
Fターム[3C060BG13]の内容
穴あけ、型抜、切断刃以外の手段による切断 (5,369) | 穴あけ、型抜き機のその他の細部 (445) | 検出、制御 (45)
Fターム[3C060BG13]に分類される特許
1 - 20 / 45
シート穿孔装置と画像形成装置
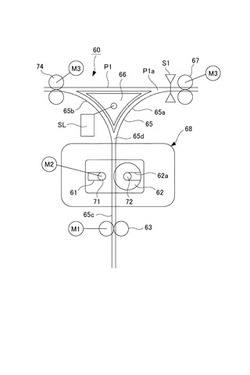
【課題】パンチとダイとを回転させて、シートを搬送しながらシートに孔をあけるとき、孔の間隔を変えることのできるようにする。
【解決手段】シート穿孔装置は、シートを順送した後、逆送する正逆転ローラ対63によってシートが順送されている際及び逆送されている際に、正逆回転して同一のシートに孔をあけるパンチ61及びダイ62と、パンチ及びダイに対する順送時のシートの位置を検知するカウンタと、カウンタのシート位置情報に基づいて、正逆転ローラ対の順送から逆送への変更と、パンチ及びダイとの正回転から逆回転への変更とを行うCPUと、を備え、CPUは、カウンタのシート位置情報に基づいて順送時のシートに対する孔あけが完了したことを判断した後、正逆転ローラ対とパンチ及びダイとの変更のタイミングを異にして行い、シートに対する孔あけ位置をシートの順送時と逆送時とにおいて異にする。
(もっと読む)
シート貼付装置及び貼付方法、並びに、シート製造装置及び製造方法

【課題】剥離シートが薄厚化した場合でも、接着シートの形成、剥離及び貼付を良好に行うことができるようにすること。
【解決手段】帯状シートWSが帯状の剥離シートRLに仮着された原反RSを繰り出す繰出手段14と、帯状シートWSに切込CUを形成して当該切込CUの内側に接着シートASを形成する切断手段15と、剥離シートRLに仮着された接着シートASを剥離する剥離板18とを備えてシート貼付装置10が構成されている。切断手段15は、ダイカットローラ36と、プラテンローラ37と、各ローラ36、37の接触を検知可能な接触検知手段39とを備えている。
(もっと読む)
目打ち装置を備える裁断機、およびその目打ち屑除去方法
【課題】 目打ち屑が大量に発生する場合でも効率よく除去することが可能な目打ち装置を備える裁断機、およびその目打ち屑除去方法を提供する。
【解決手段】 裁断や目打ちの動作を行っている状態では、目打ち装置7の動作時に発生する目打ち屑は、エアー噴出部8からのエアーで吹き飛ばされ、貯留部9に回収して貯留しておくことができる。貯留部9には開閉蓋9aが設けられ、目打ち屑の貯留時には、接続口9bを閉じる状態となっている。制御部10による制御で、裁断ヘッド3を裁断テーブル2の外周部まで移動させれば、貯留部9の接続口9bを吸引除去部11の吸引口11aに接続し、貯留部9内の目打ち屑を貯蔵槽11cに吸引除去することができる。
(もっと読む)
抜き装置
【課題】抜時の振動および発生音が一般的な家屋や事務所などであっても問題とならない低振動で発生音の小さな抜き装置を提供する。
【解決手段】下方セットベース81と、この下方ベース81の上方に位置された上方ベース82と、上方ベース82に昇降可動自在に設けられた、螺旋溝が形成されたボールネジからなる螺旋シャフト83と、螺旋シャフト83に螺合された、回転動作によって該螺旋シャフト83を昇降可動させるボールネジナットからなる回転螺合体84と、回転螺合体84を回転駆動させるためのサーボモータからなる駆動手段85と、螺旋シャフト83の回転を止め昇降可動を支持案内するシャフト支持案内部86と、下方セットベース81側にセットされた抜型1を、材料から形成材を抜く抜き動作させる螺旋シャフト83の押し動作を伝える型押し部87と、下方セットベース81と上方ベース82を連結する4本の支柱88とからなっている。
(もっと読む)
スリッター
【課題】本発明はスリッターに関する。
【解決手段】本発明のスリッターは、絶縁フィルムが連続して取り出される巻出部と、前記巻出部から提供される絶縁フィルムを一方向に移送する複数の移送ローラと、前記巻出部から取り出された絶縁フィルムに形成された気泡を検知して、前記絶縁フィルム上に微細孔を形成する回転刃と、前記移送ローラの間に位置して、前記移送ローラにより一方向に移送される絶縁フィルムを一定間隔で切断するカッターと、前記カッターにより一定間隔に分割された絶縁フィルムを個別に巻き取る巻取部と、を含む。
(もっと読む)
裁断方法および裁断装置
【課題】消費電力を減らし、省力化を図る。
【解決手段】裁断装置2は、被裁断材が載置される固定盤3の上方に上下動可能に設けられ、下側に刃型5が取り付けられた可動盤4と、可動盤4を定速度Hで上下動させ被裁断材をカットする駆動制御装置20と、固定盤3上の被裁断材を移動させる送り出し機構とを備えている。駆動制御装置20は、クランク軸機構6と、このクランク軸機構6に減速機11を介して連結されたサーボモータ12と、このサーボモータ12にサーボアンプ13および位置決めユニット14を介して電気的に接続されたシーケンサ16とを備えている。シーケンサ16は、サーボモータ12により可動盤4が上下動する行程中の速度を可変に制御し、可動盤4の上昇時、可動盤4を、裁断完了後刃型が被裁断材から離脱するまでの間、予め設定された上昇速度Hより遅い速度Lで上昇させ、消費電力を抑制する。
(もっと読む)
シート類穿孔装置及びこれを備えた後処理装置
【課題】被穿孔シートの紙厚さ、材質などに応じて駆動モータの制御を異ならせること。
【解決手段】上死点から下死点に移動する動作でシートに穿孔するパンチ部材と、前記パンチ部材を駆動する駆動モータと、前記駆動モータの回転運動で前記パンチ部材を上下動する伝動手段と、前記駆動モータを制御する駆動制御手段とを備える。前記伝動手段には、第1第2のポジション間を往復直線動又は往復回転動する往復伝動部材を設け、前記第1第2のポジション間を往復移動する際の前記往復動伝動部材の停止位置を規制するブレーキ手段を設ける。
(もっと読む)
FPDモジュール組立装置及びFPDモジュール製造方法
【課題】表示基板の製造ラインで、テープに連続して形成された搭載部材を打ち抜く際に、簡単な構成で高精度に打ち抜けるようにすると共に、無駄なく効率良く打ち抜けるようにする。
【解決手段】搭載部材が連続して形成されたテープ1を、搭載部材を打ち抜く位置に送り出すテープ送り機構部23,24と、テープ送り機構部23,24により送り出された搭載部材を、テープ1から打ち抜く打ち抜き刃41とを備える。そして、打ち抜き刃41を駆動する機構として、打ち抜き刃41を、自身の回転により打ち抜き位置と待機位置との間で往復駆動させるカム部材50と、カム部材を回転駆動させるモータとを備え、モータの駆動を制御して、カム部材50により打ち抜き型を往復駆動させる動作を実行させる。
(もっと読む)
加工位置の計測方法
【課題】第mの加工位置と第nの加工位置とのずれを精度よく計測することのできる加工位置の計測方法の提供を目的とする。
【解決手段】加工位置の計測方法は、第mの加工を施すとともに、第mのマーク26、及び、基準寸法を示す基準マーク29を形成し(S2)、第nの加工を施すとともに、第nのマーク27を形成し(S7)と、第mのマーク26及び第nのマーク27の相対的位置を測定するとともに、測定した基準寸法L1と基準寸法L0との比にもとづいて、第mのマーク26と第nのマーク27との相対的位置を補正し、第mの加工位置と第nの加工位置との加工位置のずれを計測する(S9)方法としてある。
(もっと読む)
ガス透過性積層プラスチックフィルム、及びその製造装置
【課題】十分な強度を有するとともにガス透過性及び易開封性に優れ、良好な外観を有する積層プラスチックフィルム、及びその製造装置を提供する。
【解決手段】ベースフィルム層1aとシーラント層1bとからなるガス透過性積層プラスチックフィルム1であって、シーラント層1b側に形成された第一の微細孔群2はシーラント層1b全面を覆うとともにシーラント層1bと同程度の深さを有し、ベースフィルム層1a側に形成された第二の微細孔群3はベースフィルム層1aを部分的に帯状に覆うとともにベースフィルム層1aと同程度の深さを有し、第一及び第二の微細孔群2,3が重複する領域で微細孔は積層プラスチックフィルム1を貫通し、もってガス透過性を付与するガス透過性積層プラスチックフィルム1。
(もっと読む)
フイルム加工装置
【課題】加工精度を確保し長方形状のフイルム加工品に加工するフイルム加工装置を提供すること。
【解決手段】本発明のフイルム加工装置1は、帯状のフイルム42を搬送する第1のフイルム搬送装置10と、第1のフイルム搬送装置10より送り込まれた帯状のフイルム42を搬送する第2のフイルム搬送装置30と、第1のフイルム搬送装置10から第2のフイルム搬送装置30に送り込まれた帯状のフイルム42が予め定め位置まで搬送されたとき、帯状のフイルム42を切断するプレス装置20とを備え、帯状のフイルム42を長方形状のフイルム加工品に加工することとした。
(もっと読む)
穿孔装置
【課題】複数のパンチ部材に穿孔動作させるスライド部材を駆動モータで往復動する装置構成において、異常発生時の復帰操作が容易であるシート穿孔装置を提供する。
【解決手段】複数のパンチ部材に穿孔動作を行わせるスライド部材を駆動モータとパンチ部材との間に伝動手段として配置する。そしてこのスライド部材を所定ストロークで直線的に往復動させ、その一方のストローク限位置に位置規制ストッパを設け、ストッパ位置で複数のパンチ部材がシートから離間した非穿孔位置に位置するように構成する。そして駆動モータの非駆動時にスライド部材を規制ストッパに向けて位置移動する操作部材を設ける。
(もっと読む)
穿孔装置及びこれを備えた後処理装置
【課題】複数のパンチ部材を選択的に作動させるスライド部材を簡単な構造で正確に位置検出することが可能な穿孔装置を提供する。
【解決手段】2つ以上のグループに区割された複数のパンチ部材40と、駆動モータMと、駆動モータの回転運動をパンチ部材に伝達する伝動手段50、G1と、この伝動手段に設けられ所定のストロークで往復動するスライド部材50と、スライド部材の少なくとも一方のストローク限に設けられた位置規制ストッパ28aと、スライド部材の位置を検出する検出手段Sh、60aと、検出手段の検出結果に基づいて、駆動モータを制御する制御手段60とを備える。
(もっと読む)
クランク装置、シート製品製造装置、熱成形装置、及び、過負荷検出機能付きコンロッド
【課題】クランク装置を設けた機械を簡易な構成で保護することを課題とする。
【解決手段】クランク装置10に、クランク軸20と、分割されたクランク軸側部位32及びスライド側部位36を有してクランク軸20の回転運動をスライド90の往復運動に変換するためのコンロッド31と、クランク軸側部位32とスライド側部位36とを連結する連結手段40と、クランク軸20を回転駆動してコンロッド31を介してスライド90を往復運動させる回転駆動手段50と、連結手段40に加わる過負荷を検出する過負荷検出手段60と、過負荷が検出されたときにクランク軸20の回転駆動を停止させる処理と警報を出力する処理との少なくとも一方を行う過負荷対応手段80とを設ける。
(もっと読む)
打抜装置及び打抜方法
【課題】積み重ねたシート製品(フィルム製品を含む)を効率よく製造することを課題とする。
【解決手段】抜き型31は、シートS1に当てるための刃先32bを上側に向け、かつ、該刃先32bよりも下側の内周32aが該刃先32bよりも内側とされた刃部32と、この刃部32よりも下側の内周33a,34aが当該刃部32の内周32aよりも外側とされた基部33,34とを有する。打抜装置1は、型穴C1の下方に配置された製品積重台38と、シートS1からシート製品S3を打ち抜く打抜手段50と、当該シート製品S3の上から型穴C1に対して進退可能なノックアウト部材64の下端65を刃部32の下側まで下降させることによりシート製品S3を下降させて製品積重台38上に積み重ねるノックアウト手段60と、製品積重台38上に積み重ねられたシート製品S3を所定の取出位置L2へ移動させる積重製品移送手段70とを備える。
(もっと読む)
抜き型および抜き型温度制御システム
【課題】
打ち抜き刃を加熱することで対象物の打ち抜き面を良好にすることができる技術を提供する。
【解決手段】
上下定盤91,92間に配置された打ち抜き対象物を、当該上下定盤91,92の少なくとも一方に設けられた抜き型1Aにより打ち抜く抜き型であって、抜き型1Aには、打ち抜き刃12を加熱するためのヒータ13が設けられている。ヒータ13は、電熱線,赤外線加熱装置等を用いて構成することができる。電熱線には、たとえば10から110ボルト程度の直流や適宜の周波数交流が使用される。
(もっと読む)
ローラープレス装置
【課題】 ローラープレス装置は、被打抜材料の性質による被打抜シートが工程中に発生するズレ、スベリ、ノビにて寸法的に希望寸法と合致しない誤差を除去することを目的とする。
【解決手段】 固定テーブル上に打抜刃型を付設し、ローラー走行にて打抜刃型上の被加工シートを押圧切込することにおいて、被加工シートと打抜刃型がズレ等の寸法的誤差を起こす。この欠点を除去するため、実測値をベースとした各種加工条件における特性数値量に基づいてローラー走行の当接外周面の速度を可変させる構成、及びそれに付随した機構を持ったローラープレス装置。
(もっと読む)
パンチ孔穿孔装置および後処理装置
【課題】 シート媒体に対するパンチ処理において、処理時間の処理時間の短縮化を可能とする。
【解決手段】 直流モータ39は、所定の直流駆動電力によって駆動される。パンチ孔穿孔部41は、進退動作してシート媒体にパンチ孔を穿孔するパンチ部と、直流モータ39の回転動作によってパンチ部を進退動作させる変位動作部とを有する。検出部43は、パンチ部の穿孔完了位置までの変化量から、そのパンチ孔の穿孔完了を検出して検出情報を出力する。モータ制御部45、検出部43が検出情報を検出したとき、直流モータ39に印加する駆動電流を静止ホームポジションに至るまで減少制御し、静止ホームポジションに至るとき、直流モータ39をブレーキ制御する。
(もっと読む)
パンチ孔穿孔装置および後処理装置
【課題】 シート媒体に対して一定期間でパンチ処理を行うことを可能とする。
【解決手段】 直流モータ39は、所定の直流駆動電力によって駆動される。パンチ孔穿孔部は、進退動作してシート媒体にパンチ孔を穿孔するパンチ部と、直流モータ39の回転動作によってパンチ部を進退動作させる変位動作部とを有する。計測部43は、パンチ部の静止ホームポジションから進退動作して当該静止ホームポジションに戻る期間を計測して計測値を出力する。モータ制御部45は、計測部43における計測値を所定の基準値と比較し、計測値が長いとき直流モータ39への駆動電流を増加制御し、計測値が短いとき直流モータ39への駆動電流を減少制御する。
(もっと読む)
パンチ装置
【課題】 カム部材72の停止時の振動によりカム部材72の移動距離を誤検知しないようにして、精度良くカム部材72を停止させる。
【解決手段】 カム部材駆動モータ92を駆動して、カム部材HPセンサ56がフラグ101を検知しなくなってからカム部材FGセンサ59のパルスを所定数カウントしたらブレーキを掛けてモータ92の駆動を停止し、カム部材HPセンサ56の出力に基づいてカム部材72の停止した領域を判断する。その後モータ92を低速で駆動してカム部材HPセンサ56の出力が変化するまでののオーバーランの再現動作を行い、モータを停止させた後、次の起動からセンサエッジ検出までのカム部材FGセンサ59のパルス数から停止位置を測定することで、実際の穿孔時のモータのブレーキタイミングを決定する。
(もっと読む)
1 - 20 / 45
[ Back to top ]