
Fターム[3C059DA06]の内容
放電加工、電解加工、複合加工 (4,787) | 工具電極の構造 (351) | 形状 (288) | 可撓性電極 (144) | ワイヤ (137)
Fターム[3C059DA06]に分類される特許
121 - 137 / 137
ワイヤ放電加工用電極線
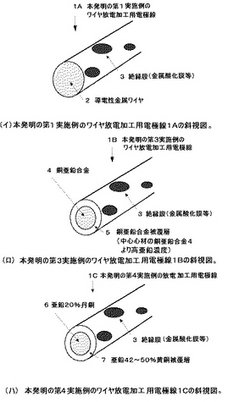
【課題】従来から、放電加工の際に、断線頻度の少ない電極線の出現が要望されていた。
【解決手段】 本発明のワイヤ放電加工用電極線は、導電性金属ワイヤの表面に1〜50,000平方マイクロメートルの大きさからなる斑点状の絶縁膜(金属酸化膜等)をまだら状に施した電極線であり、好ましくは、その導電性金属ワイヤの導電度が、8.7m/(Ω・mm2)以上で、銅亜鉛合金を中心心材とし、その周りに銅亜鉛合金中心心材より高亜鉛濃度の銅亜鉛合金を施した2層構造を有している電極線であり、位置決め等の接触検知性能に影響を及ぼすことなく、断線頻度を低減することを可能にするワイヤ放電加工用電極線である。
(もっと読む)
放電加工機上でテーパ加工用電極を測定及び調整するための方法及び装置

【課題】本発明は、XとYの水平軸線及びZの垂直軸線の3本の軸線を参照して、放電テーパ機械加工中に使用される電極を測定及び調整するための装置及び方法に関する。
【解決手段】下部及び上部の2つの幾何学的線形リファレンス7,8とベース素子9を具え、これらリファレンス7,8は、ワイヤによって交差することができ、それらの各々は、XY平面内にあり、前記リファレンス7,8は、十分な距離でXY方向に互いにオフセットされて、それらのいずれもがワイヤによって交差することなしに2個のリファレンス7,8間に垂直電極を挿入することを可能にし、ベース素子9は、前記リファレンス7,8に対し支持体として、また、前記機械の作業ベッド上における取り付け支柱として機能する。
(もっと読む)
ワイヤ放電加工機用ワイヤ
【課題】芯材と、同芯材の周囲に形成された被覆層とからなるワイヤ放電加工機用のワイヤにおいて、上記被覆層の最適厚さを理論的に算出する。
【解決手段】芯材と、同芯材の周囲に形成された被覆層とからなるワイヤ放電加工機用のワイヤにおいて、
型彫り放電加工機の単発放電により、上記被覆層と同じ材料製のワークに形成された単発放電痕5の平均深さをHave とし、型彫り放電加工機の単発放電により上記ワークに形成された単発放電痕の面積をScとし、放電周波数をFpとし、単位時間当たりのワイヤ進行方向の表面積をΔS とし、ワイヤ表面における放電痕の重なる割合XをX=Sc・Fp/ΔS とした場合、上記ブラスメッキの最小メッキ厚さTbmin が、数式Tbmin=Have ・Xにより算出されるという理論式により、上記被覆層の最小厚さTbmin を算出することで課題解決の手段とする。
(もっと読む)
ワイヤ放電加工機及びその自動結線方法
【課題】 ワイヤ電極の自動結線の際、ワイヤ電極が正常に装填されたか否かを確認し、ワイヤ電極装填の異常に起因する障害を防止するワイヤ放電加工機及びその自動結線方法を提供する。
【解決手段】 ワイヤ電極を自動結線する装置を有したワイヤ放電加工機において、繰り出しローラ9の回転軸にエンコーダ12を取付け、繰り出しローラ9と繰り出しモータ15との間にパウダクラッチ13を設け、そのパウダクラッチ13の伝達トルクを可変にして構成した。ワイヤ電極1に所定の張力を与えるために、パウダクラッチ13の伝達トルク値を予め設定、記憶して、ワイヤ電極装填動作後、ワイヤ電極を所定長さ引き上げることによって、ワイヤ電極が正常に装填されたか否かを確認するようにした。
(もっと読む)
ワイヤガイドアッセンブリおよびワイヤカット放電加工装置
【課題】ガイドアッセンブリをアームから取り外すことなく異なる種類のワイヤガイドを比較的簡単に交換でき、異なるワイヤ電極の案内方式を行えるワイヤカット放電加工装置を提供すること。
【解決手段】ガイドアッセンブリ1は、主に、ハウジング部材10、ワイヤ挿入ブロック20、通電体ブロック30、ガイドユニット40、同軸噴流ノズル5のノズルキャップ8で構成される。ガイドユニット10は、ワイヤガイド4の構造に適する構成を有する。ハウジング部材10の下面に取付穴12が形成される。取付穴12の内形とガイドユニット40の上側部材41の外形が合うようにガイドユニット40を取付穴12に嵌め込んでノズルキャップ8によってガイドユニット40を内包するようにハウジング部材10に取り付けられる。
(もっと読む)
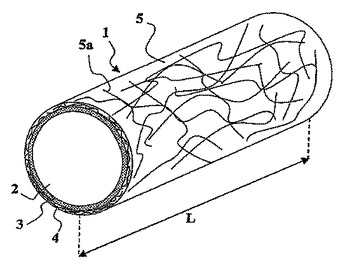
放電加工用の複合材ワイヤ
本発明は、β相内の連続銅亜鉛サブレイヤ(3)と、γ層内の破砕銅亜鉛合金構造を有する表面層(4)とからなる銅亜鉛合金コーティングによって取り囲まれた、銅または銅亜鉛合金のコア(2)を有するワイヤ(1)に関し、裂け目(5a)のβ相内の銅亜鉛合金は、外から視認することができる。この場合、放電加工速度が実質的に向上する。
 (もっと読む)
(もっと読む)
溶融亜鉛メッキ法を用いる放電加工機用亜鉛コーティング電極線の製造方法
溶融亜鉛メッキ法を用いる放電加工機用亜鉛コーティング電極線の製造方法を開示する。この方法は、線材1をダイを通して引抜する過程で、先端部が尖っているテーパー状に成形処理する素材表面成形段階10と、前記素材表面成形段階を経た素材を、溶融亜鉛溶解槽2内で亜鉛メッキする下メッキ段階20と、前記下メッキ段階を経た素材の表面に付着された亜鉛が固まる前、サイジングダイを通過させて成形する本メッキ段階30と、前記本メッキ段階を経た素材を、前記素材より小さい直径を有するを通過させて、亜鉛を素材の周囲に均一な厚さで平坦に再成形する表面成形段階40と、前記表面成形段階を経った素材を加熱する均質化熱処理段階50と、前記均質化熱処理段階を経った素材を引抜ダイアモンド製造ダイ5を通過させ引抜する引抜段階50とを含んでなる。 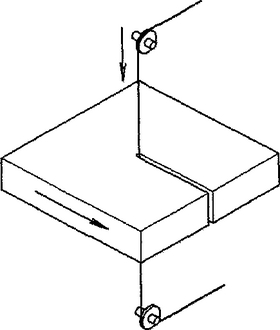 (もっと読む)
(もっと読む)
ワイヤ放電加工用電極線及びその製造方法
【課題】 銅で被覆された鋼線に亜鉛等の比較的低沸点の材料をコートすることで、蒸発潜熱による電極ワイヤの冷却効果とワイヤの断線防止効果を奏し、通常の黄銅線又は黄銅を心線とする亜鉛鍍金黄銅線より低廉な価格でワイヤ放電加工用電極線を提供する。
【解決手段】 心線の鋼線の表面に、銅鍍金層、黄銅層、及び亜鉛等による鍍金層が順次積層、被覆された電極線である。原料のロッドに1次酸洗及び皮膜処理を実施し(401)、皮膜処理済みの前記ロッドを1次伸線し(402)、熱処理し(403)、2次酸洗及び皮膜処理を実施し(404)、2次伸線を実施し(405)、3次酸洗を実施し(406)、銅鍍金し(407)、アニーリングし(408)、4次酸洗を実施し(409)と、亜鉛鍍金を実施し(410)、3次伸線を実施し(411)、不活性ガス雰囲気炉で矯正する(412)ことにより製造される。
(もっと読む)
放電加工用電極線
【課題】低コストで、かつタングステン製放電加工用電極線とほぼ同様の加工性能を備えた放電加工用電極線を提供する。
【解決手段】芯材の組成を、炭素含有量0.50〜1.20重量%の鋼材を焼入れ、焼戻しして得られる焼戻しマルテンサイト組織とすることにより、高温時での電極線の引張り強度を、タングステン製放電加工用電極線の引張り強度とほぼ同じ程度にすることができ、その結果、高張力下での放電加工の可能な放電加工用電極線を得ることが可能となる。また、芯材が鋼材であるので、タングステンに較べて素材コストおよび製造コストが安価なため、黄銅被覆鋼線とほぼ同様な製品コストの放電加工用電極線を得ることができる。
(もっと読む)
ワイヤ放電加工方法及びその装置
【課題】 曲線加工部の形状精度を向上させることができるワイヤ放電加工方法及び装置を得る。
【解決手段】 ワイヤ電極と被加工物との極間にパルス状の放電エネルギーを供給し、前記ワイヤ電極及び被加工物を相対移動させて前記被加工物を加工するワイヤ放電加工装置において、予め入力されたワイヤ電極進行方向に対するオフセット方向、及び曲線部でのワイヤ電極回転移動方向とにより、所望形状の曲線輪郭線が曲線部の内側かもしくは外側かを判別する判別器と、曲線部の半径情報より、直線部と曲線部の加工間隙の変化を求める演算器と、前記判別器と前記演算器の計算結果に基づき、内側の曲線部ではワイヤ電極と被加工物との極間に供給する放電エネルギーを大きくするように制御し、外側の曲線部ではワイヤ電極と被加工物との極間に供給する放電エネルギーを小さくするように制御する制御器と、を備える。
(もっと読む)
放電加工機におけるワイヤ切断装置、ワイヤ移送システム及びワイヤ電極の切断方法
【課題】放電加工機におけるワイヤ移送システムのための改良されたワイヤ切断装置を提供すること。
【解決手段】ワイヤ排出装置(5)を有する放電加工機のためのワイヤ切断装置(3)であって、ワイヤ電極(2)を放電加工機の切断領域(8)へ送り方向に沿って、また切断領域(8)へ送り方向(Z)に移動するワイヤ電極(2)を送り方向(Z)から切断領域へ偏向させるために偏向ユニット(17)をもって移動させ、ワイヤ電極(2)を切断するために切断領域でワイヤ電極(2)に少なくとも1つの切刃の作用を及ぼす。
(もっと読む)
ワイヤ電極切断装置
【課題】簡単な構造によって切断刃の長寿命化を図ることができるワイヤ電極切断装置、該切断装置の固定刃本体、電極ガイド、および固定刃の提供を目的とする。
【解決手段】不規則方向に排出される放電済みワイヤ電極1の排出領域2のほぼ全域に対応して配置され、排出電極1を支承可能な複数の凹凸状の支承部3を備えた固定刃4と、
排出方向により自然選択された支承部3の一に支承された排出電極1を剪断する可動刃5とを有してワイヤ電極切断装置を構成する。
(もっと読む)
カセット式ワイヤ供給装置
【課題】ワイヤ放電加工機において、機上でワイヤを張り直す手間を省くことができ、特に細い径のワイヤでも、張り替えが容易にできるようにする。
【解決手段】カセット式ワイヤ供給装置において、ワイヤ式放電加工機における放電加工領域に対応する切欠部12Aが形成された平板12と、巻かれているワイヤ30を所定速度で前記切欠部12Aに供給するワイヤ送り溝32と、該切欠部12Aに供給されたワイヤ30を実質上同一速度で巻き取るワイヤ巻取溝34とが周囲に形成されていると共に、前記基板12に回転自在に取付けられているワイヤプーリ14とを備え、前記切欠部12Aが前記放電加工領域と所定の位置関係になるように、前記基板12が着脱可能になっている。
(もっと読む)
ワイヤカット放電加工方法
【課題】テスト加工をすることなく、ワイヤガイドのクリアランスが原因で発生するテーパ角度の誤差を補正して加工形状精度の低下を低減すること。
【解決手段】テーパ軸各軸の指令移動ベクトルU、Vから合成移動ベクトルUVを得て、通電体がワイヤ電極を押し出すV軸方向に直交するU軸方向の移動指令ベクトルUと合成移動ベクトルUVとからテーパ方向角度αを演算する。そして、通電体のオフセット方向V−と反対の方向にワイヤガイドのクリアランス量Lシフトした位置をワイヤ電極の軸中心の位置としてテーパ方向角度αとクリアランス量Lとから補正量を演算する。加工軸またはテーパ軸の指令移動ベクトルX、Y、U、Vのそれぞれに補正移動ベクトルx、y、u、vを加算して、クリアランスを原因とするワイヤ電極の位置決め誤差を補正する。
(もっと読む)
ワイヤ放電加工機の制御装置
【課題】 ワイヤ放電加工機において、加工開始点での加工安定を図ること、また、加工制御による加工効率の低下を減少させること。
【解決手段】 連続した短絡を回避するために、加工開始点から加工がスタートした後、放電が確認された位置から加工が不安定である範囲までの間に一度短絡が検出された時点で設定送り速度を小さくして加工量に応じた制御を行い、加工位置が加工が不安定となる範囲を越えてから遅くした設定送り速度を通常の設定送り速度に戻す。ワイヤ放電加工機の制御装置は、加工量制御を行う構成に加えて、放電パルス数によって放電の開始位置を検出する放電開始位置検出手段と、放電開始位置からの加工移動距離を算出する加工移動距離演算手段と、加工移動距離と所定距離を比較する比較手段と、ワイヤとワーク間の短絡を検出する短絡検出手段と、設定送り速度を切り換える設定送り速度切換手段とを備える。
(もっと読む)
放電加工用多層コーティング電極線およびその製造方法
放電加工(EDM)用多層コーティング電極線は、電極線の交換なしに、被加工物を所望形状に高速で精密に加工することができ、この電極線の製造方法は、心線の製造段階、前記心線に亜鉛をコーティングする段階、前記コーティングされた心線を乾燥させる段階、前記コーティングされた心線を拡散熱処理する段階と、前記コーティングされた心線から製品を引き抜く段階、および前記コーティングされた心線を安定化処理する段階を順次実施することにより得られる。  (もっと読む)
(もっと読む)
ワイヤ放電加工機及びワイヤ放電加工機の原点復帰方法
【課題】 加工槽を小形に構成しながら、上ガイド及び加工槽を原点復帰させるときに、上ガイドが加工槽に衝突することを防止する。
【解決手段】 本発明のワイヤ放電加工機は、上ガイド33がUV軸の原点へ移動するときに上ガイド33が加工槽13に衝突しないようにする衝突回避位置へ加工槽13を移動させる手段を備えると共に、加工槽13が衝突回避位置へ移動した後、上ガイド33をUV軸の原点へ移動させる手段を備え、上ガイド33がUV軸の原点へ移動した後、上ガイド33を、ワイヤ32がXY平面に対して垂直方向に延びるように配置させるワイヤ垂直位置へ移動させる手段を備え、そして、上ガイド33がワイヤ垂直位置へ移動した後、加工槽13をXY軸の原点へ移動させる手段を備えるように構成されている。
(もっと読む)
121 - 137 / 137
[ Back to top ]