
Fターム[3C058CB07]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 課題(一般) (10,402) | 汎用化 (164)
Fターム[3C058CB07]に分類される特許
1 - 20 / 164
ボルト及び鉄筋の錆取り磨き具
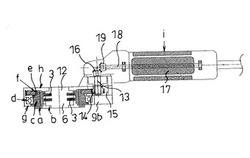
【課題】短い剣先ボルトもしくは大径、小径のボルトやナットは勿論、長いボルトもしくは鉄筋の錆取り及びぴかぴか磨き等を可能にした。
【解決手段】ブラシ3とブラシ押えbと回転リングcとベアリングdを嵌挿したブラシホルダーaを、下方ケースgに嵌挿し、下方ケースgに嵌挿した回転リングcにベアリング押えeを嵌挿し、且大径ギアfを嵌着し、モーター17と出力軸18を内蔵するハンドルiを出力軸18に取着のギア19と噛合する他方のギア16と同軸の駆動軸13の下端部に取着の小径ギア14を、大径ギアfと噛合させると共に、上方ケースhと下方ケースgとを嵌合し組み立てたボルト及び鉄筋等の錆取り磨き具である。
(もっと読む)
ダイシング装置、ダイシング装置ユニット、及びダイシング方法

【課題】装置が大型化せず、作業性を向上させるとともに装置の重心を安定させることが可能であるダイシング装置、ダイシング装置ユニット、及びダイシング方法を提供すること。
【解決手段】X移動軸4と、X移動軸4と垂直に交差するY移動軸5とが平面視方形に形成されたダイシング装置1の方形匡体2の対角線上に配置され、且つ、ダイシング装置1の略中央部にワーク切断加工部9が配設されているとともに、X移動軸4が配置された一端側にワーク交換部13が設けられ、X移動軸4のワーク切断加工部9を挟んでワーク交換部13と反対側には、ワークWの切断時にブレード21の回転に伴って飛散する廃液又はミストを排出する排出口11及び排気口12を有する排出機構8が設けられる。
(もっと読む)
半導体ウェハの製造方法及び半導体ウェハ
【課題】固定砥粒方式で半導体ウェハを切り出しつつ、酸によるエッチング処理であっても半導体ウェハの表面全体にテクスチャーを形成することのできる製造方法、及びその製造方法による半導体ウェハを提供する。
【解決手段】その半導体ウェハは、固定砥粒方式のスライス工程、ウェットブラスト方式のダメージ層形成工程、及び乾燥工程を経て製造され、酸によるエッチング処理が施される。スライス工程では、表面に砥粒を分散固定した芯線によって結晶性インゴットを切削する。ダメージ層形成工程では、スライス工程の後、半導体ウェハの表面に対して液体と砥粒とのスラリを噴射する。乾燥工程では、ダメージ層形成処理の次に、半導体ウェハを乾燥させる。
(もっと読む)
樹脂成形品のパートライン研磨装置
【課題】パートラインが様々な形状からなる樹脂成形品の何れも研磨処理することができ、かつ迅速に研磨する。
【解決手段】樹脂成形品Wのパートライン52のばり又は段差を研磨する、略垂直方向に回転するように配置した無端ベルト状の研磨ベルト1と、研磨ベルト1の一部を裏面から押圧して、研磨ベルト1の傾斜面の傾斜角度を可変可能に形成するために、研磨ベルト1を裏面に設けた可動自在になるベルト押圧用プーリ21と、仕上研磨をするための、研磨ベルト1よりヤスリ目が細かく、かつその硬さも柔らかい、板状の研磨板2と、樹脂成形品Wを、パートライン52が略水平方向になるように着脱自在に担持するワーク保持具3と、から成る。
(もっと読む)
切削装置
【課題】 複数種類のドレスボードを同時に保持可能なドレステーブルを備えた切削装置を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、高速回転する切削ブレードで該チャックテーブルに保持された被加工物を切削加工する切削手段と、該切削ブレードをドレッシングするドレスボードを着脱自在に保持するドレステーブルとを備えた切削装置であって、該ドレステーブルは、同一方向に階段状に配設された高さの異なる複数の吸着面を有し、隣接する吸着面と吸着面の間には隣接する該吸着面の段差からなる第1ドレスボード突き当て壁が形成され、最上段の吸着面の端部には該吸着面から立ち上がった第2ドレスボード突き当て壁が形成されていることを特徴とする。
(もっと読む)
長尺ノズル内面加工装置
【課題】中心軸が鉛直に保持された長尺ノズルの内面加工部を、加工反力によるたわみが小さく、切り屑の影響を受けることなく、精度良く加工することができる長尺ノズル内面加工装置を提供する。
【解決手段】長尺ノズル1の上端に固定された駆動部10と、駆動部から長尺ノズル1の内面内に吊下げられ、内面加工部7より上方に位置決め可能であり、かつ中心軸3に対し線対称の第1中空貫通穴21を有する支持ヘッド20と、駆動部から第1中空貫通穴を通して下方に延び、支持ヘッドにより回転可能に支持され、駆動部により中心軸に沿って上下動可能であり、かつ中心軸を中心に上端部が回転駆動される中空円筒形の主軸30と、支持ヘッドより下方の主軸下端部に設けられた加工工具を駆動部により半径方向に移動可能な切込調整機構40とを備える。
(もっと読む)
切断装置
【課題】大径,薄肉の外周刃鋸を回転振れすること無く安定して回転駆動できるようにし、より大きな円柱状シリコンインゴットの外周部の切断および切り粉の削減に対応可能とする。
【解決手段】切断機構80の回転モータにより回転駆動され、ワークW1の外周部を切断する外周刃鋸81と、切断機構80およびスライダ機構50に設けられ、外周刃鋸81の回転駆動時における回転振れを抑制する回転振れ抑制機構(サブチャック63,カバー部材83,液圧供給パイプ84,液圧導入室および液圧安定部材)を備えている。これにより、外周刃鋸81を大径,薄肉にしてもその回転振れを抑制でき、より大径のワークW1の外周部の切断および切り粉の削減に対応できる。また、基台の長手方向に沿って移動するスライダ機構50によりワークW1を移動させるので、より長尺のワークW1の外周部の切断に対応できる。
(もっと読む)
自動研磨・洗浄装置
【課題】本発明は、縦型平面部材の左右面を同時に研磨および/または洗浄を行うことができる自動研磨・洗浄装置に関するものである。
【解決手段】本発明の自動研磨・洗浄装置は、大型太陽電池あるいは大型液晶画面等の縦型平面部材の左右面を同時に研磨および/または洗浄をすることができる。前記縦型平面部材は、前記研磨・洗浄中に、砥粒および/または香料の入った研磨液および/または洗浄液が掛けられて研磨・洗浄が簡単で、かつ、素早く行える。本発明の自動研磨・洗浄装置は、縦型平面部材に合った素材から構成されている複数組のブラシ組立により、左右面を同時に研磨および/または洗浄を行うことができるようになっているため、前記縦型平面部材の左右両面の研磨および/または洗浄を迅速、かつ、効率良く行うことができる。
(もっと読む)
研磨パッド及びその製造方法
【課題】従来の硬質(乾式)研磨パッドを用いた場合に生ずるスクラッチの問題を改善し、かつ研磨レートや研磨均一性に優れ、一次研磨だけでなく仕上げ研磨にも対応できる研磨パッド及びその製造方法を提供する。
【解決手段】略球状の気泡を含むポリウレタンポリウレア樹脂発泡体を有する研磨層を含有する研磨パッドであって、前記ポリウレタンポリウレア樹脂発泡体は、M成分のスピン−スピン緩和時間T2が160〜260μsであり、
前記ポリウレタンポリウレア樹脂発泡体の40℃、初期荷重10g、歪範囲0.01〜4%、測定周波数0.2Hz、引っ張りモードにおける貯蔵弾性率E’が1〜30MPaであり、且つ、
前記ポリウレタンポリウレア樹脂発泡体の密度Dが0.30〜0.60g/cm3の範囲内であることを特徴とする、半導体デバイス研磨用の研磨パッド。
(もっと読む)
研磨パッド及びその製造方法
【課題】従来の硬質(乾式)研磨パッドを用いた場合に生ずるスクラッチの問題を改善し、かつ研磨レートや研磨均一性に優れ、一次研磨だけでなく仕上げ研磨にも対応できる研磨パッド及びその製造方法を提供する。
【解決手段】略球状の気泡を含むポリウレタンポリウレア樹脂発泡体を有する研磨層を含有する研磨パッドであって、前記ポリウレタンポリウレア樹脂発泡体の縦弾性係数Eが450〜30000kPaの範囲内であり、且つ、前記ポリウレタンポリウレア樹脂発泡体の密度Dが0.30〜0.60g/cm3の範囲内であることを特徴とする、半導体デバイス研磨用の研磨パッド。
(もっと読む)
研磨バイト
【課題】 小さい凹凸のある表面であっても磁気研磨処理ができる研磨バイトを提供すること
【解決手段】 研磨バイト11は、磁石から構成される。表面処理の対象面に対向する先端面11dを備えた先端部11bと、本体11aとの間に中間部11fを設ける。先端部は、先端先細り状のテーパ面を有し、中間部は、研磨バイトの回転軸との開き角度であるテーパ角度T2が、先端部のテーパ面のテーパ角度T1よりも大きくした。
(もっと読む)
超仕上加工ユニット
【課題】つば付き内輪の複数のつば部(面)に対する超仕上加工を、単一(1台)の設備で同時期に一括して自動的に行うことを可能にする超仕上加工ユニットを提供する。
【解決手段】つば付き内輪2の複数のつば部(面)2tに対する超仕上加工を、単一の設備で同時期に一括して自動的に行うことを可能にする超仕上加工ユニットU2であって、つば部用砥石60aを支持するつば部加工ヘッド60と、つば部加工ヘッドを反転可能に支持し、かつ、その反転軸R回りにつば部用砥石を所望の角度で反転させる反転機構62と、反転機構を支持し、かつ、反転機構と共につば部加工ヘッドを所望の方向θに旋回させると共に、微少往復運動(オシレーション)Osさせる作動装置64とを備えている。
(もっと読む)
孔開口部における仕上げ加工工具及び仕上げ加工装置並びに仕上げ加工方法
【課題】加工コストを抑制して、安定した加工精度を得る。
【解決手段】孔の開口部に形成された末広がり面を仕上げ加工するための仕上げ加工装置であって、孔の壁面を仕上げ加工するための研磨部1と、該研磨部1を孔の軸線に沿った回転軸線Pを中心として回転させながら該回転軸線Pに沿って移動させる駆動部3とを備える。研磨部1は、回転軸線Pに対する拡がり角度の大きい状態と拡がり角度の小さい状態との間で姿勢変化可能に設けられている。孔への進入量が小さいときには、末広がり面における手前側の部分に研磨部1が当接するように、研磨部1は拡がり角度の大きい状態となる。孔への進入量が大きいときには、末広がり面における奥側の部分に研磨部1が当接するように、研磨部1は拡がり角度の小さい状態となる。
(もっと読む)
ワーク切断方法
【課題】角切り方式のワイヤソーにおいて、ワイヤ案内用ローラの交換をすることなく、複数の円柱体ワークおよび立方体のワークを同じ寸法として切断できるようにする。
【解決手段】
所定のピッチで碁盤目状に交差するワイヤ2を用いて、1または2以上の立方体のワーク3および複数の円柱体のワーク4を同じ寸法とし切断する角切り方式のワイヤソー1において、複数のワーク4を同時に切断するに際して、立方体のワーク3を切断するときのワイヤ2のピッチを変えないまま、複数の円柱体のワーク4をワイヤ2の碁盤目状の枡目に市松模様状として置き、それぞれのワイヤ2を挟んで複数の円柱体のワーク4を千鳥状として配置する。
(もっと読む)
研磨パッド
【課題】長期間安定した研磨加工を行うことができる研磨パッドを提供する。
【解決手段】研磨パッド10では、湿式成膜法により複数の発泡3と多数の微細孔6とが連続状に形成された発泡構造を有するポリウレタン樹脂製の発泡シート2を備えている。多数の微細孔6の大きさは、発泡3の大きさより小さく形成されている。発泡シート2に形成された発泡構造において、多数の微細孔6内に耐性樹脂5が、微細孔6の容積に対する耐性樹脂5の体積の割合が30%以上となるように存在している。耐性樹脂5は、樹脂エマルションを発泡シート2に含浸させることで形成されたものである。耐性樹脂5により発泡シート2の発泡構造が補強され、微細孔6の表面が保護される。
(もっと読む)
研削盤及び防塵カバー
【課題】グラインダー、サンダーなどの回転軸に固定し、金属、コンクリート、樹脂、石、木材などの部材(研削対象)を、効率的かつ平坦に削り、研磨し、また切断し、さらに研削対象を深く削ることもできる研削盤を提供する。
【解決手段】回転軸に固定される連結部2と前記連結部に固定される回転盤3とからなり、前記回転盤の底面には前記回転盤の回転中心角を偶数個に略等分した区画1を設け、1の区画には前記回転中心を中心とする同心円上に略同高さの複数の凸部3aと前記凸部と凸部の間には複数の凹部3bを形成し、かつ、前記1の区画と隣り合う他の区画には1の区画の凸部の同心円に相当する位置には凹部を、前記1の区画の凹部の同心円に相当する位置には凸部を形成したことを特徴とする研削盤の構成とした。
(もっと読む)
樹脂成形品のパートライン研磨装置及びその研磨方法
【課題】パートラインが様々な形状からなる樹脂成形品の何れも研磨処理することができ、かつ迅速に研磨する。
【解決手段】樹脂成形品Wのパートライン52のばり又は段差を研磨する、略垂直方向に回転するように配置した無端ベルト状の研磨ベルト1と、研磨ベルト1の一部を裏面から押圧して、研磨ベルト1の傾斜面の傾斜角度を可変可能に形成するために、研磨ベルト1を裏面に設けた可動自在になるベルト押圧用プーリ21と、仕上研磨をするための、研磨ベルト1よりヤスリ目が細かく、かつその硬さも柔らかい、板状の研磨板2と、樹脂成形品Wを、パートライン52が略水平方向になるように着脱自在に担持するワーク保持具3と、から成る。
(もっと読む)
両面研磨装置
【課題】遊星歯車式研磨装置において、上定盤の追従性を確保しつつ、上定盤を加圧して研磨加工を行なうことができる構造の研磨装置を提供する。
【解決手段】従来の上定盤5の吊下げ用ワイア9による吊支構造に加え、その内周側に上定盤5への加圧荷重を付与するための加圧用ワイア12を配置し、上定盤吊り板2から下方への作用荷重を上定盤連結リング13を介して上定盤5へ均一に伝達する荷重伝達部を構成することにより、加圧荷重条件における研磨加工を可能とする。
(もっと読む)
ハードカバー書籍用研磨機
【課題】書籍・本の表裏紙等の装丁が書籍本体に比しやや大きく、肉厚で硬度がある、いわゆるハードカバー本における書籍本体の小口部、天地部等を研磨し、体裁を整える。
【解決手段】90度毎に間欠旋回する平面でほぼ正方形状の旋回テーブル12を備えた旋回搬送装置10と、研磨すべき書籍Bを各別にチャック保持し、解除するチャック部29を備えて旋回テーブル12の各辺に配装したチャック装置20と、旋回して送るようチャック保持した書籍Bの小口部を研磨する小口部研磨ブラシ91を備えた小口部研磨装置60と、旋回して送るようチャック保持した書籍Bの天地部を研磨する天部研磨ブラシ122、地部研磨ブラシ142それぞれを備えた天地部研磨装置100と、研磨終了後の書籍Bのチャック保持を解除し、排出する排出装置150とを備えて成る。
(もっと読む)
ベルトサンダーの支柱
【課題】
多種少量生産のベルトサンダーユニットを、3×6鋼板などの大型加工出来るように支柱を工夫することである。それには柱は2本しか立てることは出来ず、剛性をもたせるのには構造と頻繁に迅速に分解組立ができることが求められていた。
【解決手段】
主として、コ字形に一体化された左オーバーハンガーと右オーバーハンガーの、互いの縦柱を縦補強枠で締結して一体化するとともに、互いの天パイプでベルトサンダーを吊り下げてなるベルトサンダーの支柱とすることで解決できた。
(もっと読む)
1 - 20 / 164
[ Back to top ]