースは少なくとも第一及び第二端部を有し、所定の角速度で回転しその外周面に渡って複数の凹部を有し各凹部は一つのワーク・ピースを受け入れる大きさに形成されワーク・ピースを研磨位置に搬送するために回転する第一回転手段と、前記ホッパー及び前記第一回転手段の間に配置され各ワーク・ピースを各凹部に配置し搬送するコンベアと、第二の所定速度で回転し第一及び第二速度の速度差に応じて回転する各ワーク・ピースを各凹部内の適切な位置に保持するため搬送された各ワーク・ピースの表面と接触するように第一回転手段の一部を覆って延びる第二回転手段と、ワーク・ピースの両端を研磨するため、ワーク・ピースの第一端部を研磨する第一回転研磨手段、及び第二端部を研磨する第二回転研磨手段とを有する。  (もっと読む)
(もっと読む)
ベルトの製造装置及びベルトの製造方法
【課題】本発明の目的は、ベルト表面を研磨する際に、研磨範囲内に当該ベルトの移動又は蛇行を抑制してベルトを製造する製造装置又はベルトの製造方法を提供することにある。
【解決手段】本発明のベルトの製造装置は、筒状のベルト(3)を少なくとも2本のロール(1,2)で張架して、当該ベルト表面を研磨するベルトの製造装置であって、ベルト(3)の回転に伴って生じるバルト幅方向の移動を検出する検出手段(10a、10b、20a、20b)と、ロール(1,2)の少なくとも一方を所定方向に変位する変位手段(30a、30b、31)と、検出手段(10a、10b、20a、20b)の検出結果に基づいて、変位手段(30a、30b、31)を制御してベルト(3)の移動量を制御する制御手段(40)とを有する。
(もっと読む)
歯車装置用円筒ころ軸受および歯車装置
【課題】ころ端面と鍔部との焼付や摩耗を防止することが可能な安価な円筒ころ軸受および歯車装置を提供する。
【解決手段】円筒ころは、軌道輪間を転動する環状の転動面と、この転動面の両側に形成されたころ端面とから構成されており、円筒ころ13のころ直径を2Rとすると、ころ端面13aと円筒ころの中心軸の交点を原点P0とし、原点から円筒ころの外径方向に0.65R離れた位置を第1地点PA、第1地点から円筒ころの外径方向に0.20R離れた位置を第2地点PB、第2地点から円筒ころの軸方向に0.0005R離れた位置を第3地点PC、第2地点から円筒ころの軸方向に0.003R離れた位置を第4地点PDとしたとき、円筒ころの端面形状が少なくとも前記第1地点を通り、かつ前記第3地点と第4地点との間を通過する連続した曲線となるように研削加工した。
(もっと読む)
液晶用ガラスの両面研削研磨装置
【課題】
周縁の回路部用段部にプリント印刷を施し積層された液晶用ガラスの両面を全自動で研磨加工をする装置は無く、手間暇係る作業となっており、苦慮している実情である。
【解決手段】
本発明は、基板に対向基板を積層した液晶用ガラスAと、送出側カセット手段1と、加工前仮置き台2と、研削研磨加工手段3と、洗浄手段4と、反転手段5と、加工後仮置き台6と、テープ貼着手段7と、テープ剥離手段8と、収納側カセット手段9と、送出側カセット手段1と加工前仮置き台2と加工後仮置き台6とテープ貼着手段7とテープ剥離手段8と収納側カセット手段9との間で移送をさせる第1の移送手段10と、加工前仮置き台2と研削研磨加工手段3と洗浄手段4との間で移送をさせる第2の移送手段11と、反転手段5と加工後仮置き台6との間で移送をさせる第3の移送手段12を備えた。
(もっと読む)
研磨されない半導体ディスクおよび研磨されない半導体ディスクを製造する方法
【課題】研磨されない半導体ディスクの表面品質を改善し、その上に製造される素子の、より小さな線幅を可能にする。
【解決手段】研磨されない半導体ディスクを製造する方法が以下のステップ、すなわち:(a)半導体材料から単結晶を成長させ、(b)該単結晶を円筒研削し、(c)該単結晶から半導体ディスクを切断し、(d)該半導体ディスクのエッジを丸み付けし、(e)該半導体ディスクの少なくとも片面を表面研削し、(f)該半導体ディスクをエッチング媒体により処理し、(g)該半導体ディスクを最終的にクリーニングするというステップを有しているようにした。
(もっと読む)
81 - 100 / 127
[ Back to top ]