
Fターム[3C060AA04]の内容
穴あけ、型抜、切断刃以外の手段による切断 (5,369) | 加工対象物(材質) (1,518) | 樹脂 (377)
Fターム[3C060AA04]の下位に属するFターム
発泡スチロール (17)
Fターム[3C060AA04]に分類される特許
141 - 160 / 360
熱成形品打ち抜き用切断型およびこれを備える切断装置
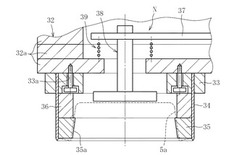
【課題】熱成形品の製造ラインの稼働率向上に寄与し得る切断型を提供する。
【解決手段】樹脂シート5に熱成形された成形品5aを樹脂シート5から打ち抜くための切断型31である。この切断型31は、成形品5aを打ち抜く切断刃34と、切断刃34の内周に設けられ、打ち抜いた成形品5aを保持する保持部35と、切断刃34の内周に配置され、成形品5aを加圧可能のノックアウト具38と、切断刃34およびノックアウト具38を支持する基板32とを備え、保持部35で保持した打ち抜き後の成形品5aをノックアウト具38で加圧して切断刃34の内周から排出するように構成されている。
(もっと読む)
打抜き装置および打抜き方法

【課題】打抜き後のシート材を安定して搬送することが可能な打抜き装置および打抜き方法を提供する。
【解決手段】打抜き装置101に、帯状の光学シート原反積層体12から所定形状の積層体20を打抜くための打抜き刃1、打抜き型2、第1押し片3、ベース4、第1プレス機構5、およびステージ6と、光学シート原反積層体12および積層体20を搬送する送出しローラ7、巻取りローラ8、およびシート材取出部10と、積層体20を押え付ける押え付け部9と、光学シート原反積層体12および積層体20の搬送が停止している期間の内、押え付けるべき積層体20の次の打抜き時点を含む所定の期間中、積層体20を押え付けるように、押え付け部9を制御する制御部11とを設ける。
(もっと読む)
微小多孔開け装置
【課題】 通気性必要とする長尺巻物に、微少多孔を長尺巻物の所定の位置に所定の範囲内のみに熱溶融された孔を開ける装置を提供する。
【解決手段】 本願発明は長尺巻物によつて、提供される、たとえば、プラスチック製フイルムを間欠的に送られるフイルムの表面に本願発明の微少多孔開け装置を、上下移動装置により、フイルム面に圧着させて、フイルム面の所定の位置のみに、穴を開ける技術的手段である。
さらに、本願発明は、電気式発熱体と多数の穴開け用の針が設けられていることによって、本発明を用いて、穴を開けると、穴の回りが熱溶融されている、さらに、孔開け用針のかずが自由に変更できることを特徴とする。
(もっと読む)
フォーミングスクリーン
複合フォーミングスクリーンは、ショア硬さHSD12〜90、好ましくは33〜90、最も好ましくは46〜60の硬質ゴム層を備え、好ましい実施例では、硬質ゴムに接合されて複合材料を形成するプラスチック又は金属の支持層を備える。フォーミングスクリーンは、平面又は円筒形でよく、複数の開口又は貫通孔、及びあるパターンの微細スケールの構造を含む。フォーミングスクリーンの作製方法も開示する。  (もっと読む)
(もっと読む)
可撓性樹脂製品の金型、および、その金型を用いた樹脂製品の製造方法
【課題】小ロットであっても金型の製造にかかる費用を抑えることができ、低コストかつ短時間で樹脂製品を製造できるようにするとともに、一度の作業でデザイン性のすぐれた樹脂製品を製造できるようにする。
【解決手段】樹脂製品5における直線状の縁部51を形成するように樹脂シートを溶断するための第一溶断刃41を保持する第一刃保持部31と、前記直線状の第一溶断刃41と直交する方向に樹脂シートを溶断する第二溶断刃42を保持する第二刃保持部32とを備える。そして、第一刃保持部31を当該第一刃保持部31と直交する方向にスライドさせるとともに、第二刃保持部32を当該第二刃保持部32と直交する方向にスライドさせる。これによって、第一溶断刃41から第二溶断刃42までを連続させるようにする。
(もっと読む)
貫通孔を有する押出発泡シートの製造方法
【課題】 本発明は、加工後の連続気泡層の厚み減少や通気量の低下を招くことのない、貫通孔を有する押出発泡シートの製造方法を提供することを目的とする。
【解決手段】 貫通孔の表面直径に対する直径比が0.3〜0.5である針またはピンを複数本束ねてなる針群を配置してなる針ロールを用いて、該発泡シートに貫通孔を設けることにより、貫通孔を有する押出発泡シートの製造方法を改善することができる。さらに、押出発泡シートの押出発泡生産ラインに取り込むことにより、生産性をさらに改善することができる。
(もっと読む)
打抜き刃
【課題】 粘着剤層の積層されたフイルムシート、紙、等を、打抜き、切断する際に非粘着性を保持し、刃の切れ味が良く、切断面が滑らかで、粉塵の発生が少ない、非粘着目的の帯状の打抜き刃を提供する。
【解決手段】従来の非粘着目的の帯状の打抜き刃は塗装する前処理でショットブラスト加工を施す、また刃先先端部に糸面状にマスキングを施し塗料の付着を防ぎショットブラスト加工を施す、前記の方法の場合にはショットブラスト加工で刃先が凹凸になる、またマスキングを施すにはコストが高価になりマスキングの幅も不均等で欠点が明らかである。本発明はショットブラスト加工を施すことなく、傾斜勾配部分の塗装の密着性を保持して、刃先鏡面部分の幅が均等で前処理の空打ちで塗装部分が剥離し、切れ味の良い、切断面が滑らかで、粉塵の発生が少なく、安価に提供できる、帯状の打抜き刃。
(もっと読む)
微細貫通孔成形装置、微細貫通孔成形品の製造方法、および微細貫通孔成形品
【課題】合成樹脂のシートに多数の微細貫通孔を形成することが可能な微細貫通孔成形装置、微細貫通孔成形品の製造方法、およびこのような方法を用いて作成された微細貫通孔成形品を提供する。
【解決手段】微細貫通孔成形装置10は、受台11と、受台11上に保持され、耐熱性を有するとともに合成樹脂製の基材シート20を支持するバックシート12とを備えている。バックシート12上方に、下方部に多数の突状部31を有する超音波成形型30が配置されている。超音波成形型30は、上下方向に移動可能となり、かつ上下方向に超音波振動して基材シート20を振動加熱する。これにより基材シート20を溶融して基材シート20に多数の微細貫通孔41が形成された微細貫通孔成形品40が作成される。
(もっと読む)
成形シートの抜刃型
【課題】樹脂成型シートの抜刃型の据付位置を正確かつ迅速に定める。
【解決手段】基板1上に枢軸11を介して水平方向に遥動自在な抜刃型7と該抜刃型上に付勢部材20を介して垂直方向に遥動自在なガイド部材16とを設けると共に、前記基板上には前記ガイド部材の挿通穴33を有する押圧板30を配置し前記抜刃型を上方から押圧することにより樹脂成形体を打ち抜くように構成した。
(もっと読む)
フレキシブルダイ
【課題】加工対象シートにハーフカット加工を好適に行うことが可能なミシン刃を備えたフレキシブルダイを提供する。
【解決手段】
マグネットロールに装着して加工対象シートをハーフカット加工するために用いられるフレキシブルダイ1であって、フレキシブルダイ1の表面に、カット部2aとハーフカット部2bとが交互に連続するミシン刃が形成されており、このミシン刃2のカット部2aとハーフカット部2bのそれぞれの刃先が、平面視で一直線上に配置されている。
(もっと読む)
シート貼付装置及び貼付方法
【課題】接着シートを切断及び貼付する際に、切断手段と被着体とを非接触な状態に保つことができるようにすること。
【解決手段】帯状の接着シートSを支持する繰出手段12と、接着シートSに閉ループ状の切り込みCを設け、当該切り込みCの内側を貼付用シートS1とする一方、切り込みCの外側を不要シートS2して形成する切断手段14と、貼付用シートS1をリングフレームRFと半導体ウエハWに貼付する押圧手段16とを備えてシート貼付装置10が構成されている。切断手段14は、接着シートSが押圧手段16に接するときに、当該接着シートSに切り込みCを形成可能に設けられ、切り込みC形成後、押圧手段16により貼付用シートS1がリングフレームRFと半導体ウエハWに貼付される。
(もっと読む)
箔押用金型および箔押方法
【課題】箔押において箔片の材料に制約を受けることなく箔切れを向上させる箔押用金型を提供する。
【解決手段】箔のシートの表面を押圧して所定形状の箔片に切断し、箔片をシートの裏面側に設けた被転写体に押圧して被転写体に接着する箔押用金型である。箔押用金型10は、箔片と同形同大の輪郭を有する押圧部11を備え、押圧部11の縁に、押圧方向へ突出する刃部12を全周に亘って設けた。
(もっと読む)
プレス打抜き装置
【課題】プレス金型に対し、機能部品を作り込んだテープを精度良く位置決めすることができるプレス打抜き装置を提供することを課題としている。
【解決手段】長さ方向に複数の機能部品を作り込むと共に、両側縁部に複数のスプロケット孔47を列設したテープ状部材を、機能部品の配置ピッチで且つテープ送り経路50に沿って間欠送りするテープ送り手段と、テープ送り経路50に介設され、間欠送りされてくるテープ状部材から複数の機能部品を1つずつ打ち抜くダイ25およびパンチ27から成るプレス金型48と、ダイ25に対するパンチ27の打抜き動作に連動して各列のスプロケット孔47に挿通し、機能部品をプレス金型48に位置決めする複数のガイドピン32と、プレス金型48の近傍のテープ送り経路50に臨み、各列のスプロケット孔47に噛合してテープ状部材の間欠送りをガイドする複数のガイドスプロケット35とを有している。
(もっと読む)
プレス打抜き装置
【課題】プレス金型に対し、機能部品を作り込んだテープを精度良く位置決めすることができるプレス打抜き装置を提供する。
【解決手段】長さ方向に複数の機能部品を作り込むと共に両側縁部にスプロケット孔47を列設したテープ状部材を、テープ送り経路50に沿って間欠送りするテープ送り手段と、テープ送り経路50に介設され、テープ状部材から機能部品を1つずつ打ち抜くダイ25およびパンチ27から成るプレス金型48と、ダイ25に対するパンチ27の打抜き動作に連動してスプロケット孔47に挿通し、機能部品をプレス金型48に位置決めする複数のガイドピン32と、プレス金型48の近傍のテープ送り経路50に臨み、幅方向においてテープ状部材の間欠送りをガイドする複数のテープ幅ガイドと、間欠送りされてゆくテープ状部材にエアーを吹きつけて、テープ状部材をテープ送り経路50に押し付けるエアーブロー機構37とを備える。
(もっと読む)
シート穿孔装置及びシート穿孔方法
【課題】
シート部材の所望する部分にパンチ孔を開けることができ、シート部材を押さえながらパンチングピンの穿孔及び引き抜き行うことができるシート穿孔装置及びシート穿孔方法を提供する。
【解決手段】
シート穿孔装置1は、複数の受け孔22,26が形成された受け金型21,25と、受け金型21,25との接合時に複数の受け孔22,26とそれぞれ連通する複数の収納孔32,36が形成された押圧金型31,35と、押圧金型31,35の複数の収納孔32,36に収納される複数のパンチングピン5を備えた移動部材45とを有し、受け金型21,25と押圧金型31,35の間にシート部材3を配置せしめ、受け金型21,25に押圧金型31,35を圧接し、移動部材45の一方への移動により複数のパンチングピン5が押圧金型31,35から突出してシート部材3に複数のパンチ孔61,65を形成する。
(もっと読む)
複数取りワークのトリミング加工装置
【課題】 複数取りのワークにおけるトリミング加工を一連の動作で行うことができ、製造効率を向上できる複数取りワークのトリミング加工装置の提供。
【解決手段】 連結部19を介して繋がれた一対のワークがそれぞれ載置され、且つ、互いに離間する方向に移動可能な一対の載置台3,4と、各載置台3,4に設けられ、それぞれ対応するワーク(第1ワーク20、第2ワーク21)を複数のワーク押圧部(第1ワーク押圧部11、第2ワーク押圧部12)で保持するクランプ13と、各ワーク(第1ワーク押圧部20、第2ワーク押圧部21)を液体の噴射による圧力でトリミング加工可能な噴射ノズル5aを備え、一対のワーク(第1ワーク20、第2ワーク21)の連結部19を噴射ノズル5aで切り離し、一対の載置台3,4を互いに離間する方向に移動させた後、一対のワーク(第1ワーク20、第2ワーク21)を噴射ノズル5aで交互にそれぞれ所定形状にトリミング加工することとした。
(もっと読む)
モジュール電池の分解方法
【課題】
モジュールを効率良く、容易に開封する方法を提供する。
【解決手段】
二次電池の単位セル11が複数個積層され、かつ接続された構成を有するラミネート型電池12と前記ラミネート型電池12を収容する外装ケース15とを含むモジュール1を、プレス機に固定し、さらに前記プレス機の可動部に取り付けられた型抜き刃2により前記外装ケース15の一方の面の外縁に沿って切断するモジュールの分解方法。
(もっと読む)
抜き型および抜き型温度制御システム
【課題】
打ち抜き刃を冷却することで対象物の打ち抜き面を良好にすることができる技術を提供する。
【解決手段】
上下定盤81,82間に配置された打ち抜き対象物を、当該上下定盤81,82の少なくとも一方に設けられた抜き型1Bにより打ち抜く抜き型であって、抜き型1Bには、前記打ち抜き刃を冷却するためのクーラ13が設けられていることを特徴とする。
上下定盤間81,82に配置された打ち抜き対象物を、打ち抜き刃12により打ち抜く、前記上下定盤の少なくとも一方に設けられた抜き型であって、前記打ち抜き刃12を冷却するためのクーラ13が設けられていることを特徴とする。クーラ13は、冷却管15により構成することができる。
(もっと読む)
シート状部材の打抜き方法および打抜き装置
【課題】 複数枚重ね合せられたシート状部材を打抜く場合においても、打抜く際に発生するダストを低減できる、シート状部材の打抜き方法および打抜き装置を提供する。
【解決手段】 支持台10上に弾性変形可能なシート状部材である2次中間積層原反20を設置し、2次中間積層原反20の、少なくとも切断予定面より外側の領域を含む固定領域を、固定手段16、18によって固定し、前記切断予定面全体に該切断予定面に対する張力を発生させるような外力を、外力付与手段14によって2次中間積層原反20に付与し、前記固定および前記外力の付与を行なっている状態で、打抜き手段12によって、2次中間積層原反20を前記切断予定面で切断して打抜きを行うことで、打抜き手段12と2次中間積層原反20の切断面との摩擦を抑える。
(もっと読む)
溶接焼け酸化物除去剤、その他装置の応用、省エネルギー、二酸化炭素削減技術
【課題】溶接等で溶接焼けによる変色部分を除去するのにコストの高い電解液を使用し電極を当てながら電解研磨していた。更に強酸水で酸洗いし落ちるのは早いがなしり状態になっていたし、廃液の処理が大変である。何れにしてもこの作業は大変であった。錆取りコンパウンドや砥石などは旧態依然とした研磨剤の焼き固めた物が殆どである。更にウォータージェットは複重切りになると今まで難しいものであった。
【解決の手段】強酸水の濃度を適度に調整しそれに対し増粘剤を混合し増粘し、更に廃液を最小限度に止める為、クロファインや生石灰などをコーティングし、更に適量混合する事で廃液の量を激減し、有害物質の生成を生成元で変化させる方式を採った。更に錆止めなどでは強酸水濃度割合を極端に落とし、それに研磨剤を加え使用する方法を採れるようにしたウォータージェット切断水の代替えとして同じような原理を活用し、希釈した強酸水に増粘効果を持たせ、更に噴口前で研磨剤を加え切断に応用した。この場合極めて小型化が可能である。
(もっと読む)
141 - 160 / 360
[ Back to top ]