
Fターム[3C043CC13]の内容
Fターム[3C043CC13]に分類される特許
61 - 80 / 150
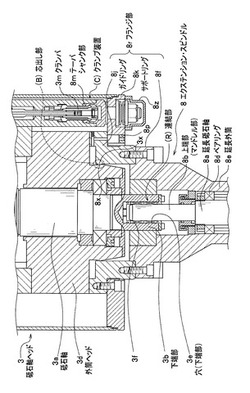
研削盤および研削盤のエクステンション・スピンドル交換方法
【課題】研削工具を自動着脱ができる研削盤を提供する。
【解決手段】ワークが保持されるワーク保持部材と、このワーク保持部材に対して移動自在に配設された砥石軸ヘッド3と、この砥石軸ヘッド3に回転自在に軸支された砥石軸3aと、ワークを加工する研削工具のツールホルダを手動にて砥石軸3aに着脱する研削盤において、砥石軸3aに連結部Rが設けられて着脱自在に連結され、前記研削工具が装着される延長砥石軸8aと、この延長砥石軸8aを回転自在に支持し、前記砥石軸ヘッド3にクランプされる延長外筒8eと、を備えたエクステンション・スピンドル8と、延長外筒8eを砥石軸ヘッド3にクランプするクランプ装置Cと、砥石軸ヘッド3の外筒ヘッド3dおよび延長外筒8eに設けられ、砥石軸3aと延長砥石軸8aとの芯出しをする芯出し部Bと、を備えたことを特徴とする研削盤である。
(もっと読む)
ウエーハの加工方法

【課題】 デバイスの裏面にチッピングを生じることのないウエーハの加工方法を提供することである。
【解決手段】 表面に複数の分割予定ラインが格子状に形成されているとともに、該複数の分割予定ラインによって区画された複数の領域にそれぞれデバイスが形成されたデバイス領域と該デバイス領域を囲繞する外周余剰領域とを有するウエーハを個々のデバイスに分割するウエーハの加工方法であって、ウエーハの裏面に僅かにマイクロクラックが残存するようにウエーハの裏面を研削し、環状フレームに装着された粘着テープ上にウエーハの裏面を貼着し、切削装置のチャックテーブル上に該環状フレームに装着されたウエーハを該粘着テープ側を下にして保持し、切削ブレードの切刃が該粘着テープを切り込むようにウエーハの分割予定ラインに該切削ブレードを位置付けて分割予定ラインを完全切断する、各工程を具備したことを特徴とする。
(もっと読む)
油溝形成方法
【課題】狭い間隔でも硬化部と軟質部のパターンが形成でき、これにより潤滑性能に優れた油溝を形成する油溝形成方法を提供する。
【解決手段】熱処理加工されるワークWを回転させて回転軸方向に所定の送りピッチPで送り動作させながら、所定のパワーでワークWの外周面上をレーザ光LBで照射して加熱するレーザ加熱工程と、ワークWのレーザ光LBが照射される加熱領域に、レーザ加熱工程と同時に冷却液を供給してワークWを冷却する冷却工程と、レーザ加熱工程及び冷却工程の後に、ワークWの外周面上を弾性砥石により加工を施す加工工程と、を行なうことによりワークWの外周面上に油溝を形成する方法とする。
(もっと読む)
加工装置及び加工工具
【課題】 切削加工と研削加工が必要な円筒部分を有する被加工物に対する全工程に掛かる時間を短縮することができる加工装置及びその加工装置に用いられる加工工具を提供する。
【解決手段】 加工装置10Aに取り付けられる加工工具21は、切削加工用の切削刃先部71と研削加工用の研削砥石部72を有し、工具軸をワーク軸に対し所定角度傾斜するように配置し、加工工具と被加工物との相対移動を一度のみ行うことにより円筒部分に対する切削加工に続いて研削加工を行う。1つの加工工具を備えた1台の加工装置で切削加工と研削加工に対応できるため、従来必要であった両加工間の被加工物の付け替え等を無くすことができ、全工程の工数を低減することができる。
(もっと読む)
磁気ディスク用ガラス基板の加工方法、磁気ディスク用ガラス基板の製造方法、及び磁気ディスク用ガラス基板、並びに磁気ディスクの製造方法
【課題】磁気ディスク用ガラス基板の端面を低コストで効率良く高品質に仕上げることができる安定した研削加工を可能とする磁気ディスク用ガラス基板の加工方法を提供する。
【解決手段】円板状のガラス基板の端面部分に研削液を供給しつつ、ガラス基板の端面に砥石を接触させて研削することによりガラス基板の端面を加工する磁気ディスク用ガラス基板の加工方法である。上記砥石は、ガラス基板の端面と接触する面に溝形状を有し、該溝形状は、ガラス基板の端面の側壁面と、該ガラス基板の主表面と側壁面との間の面取面との両方の面を同時に研削加工できるように形成されている。そして、ガラス基板の端面に当接する上記砥石の軌跡が一定とならないように、ガラス基板の端面と砥石とを接触させ且つガラス基板と砥石とを相対的に移動させることにより、ガラス基板の端面の側壁面及び面取面の両方の面を研削加工する。
(もっと読む)
研磨部材及びこれを用いた異径管内面の研磨方法
【課題】安価で異径管の内面を確実かつ容易に研磨できる研磨部材を提供する。また、両端に小径部中間に大径部が形成された異径セラミックス管を割ることなく、その内面を確実かつ容易に研磨できる異径管内面の研磨方法を提供する。
【解決手段】本研磨部材は、予め異径管の大径部の内面に沿うような形状に成形した形状部を研磨部として用い、異径管の小径部を貫通する状態では、形状部は伸びた状態になり、大径部に達した状態では、形状部は大径部の内面に沿うような形状に復元する。また、これを用いた異径管内面の研磨方法。
(もっと読む)
砥石及び研削盤
【課題】複数の砥石面を有する砥石において、作用させたい一種類の砥石面で研削できる砥石及びかかる砥石を備えた研削盤を提供する。
【解決手段】研削盤2の砥石台200に回転軸線O1回りに軸承された砥石軸221に装着され、回転駆動されることにより工作物Wの研削を行う砥石210において、前記回転軸線O1に対して研削作業面の傾斜角度が異なる複数の砥石層を有し、隣り合う各砥石層の間に間隙tが設けられていること。
(もっと読む)
砥石
【課題】 研削先端位置を修正することなく2つの研削加工を同一装置で連続的に行うことができる砥石を提供する。
【解決手段】 砥石10は、ホイール11の外周面の一部に砥粒層12に代えて配置され、ホイールの低速回転時もしくは回転停止時には砥粒層よりも外側に突き出し、ホイールの高速回転時には砥粒層よりも内側に引っ込む仕上げラッピング手段20を備える。ホイールを高速回転させて砥粒層により研削仕上げ加工し、続いてホイールを低速回転させて仕上げラッピング手段により仕上げラップ加工するので、砥粒層及び仕上げラッピング手段の工具先端位置関係を調節する必要が無く、研削仕上げ加工及び仕上げラップ加工を同一装置で連続的に行うことができる。
(もっと読む)
球体と板材の研磨装置及び研磨方法
【課題】スラリーを含まない水を用いて研磨できる研磨装置と研磨方法を提供する。研磨面をドレッシングすることなく、研磨面を容易に交換できる研磨装置を提供する。短時間で鏡面まで研磨加工することができる研磨装置と研磨方法を提供する。
【解決手段】被加工物(14)を研磨加工する研磨装置は、第1の回転軸(A1)の周りに回転する上定盤(7)と、上定盤を回転させる回転駆動機構と、第2の回転軸(B1)の周りに回転する下定盤(6)と、下定盤を回転させる回転駆動機構と、被加工物を挟んで保持するため、上定盤の下面と下定盤の上面の少なくとも一方に貼り付けられた研磨フィルム(12)とを備える。更に、被加工物を研磨する加工空間に水を供給するための水供給装置を備える。下定盤の第2の回転軸は、第1の回転軸の周りに公転するとともに、下定盤は、第2の回転軸の周りに回転する。
(もっと読む)
両面ラップ盤用回転定盤
【課題】両面ラップ盤用回転定盤においてキャリアの破損を防ぎつつ、効率よく研磨を実施する。
【解決手段】両面ラップ盤用回転定盤において、摺り合せ面(11)の少なくとも内側周縁(21)と外側周縁(22)に沿って、金属粉とダイアモンド粉とを焼結せしめた所定の厚みと幅を有し、断面が矩形をなした棒状の研磨片(23)を、相互にこれら研磨片(23)の横巾と同等かより狭い巾の空隙(16)を保って、ほぼ均等かつ同心円状に固定して研磨片環状配列群(29)(30)を形成すると共に、内側周縁(21)寄りの研磨片(23)と外周周縁(22)寄りの研磨片(23)に挟まれた中間領域に、金属紛とダイアモンド粉とを焼結せしめて所定の厚さと直径を有する円柱状をなしたダイアモンドペレット(10)をほぼ均等かつ同心円状に固定した。
(もっと読む)
竪型両頭平面研削盤及びその治具取付基準面のセルフ研磨方法
【課題】セルフ研磨への切換の作業能率を向上することを目的とする。
【解決手段】上砥石車7に於て、ワーク研削砥石3を固定するクサビ状取付具4には、余備ネジ孔10, 10を設ける。この余備ネジ孔10, 10を利用して、セルフ研磨作業のためのセルフ研磨砥石を固着する。
(もっと読む)
半導体装置の製造方法、半導体ウェーハの研削ホイールおよび半導体ウェーハの加工装置
【課題】薄化されたウェーハのハンドリング性を向上させることが可能な半導体装置の製造方法、半導体ウェーハの研削ホイールおよび半導体ウェーハの加工装置を提供すること。
【解決手段】ウェーハ10の裏面の内周領域を選択的に研削し、外周領域に内周領域よりも厚い外周補強部1cを形成することで、ウェーハの裏面に凹部を作成する工程と、凹部に、ダイアタッチ材51を充填する工程と、ウェーハ10を複数のチップに個片化する工程とを備える。ダイアタッチ材51は、チップをダイボンディングする際に用いられるダイボンディング用接着剤であり、ダイボンディング工程において、そのままダイアタッチ材51が接着剤として使用される。ウェーハ10の裏面が平面にされることにより、ダイシング用のテープを裏面に貼ることなどが可能となるため、ダイシングによりウェーハを複数のチップに個片化することが可能となる。
(もっと読む)
マスクブランク用基板の製造方法、多層反射膜付き基板の製造方法、及び反射型マスクブランクの製造方法、並びに反射型マスクの製造方法
【課題】研磨、洗浄後の基板表面の研磨砥粒の残留を確実に防止し、高平滑な基板表面が安定的に得られるマスクブランク用基板、この基板を用いた反射型マスクブランク及び反射型マスクを提供する。
【解決手段】ガラス基板の表面に研磨パッドを接触させ、ガラス基板の表面に研磨砥粒を含む研磨液を供給し、ガラス基板と研磨パッドとを相対的に移動させてガラス基板の表面を研磨する研磨工程と、ガラス基板の表面を洗浄する洗浄工程とを有し、研磨砥粒はコロイダルシリカであって、研磨液のゼータ電位の極性と洗浄液のゼータ電位の極性とを一致させる。得られるマスクブランク用基板1上に多層反射膜2及び吸収体膜4を形成して反射型マスクブランク10とし、この反射型マスクブランク10における吸収体膜4をパターニングして吸収体パターンを形成して反射型マスク20とする。
(もっと読む)
研磨装置用の研磨工具および研磨方法
【課題】内径部を有する円板状の研磨材を備えた研磨工具でガラス基板を研磨後、研磨材の内周の摩耗量が極端に小さかったり、大きかったりすることがあり、研磨材の表面を修正加工する必要が生じ、またガラス基板を目的形状に研磨できない場合がある。
【解決手段】中心に内径穴15cが形成された円板状の研磨材15dを工具保持円盤15bの片面側に固定し、工具保持円盤15bを研磨装置により回転させて研磨材15dに当接する被研磨部材の表面を研磨する研磨装置用の研磨工具において、円板状の研磨材15dは、前記内径穴15cの内径に対する外径の比である内外径比を10%以上、20%以下とした。
(もっと読む)
弾性体ローラの製造方法
【課題】外周面の表面粗さが均一な弾性体ローラを、短時間で効率よく製造することが可能な弾性体ローラの製造方法を提供する。
【解決手段】軸体の外周に弾性体層を有するローラの外周面を、弾性体層の軸方向長さ以上の軸方向長さを有する円筒形状の砥石を具備するプランジ方式の研削機を用いて研削する工程を有する弾性体ローラの製造方法において、砥石は、軸方向において中央部よりも両端部の方が粗いことを特徴とする弾性体ローラの製造方法。
(もっと読む)
カップホイール型砥石の砥石カバー取り付け構造
【課題】 研削ヘッドや機枠が汚れにくい研削装置の提供。
【解決手段】 砥石スピンドル(8)の下端で固定板(25)と取付板(11)とを連結軸(22)で連結し、前記取付板(11)にカップホイール型砥石(50)をカップ状基体(53)下面に環状備えられた砥石刃(55)が下向きとなるよう取り付け、前記カップ状基体(53)と取付板(11)の外周を円筒状の砥石カバー(28)で囲繞し、この砥石カバー(28)の上方部外周に断面逆N字状の環状迷路(30)を有する外套(31)を設けたカップホイール型砥石の砥石カバーの取り付け構造。環状迷路(30)が基板表面での研削液や研削スラッジの跳ね返りを研削ヘッド外へ飛散するのを防ぐ。
(もっと読む)
研磨機及びこれを用いたゴムローラの製造方法
【課題】研磨砥石の形状・条件を変更・調節する必要がなく、ゴム弾性層外周面の研磨性をその軸方向に沿って効果的に制御可能な研磨機を提供する。
【解決手段】回転可能な円筒形状の研磨砥石と、ゴムローラと研磨砥石の軸方向が互いに平行となるようにゴムローラを保持して回転させることが可能な保持手段と、ゴムローラの外周面の軸方向の温度分布を制御可能な制御手段と、を備えたことを特徴とするプランジ方式円筒研磨機。
(もっと読む)
研削方法、研削工具及び研削加工装置
【課題】研削工具がびびり振動するのを抑制し、被加工物表面を高品位な鏡面に加工する。
【解決手段】工具本体51に多数の砥粒52を固着した研削工具5を用い、各砥粒52に、その切れ刃高さを揃えて平坦部52bとするトランケーションを施す。次に、トランケーションを施した研削工具5に回転及び超音波振動を与えて、研削工具5を所定の切込み深さで被加工物表面8aに沿って相対移動させることにより、砥粒52の平坦部52bの縁部52cで被加工物表面8aを研削すると共に、平坦部52bで被加工物表面8aを圧潰して、被加工物表面8aを仕上げ加工する。
(もっと読む)
マスクブランク用基板の製造方法、多層反射膜付き基板の製造方法、及び反射型マスクブランクの製造方法、並びに反射型マスクの製造方法
【課題】基板表面の微小な表面欠陥を低減し、高平滑で、基板間及び基板面内における表面粗さのばらつきを低減したマスクブランク用基板、高反射率で、基板間及び基板面内における反射率ばらつきを低減した反射型マスクブランク、微小な表面欠陥や基板間及び基板面内の反射率ばらつきに起因する転写パターン欠陥のない反射型マスクを提供する。
【解決手段】ガラス基板の表面に研磨砥粒を含む研磨液を供給し、ガラス基板と研磨パッドとを相対的に移動させてガラス基板の表面を研磨する研磨工程を有し、研磨砥粒はコロイダルシリカであって、ゼータ電位の絶対値が10mV以上であり、研磨中における研磨液のpHを1〜5の範囲に保持するマスクブランク用基板1の製造方法である。このマスクブランク用基板1上に多層反射膜2及び吸収体膜4を形成して反射型マスクブランク10とし、この反射型マスクブランク10における吸収体膜4をパターニングして吸収体パターンを形成して反射型マスク20とする。
(もっと読む)
研削装置
【課題】ワークの外周面に溝と、溝に隣接する突出部を砥石により研削する場合に、加工時間の短い研削装置を提供する。
【解決手段】コア6に砥粒7を接着した砥石5を、砥石回転軸X1を中心に回転させながらワーク20に対し相対移動させることにより、ワーク20の外周面を研削する研削装置において、コア6は、砥石回転軸X1と平行なコア内平行部6aと、コア内平行部6aの軸線方向両端に連続し、コア内平行部6aより大径のコア突出部6bと、を有し、コア内平行部6a及びコア突出部6bの表面に砥粒7が接着されている。
(もっと読む)
61 - 80 / 150
[ Back to top ]