
Fターム[3C043CC13]の内容
Fターム[3C043CC13]に分類される特許
41 - 60 / 150
ガングソーのための、研磨によって浸食可能なスペーサとダイシングブレードとの集合体
【課題】本発明は、半導体産業で利用される回転式ソーブレードの集合体に関する。
【解決手段】ウェハーをダイシングするためのガングソー用ソーブレート集合体は、共通する中心軸線に沿って位置決めされている複数の円状のソーブレードと、隣り合うソーブレード同士の間において共通する中心軸線に沿って位置決めされている浸食可能なピッチスペーサとを含んでいる。ピッチスペーサは、ソーブレート集合体を研磨材と当接させることによって、共通する中心軸線を基準とした所望の直径に至るまで浸食される。従って、ソーブレート集合体は、ブレードが浸食しても、長期間に亘るソーブレードの利用を可能とする。
(もっと読む)
砥石及びこれを用いた研削装置

【課題】簡単な構造で外周部のダレの発生を防止することができる砥石及びこれを用いた研削装置を提供する。
【解決手段】片側に被研削物を研削する研削面2を有する円環状の砥石1であって、前記研削面2の内周部4における前記被研削物と当接する研削面積が、前記研削面2の外周部5における研削面積よりも狭い。これにより、内周部4の単位面積当たりの仕事量を増加させるので、両頭平面研削装置に適用した場合に、外周部5と内周部4の摩耗を均一にすることができる。
(もっと読む)
ヘアライン加工装置
【課題】研磨範囲の異なる複数種類の付け替え可能な研磨ロールを備えてヘアライン加工のパターン変更が可能であると共に、このパターン変更に伴う装置の段取り替え作業が容易に行われるヘアライン加工装置を提供すること。
【解決手段】研磨ロール4は、両端に回転軸6を備えてこの両端の回転軸6の双方に軸受体9を被嵌し、この各軸受体9を着脱自在に包持するクランプ部10を移送装置部2に設けると共に、このクランプ部10は接近・離反自在な構成として、このクランプ部10が接近すると軸受体9を包持して研磨ロール4を張設ロール3と対設状態に取り付け可能とすると共に、クランプ部10が離反すると軸受体9を包持解除して研磨ロール4を取り外し可能に構成し、研磨範囲が異なる複数種類の研磨ロール4を備えたヘアライン加工装置。
(もっと読む)
内径研削工具
【課題】 研削部(砥石)が軸方向に複数設けられる場合でも、研削部の拡径機構の動作が確実で構造が簡単な内径研削工具を提供する。
【解決手段】 電磁バルブ14を閉じた状態としてピストン17とドローバー4との接触圧を小さくしてドローバー4が軸方向に移動し、この状態でスラストモータ8を駆動してドローバー4を軸方向に移動せしめ、砥石12(研削部3)を拡径させる。また、上記のドローバー4を軸方向の移動とともに電磁バルブ14を開とし、油圧ポンプ15からの油を油圧管13内に送り込み油圧管13内の圧力を高める。すると、ピストン17が径方向外側に移動し、ドローバー4を内側から支える。このドローバー4を内側から支えることで、砥石12(研削部3)の径方向内側への移動は阻止され、ロック状態となる。
(もっと読む)
突起欠陥修正装置
【課題】突起欠陥部の過研磨を防止すると共に欠陥修正のタクトを短縮する。
【解決手段】平坦な基板5表面に形成された微細パターンの突起欠陥部7を研磨して修正する突起欠陥修正装置であって、前記基板5表面に対向して平滑面2aを有する研磨板2と、前記研磨板2を前記基板5表面から所定距離だけ離隔した状態で前記基板5に対して相対的にスライド移動させる移動機構3と、を備え、前記研磨板2に移動方向と交差して設けた切削部17により、前記研磨板2の相対移動に伴って前記突起欠陥部7を切削するものである。
(もっと読む)
内面研削工具
【課題】 複数の加工部位の内面研削を行う際、同時に加工して加工効率の向上を図ると同時に、すべての加工部位の加工精度が保証できる工具を提供する。
【解決手段】 複数の加工ユニット3を同軸上に備えた内面研削工具1において、各加工ユニット3に、減速器付きサーボモータ12によって回転自在なオネジ部材13と、このオネジ部材13の回転によって進退動自在なメネジ筒14を設け、このメネジ筒14の上部と下部に軸方向に傾斜するスロープ溝部16を対称位置に設ける。そしてそれぞれのスロープ溝部16に、一対の刃具17の係合部18を係合させることで、メネジ筒14の進退によって一対の刃具17が径方向に拡縮するようにし、それぞれの減速器付きサーボモータ12を遠隔制御により個別に駆動できるようにする。
(もっと読む)
内面研削工具
【課題】 複数の加工部位の内面研削を行う際、同時に加工して加工効率の向上を図ると同時に、すべての加工部位の加工精度が保証できる工具を提供する。
【解決手段】 複数の加工ユニット3を同軸上に備えた内面研削工具1において、工具1の軸中心に、回転自在なコントロールシャフト5を配設し、このコントロールシャフト5の近傍に、ネジ状減速機構15を一列に並べて設けるとともに、各ネジ状減速機構15とコントロールシャフト5とが、それぞれの電磁クラッチ14によって離接自在になるようにし、制御ユニット7の制御によって、電磁クラッチ14をオンにすることで、コントロールシャフト5の回転がネジ状減速機構15に伝達されるようにし、それぞれの拡縮機構19によって各加工ユニット3の刃具17が拡縮するようにする。
(もっと読む)
フロートガラス研磨システム及びその方法
【課題】従来技術によるフロートガラス研磨装置は、均一な力をフロートガラスに加えることができない。
【解決手段】フロートガラス研磨システムに関し、位置が固定された加工対象であるフロートガラスGを回転させる下部ユニット110、フロートガラスGに接触してフロートガラスGの回転に伴って被動回転される上部ユニット120、及び上部ユニット120を水平または垂直方向に移動させるための移動ユニット130を備えるフロートガラス研磨システムであって、上部ユニット120は、移動ユニット130のスピンドル124に固定された固定プラッター121と、固定プラッター121に対して可動に設けられた研磨プラッター123と、フロートガラスGに加えられる研磨プラッター123の圧力を均一に維持するため、固定プラッター121と研磨プラッター123間に介在された加圧部材150とを備える。
(もっと読む)
フロートガラス研磨システム
【課題】研磨パッドのメンテナンス及び交換作業が容易にできるフロートガラス研磨システムを提供する。
【解決手段】フロートガラス研磨システム100に関し、位置が固定された加工対象であるフロートガラスGを回転させる下部ユニット110、フロートガラスGに接触してフロートガラスGの回転に伴って被動回転される上部ユニット120、及び前記上部ユニット120を水平または垂直方向に移動させるための移動ユニット130を備えるフロートガラス研磨システム100であって、上部ユニット120は、移動ユニット130のスピンドル124に設けられたプラッター125と、フロートガラスGに接触する研磨部が装着され、プラッター125に対して分離可能に設けられた分離プラッター127と、真空圧着によって分離プラッター127をプラッター125に対して位置固定するための真空チャック180とを備える。
(もっと読む)
フロートガラス研磨システム
【課題】研磨スラリー供給作業の効率性を高めることができるフロートガラス研磨システムを提供する。
【解決手段】フロートガラス研磨システム100に関し、位置が固定された加工対象であるフロートガラスGを回転させる下部ユニット110、フロートガラスGに接触してフロートガラスGの回転に伴って被動回転される上部ユニット120、上部ユニット120を水平または垂直方向に移動させるための移動ユニット130、及び上部ユニット120を貫通してフロートガラスGに研磨スラリーを供給するための研磨スラリー供給ユニット140を備える。
(もっと読む)
クランクシャフトの製造方法
【課題】面取り部とのつなぎ目も含め、フランジ部の外周面や面取り部を高精度に加工でき、かつその際の加工効率をコストの高騰を招くことなく向上させることのできるクランクシャフトの製造方法を提供する。
【解決手段】クランクシャフトの粗形材10のO/S用フランジ部15に対する旋削工程では、O/S用フランジ部15の周縁に旋削加工を施すことで周縁に1又は複数のテーパ面を有する面取り部19を形成し、O/S用フランジ部15の研削工程では、O/S用フランジ部15の面取り部19を外してこの領域に隣接する外周面17および端面18に対して研削加工を施し、かつ、仕上げ工程では、外周面17に対応した筒状押圧面46とテーパ面に対応したテーパ状押圧面48,50とを有するクランプアーム41,42でO/S用フランジ部15を挟持して研磨用フィルム43を押圧しつつ相対摺動させることで、外周面17とテーパ面、およびこれらのつなぎ目を研磨する。
(もっと読む)
スロットノズルの研磨方法
【課題】スロットノズルとバックロールとの間のギャップがスロットノズルの全幅にわたってほぼ一定になるようにする。
【解決手段】スロットノズルの研磨方法において、少なくとも二つのブロック(3,5)を重ね合わせて形成されたスリット(8)から流体を吐出させるスロットノズル(1)のリップ部(3a,5a)を研削装置(9)で研削し、室温における該リップ部(3a,5a)の長手方向の1メートル当りの真直度を200μm以内にする第一工程と、その後、別に用意した真円度3μm以内であって該スロットノズル(1)の長さ(L1)より長い面長(L2)をもつロール(11)であって、その外周面(11a)上に研磨手段(13)を設けた該ロールを回転手段で回転させる第二工程と、回転する該ロール(11)を該スロットノズル(1)の該リップ部(3a,5a)に押し当てて該リップ部(3a,5a)を研磨する第三工程とを備えた。
(もっと読む)
平坦なワークピースの両面用研削加工装置
本発明は、平坦なワークピースの両面研削加工のための装置に関し、これは上方および下方の加工ディスクを有し、これらはそれぞれ研削層を有する加工面を有し、加工面が相互の間に加工間隙を形成し、この中でワークピースが研削されることが可能であり、加工ディスクの少なくとも1つが駆動機構により回転可能に駆動されことができ、さらにワークピースを加工間隙内で案内するための装置を有している。本発明に係り、加工ディスクの少なくとも1つにバリ取り手段が配置され、これが装置内におけるワークピースの加工時にワークピースのバリ取りを行うよう設計されている。 (もっと読む)
機械部品・転がり軸受用転動体・軌道輪およびその超仕上げ加工方法
【課題】交差角模様の加工跡がない機械部品、特に転動体,軌道輪等の軸受部品と、これを用いた転がり軸受と、これらの交差角模様の加工跡の生じない加工が行える超仕上げ加工方法を提供する。
【解決手段】転動体,軌道輪等となる機械部品である被加工物8を超仕上げ加工する方法である。回転する弾性砥石4の加工面4bの表面形状を、被加工物8の被加工面8aに応じた形状とする。被加工物8を回転させ、被加工物8の被加工面8aの端部から回転する弾性砥石4を当てる。この弾性砥石4の被加工物表面に応じて形成した加工面4bが、被加工物8の被加工面8aに沿う加工軌跡で、弾性砥石4を移動させる。このように超仕上げ加工された被加工物8の被加工面8aは、交差角模様の加工跡がない平滑面となる。
(もっと読む)
ウエーハの研削方法及び研削ホイール
【課題】研削速度を速めることができ、生産性の向上を図ることのできるウエーハの研削方法を提供する。
【解決手段】回転可能なチャックテーブル54と、ウエーハ11を研削する回転可能な研削ホイールを有する研削手段と、保持面に対して垂直方向に研削送りする研削送り手段とを備えた研削装置であって、前記研削ホイールは、ホイール基台と、基台の自由端面に環状に配列された第1の研削砥石80と、該第1の研削砥石80の半径方向内側で該第1の研削砥石80と半径方向の間隔が研削すべきウエーハ11の半径よりも短い間隔を有し、該第1の研削砥石80と同心円状に配列された第2の研削砥石82とを含み、ウエーハの11回転中心P1に該第1の研削砥石80が通過するように該研削ホイールを位置付け、該チャックテーブル54を回転するとともに該研削ホイールを回転させて、該第1の研削砥石80と該第2の研削砥石82とによってウエーハを研削する。
(もっと読む)
押出機のダイプレートを機械加工するための装置
【課題】ペレット化のための押出機のダイプレートを機械加工するための装置を提供する。
【解決手段】研削面3を有する研削ホイール2を備え、前記研削ホイール2は、前記押出機に面するカッターヘッドの駆動装置の駆動シャフト5上に回転装置4を介して配置されており、前記研削ホイール2が前記駆動シャフト5に取り付けられるときに前記ダイプレート1に位置合わせされる少なくとも前記研削面3が、ハードコーティング6を有する。
(もっと読む)
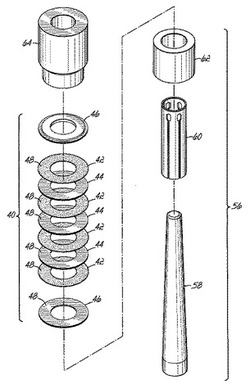
研磨装置
【課題】研磨ピンに設けた研磨材が磨耗した場合に、研磨材を単体で容易に交換できるうえ、コスト削減を図ることができる研磨装置を提供する。
【解決手段】研磨装置の研磨ピン30は、研磨ピン30の内部に非磁性体41を介在させた状態で磁石42を嵌合孔50内に嵌合固定させ、研磨ピン30及び研磨材31、非磁性体41、磁石42間で形成される磁気回路の着磁力により、研磨ピン30の表面部に確実に研磨材31を固定するとともに、取り外しを容易とする。
(もっと読む)
管状体内除錆装置
【課題】大電力供給装置や、真空ポンプを必要とせず、鋼管の内面、リブの下面に発生した錆を除去することを可能にすることにある。
【解決手段】主柱(管状体)a内を軸方向に移動する案内装置2と、案内装置2の先端側に配置された作業装置3とを備えてなり、作業装置3は、アーム5と、アーム5の先端側に配置された砥石部(除錆部)62aとを備え、アーム5は、少なくとも主柱aの内面及び主柱aの内方に突出するリブ(突出部)gの下面g2を含む被処理面に、砥石部62aを当接させるべく移動させることが可能な複数のリンク701…704を備えるべく構成している。
(もっと読む)
面取加工装置、面取加工方法及び面取加工用電着砥石
【課題】 円板状ワークの面取を効率的に行うことができる面取加工装置を提供する。
【解決手段】 整列した状態で第1の円弧状部S1と第2の円弧状部S2を含む移動経路Sに沿って転動する複数の円板状ワーク100を案内する複数のガイド部4、5、6と、第1の円弧状部S1に配置され外周エッジ部に円弧状溝211、213を有する第1の円盤状砥石21及びこの円盤状砥石に円板状ワーク100の一方の外周縁を押圧する第1の押圧部22を有する第1面取部2と、第2の円弧状部S4に配置され外周エッジ部に円弧状溝を有する第2の円盤状砥石31及びこの円盤状砥石に円板状ワーク100の他方の外周縁を押圧する第2の押圧部32を有する第2面取部3を備える。
(もっと読む)
軸受座又はその中に支持された軸受ジャーナルを機械加工するための装置及び方法
たとえば2サイクル大型ディーゼルエンジンのクランクシャフトなど、特に軸受金(4)により滑り軸受されているシャフト(3)において、軸受(4)を取り外した状態で、回転案内されたシャフト(3)の軸受座(5)の接触面を少なくとも部分ごとに機械加工するための装置であって、前記軸受(4)を取り外すことにより前記軸受座(5)と、前記軸受座(5)内に収容された前記軸受ジャーナル(3)との間に生じた間隙内に少なくとも一つの回転運動可能な切削工具(1)を有する装置が提案される。該装置の特徴は、前記切削工具(1)を前記軸受ジャーナル(3)に取り付けるための取付具(2)が設けられていることであり、該取付具(2)は、前記軸受座(5)の接触面の機械加工の際に前記軸受ジャーナル(3)が回転する工具ホルダとして機能し、前記切削工具(1)が、純粋な回転切削運動で前記軸受座(5)の前記接触面に沿ってガイドされ、その際、前記取付具(2)は、無残渣及び非破壊的に再び取り外し可能に前記切削工具(1)を摩擦結合及び/又は材料結合で取り付けるように構成されていて、一つの接着層及び/又は少なくとも一つのホースクリップを備えている。さらに、軸受(4)を取り外した状態で、回転案内されたシャフト(3)の軸受ジャーナル(3)の接触面を機械加工するための同様の装置、及び、そのような装置を用いて軸受座又は軸受ジャーナルの接触面を加工するための方法が提案される。  (もっと読む)
(もっと読む)
41 - 60 / 150
[ Back to top ]