
Fターム[3C063AB05]の内容
Fターム[3C063AB05]に分類される特許
61 - 80 / 468
エッジ仕上げ工具、及びこれを用いたエッジ仕上げ工法
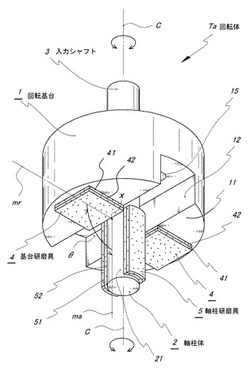
【課題】本発明は、従来の被加工物のエッジ仕上げにおせるバリ取りと研磨仕上げにおける課題の解決を図り、よって角部の曲率半径の小さな鋭利性の高いエッジの仕上げを、機械的接触研磨と通電による電解研磨を併用して行うエッジ仕上げ工具とその工法を提供する。
【解決手段】同軸回転する2種の回転面(11、21)を備えた回転体Taであって、該2種の回転面(11、21)の母線(mr、ma)同士の交角θを、被加工物のエッジの峡み角に一致させて配設すると共に、各回転面(11、21)の異なる位相位置にそれぞれ研磨具(4、5)を配設してなり、かつこれらの研磨具(4、5)の少なくとも一方側をエッジeへの接触時にエッジeを超える位置となるように配設する。これらの研磨具(4、5)の配設構成は、ゴム材や弾性樹脂材や撓みバネ材などの弾性手段(42)を介して行っている。
(もっと読む)
紙製ブラシ作製方法および紙製ブラシ

【課題】本発明は、紙シートを丸めた後、捩じり、縒った紙製ブラシ毛とし、前記紙製ブラシ毛をデッキ、チャンネル等に取り付けた紙製ブラシ作製方法および紙製ブラシに関するものである。
【解決手段】本発明は、薄い紙シートを丸めて棒状体を作製する工程と、前記薄い紙製シートを丸めた棒状体を捻じる工程と、前記捻じられた棒状体を縒る工程と、前記縒られた棒状体を一本または複数本を集合して紙製ブラシ毛とする工程と、前記紙製ブラシ毛を植え込み部材に植え込むブラシ作製工程とから少なくとも構成されている。前記捻じられた棒状体は、縒ることにより、紙の種類から生じる独特の柔らかさ、紙の捩じりおよび縒りから生じる摩擦力、およびこれらによる独特の強度を持ち、腰が強く、かつ、柔軟性の優れた紙製ブラシ毛となる。前記紙製ブラシ毛は、束ねられ、所定の形状の紙製ブラシとなる。
(もっと読む)
グラインダ、前記グラインダを使用した研磨方法、前記研磨方法を使用した表示装置の製造方法、及びこれを使用して製造した表示装置
【課題】本発明はグラインダおよびこれを利用した研磨方法を提供する。
【解決手段】本発明の第1の実施形態にかかるグラインダは、研磨面を形成する研磨部および前記研磨部を回転させるために前記研磨部と連結されたシャフトを含む。また、前記研磨部はリペア剤と研磨剤を混合した混合物およびポリウレタンを含み、前記シャフトの回転軸に垂直な面と前記研磨面とがなす角度αは、1°≦α≦7°を満たす。
(もっと読む)
カップ型回転砥石
【課題】研削チップ5の回転速度及び研削力を向上させ、同時に広範囲に亘り短時間で完全に旧塗膜を研削すると共に、剥離物が回転砥石1に付着しないようにする。
【解決手段】直径15cm〜30cmのカップ型の台金2の全外周縁下面に平坦部4を具備したリング状凸部3が設けられている。平坦部4には、砥石1の回転方向に刃先を向けた複数の研削チップ5が、大小異径の同心円上に沿って周方向に離隔して取り付けられている。研削チップ5の刃先前側面と、平坦部4とのなす角度θは、0<θ<90°に設定されている。研削チップ5の下部は刃先前側から視て円弧状に形成され、全体として中央が下方に膨出した蒲鉾状に形成されている。台金2には、外周縁から半径内方向に窪む円弧状の切縁を有する凹溝10を周方向に所定間隔毎に設けている。リング状凸部3の外周面には砥石回転方向に刃先が向けられた切刃11が周方向に設けられている。
(もっと読む)
結合した研磨ホイール
結合した研磨ホイール材は、バインダー内に保持されるセラミックの成形された研磨粒子を含む。セラミックの成形された研磨粒子は、対応する基部と、基部及び上部を接続する複数の側部とによって画定される。隣接する側部は、50マイクロメートル未満の平均曲率半径を有して、対応する側縁部と合流する。 (もっと読む)
搬送機構
【課題】研削の際に高速回転されるホイールマウント及び研削ホイールの結合部から研削液が漏出することなく、そしてまた結合部の腐食が回避される研削装置を供給する。
【解決手段】回転スピンドル32と、ホイールマウント34と、基台40と、砥石42から構成されホイールマウント34の下面34bに装着される研削ホイール36とを含む研削手段を備える。ホイールマウント34の下面外周部には、研削ホイール36の基台40の上面44aが当接される上面被装着面と基台40の内周面44cが嵌合される内周面被装着面とが形成されている。ホイールマウント34には砥石42に研削液を供給する研削液供給路58が形成され、研削液供給路58から流出した研削液を砥石42に導く研削液案内路48を規定するための円環形状の研削液案内路規定部材50が、ホイールマウント34の下面34bで且つ内周面被装着面の内周側に配設されている。
(もっと読む)
改良された研削システム
【課題】繊維で裏打ちされた研磨ディスクおよび支持パッドからなる研磨システムにおいて、障害物にディスクがあたるのを防止し、操作時の切りくずの除去を容易にする。
【解決手段】支持パッド12、ならびにその上に対面した関係で支持されて、繊維で裏打ちされた研磨ディスク1からなる研磨システムであり、支持パッドは研磨ディスクの最大半径の95〜100%である最大半径を有し、そしてその周囲から間隔をあけて3〜6の断片が除去され、除去された断片領域で研磨ディスクは研磨ディスクの最大半径の10〜20%である量で支持パッドと重なり合う研磨システム。
(もっと読む)
光ファイバ先端加工装置、同方法及び研磨部材
【課題】単心光ファイバの前端面の損傷を抑制することができる新規な手段を提供する。
【解決手段】研磨部材25が、研磨作用を行う研磨部25aと、研磨作用を行わない保護部25bとを備える。駆動機構により、光ファイバFの先端が研磨部材の保護部25bに当接した状態で、光ファイバFが弾性的に変形させられ、その後、光ファイバFの先端の軸心が研磨部25aの表面と垂直でない状態で、光ファイバFの先端が研磨部25aに当接させられる。したがって、光ファイバFの前端面と研磨部25aとの当接が抑制され、前端面の損傷のおそれを抑制できる。
(もっと読む)
サファイア基板の研磨工具
【課題】表面粗さを0.01μm以下に効率よく仕上げることができるサファイア基板の研磨工具を提供する。
【解決手段】光デバイス層が積層されるサファイア基板10を平滑に加工するためのサファイア基板の研磨工具であって、基台46と、基台の下面に装着される研磨パッド47とからなり、研磨パッドはシリカ粒子とゴム粒子を混合した混合物を焼結して形成されている。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法
【課題】本発明は、最大板厚偏差に優れるガラス基板を研削するガラス基板の研削方法と、該研削方法を用いた工程を有する磁気記録媒体用ガラス基板の製造方法の提供を目的とする。
【解決手段】本発明は、ガラス基板を研削する前の両面研削装置の上定盤の研削面と下定盤の研削面の形状を、内周端における上定盤の研削面と下定盤の研削面との差をDinとし、外周端における上定盤の研削面と下定盤の研削面との差をDoutとしたとき、DoutからDinを引いたΔD(=Dout−Din)が−30μm〜+30μmとしたことを特徴とする磁気記録媒体用ガラス基板の製造方法を提供する。
(もっと読む)
金属リングの研削加工方法
【課題】設備に掛かるコストを抑えるだけでなく高精度な研削加工を短時間で効率良く行うことができる金属リングの研削加工方法を提供する。
【解決手段】研削ブラシ2の毛足方向に沿った第1の所定位置Lを拘束し、ブラシホルダ3により回転される研削ブラシ2の下端側を金属リングWの側端縁に当接して研削加工を施す第1の研削工程を行う。次いで、研削ブラシ2の拘束位置10を第1の所定位置Lと異なる第2の所定位置Hに変更する拘束位置変更工程を行う。次いで、研削ブラシ2の第2の所定位置Hを拘束した状態で金属リングWの側端縁に研削加工を施す第2の研削工程を行う。
(もっと読む)
回転研削工具およびその製造方法
【課題】静音特性に優れ研削時の騒音を抑制することができる、安価な回転研削工具の提供。
【解決手段】金属円盤2の表面の少なくとも一部に、20個/cm2以上の面密度となるようにモース硬度9を超える硬質粒子8を蝋付け接合してなる研削面9を有し、前記金属円盤を支えるホルダーは、その中心部に回転駆動装置の回転軸に取付ける取付部を有し、前記金属円盤と前記ホルダーとを結合してなる静音特性に優れた回転研削工具。
(もっと読む)
研削ホイール
【課題】研削砥石に発生させたい超音波振動の周波数に合わせてホイール基台の径を設定してもホイールマウントを交換することなく装着することができる研削ホイールを提供する。
【解決手段】チャックテーブル上に保持された被加工物を研削する研削手段を構成する回転スピンドルの下端に設けられボルト挿通穴を備えたホイールマウントの下面に着脱可能に装着される研削ホイールであって、ホイール基台と、ホイール基台の下面に装着された環状の研削砥石と、ホイール基台における環状の研削砥石の内側に相当する位置に配設された環状の超音波振動手段とからなり、ホイール基台は研削砥石を装着する砥石装着部と超音波振動手段を装着する超音波振動手段装着部とを備えた基台本体と、基台本体の外周部から立設して形成された環状の側壁と、環状の側壁の上端から内方に向けて形成された環状の取り付け部とからなっており、環状の取り付け部におけるホイールマウントに設けられたボルト挿通穴と対応する位置に雌ネジ穴が形成されている。
(もっと読む)
円盤状ガラス基板及び円盤状ガラス基板の製造方法及び磁気記録媒体用ガラス基板
【課題】コアドリルによる加工効率を高めると共に、ガラス素基板の裏面側に発生するチッピングを小さくする。
【解決手段】コアドリル10は、回転軸12と、支持板14と、円筒部16と、研削部18とを有する。また、研削部18の先端部19は、縦断面形状が同一の半径による円弧状に形成されている。そのため、ガラス素基板20の表面に最初に接触する刃先の接触幅がガラス素基板20の表面に対して小さくなっており、コアドリル10を降下するのに連れてガラス素基板20の表面に接触するコアドリル10の刃先の接触幅が徐々に幅広に変化する。ガラス素基板20が載置されるステージ40の上面には、コアドリル10の先端部19が挿入される環状溝42が形成されている。環状溝42は、コアドリル10の先端部19と接触しないように半径方向の溝幅X1がコアドリル10の先端部19のドリル幅Xよりも大きく形成されている(X1>X)。
(もっと読む)
研磨ディスク
【課題】研磨シートを用いた研磨ディスクに、ワーク表面の研磨・研削に最適な性能と、ワークコーナ部内側の研磨・研削に適した性能を兼ね備えさせることを課題としている。
【解決手段】二つ折りにした第1研磨シート3を、対向二片のうちの一片3aが基板2の前面側に、他片3bが背面側にそれぞれ配置され、対向二片の一部が基板から径方向外側に突出するように基板の外周に設けられたスリット7に差し込み、ディスク回転方向前後の一片3a、3a間に第2研磨シート4を挿入し、この第2研磨シートの根元部4aを基板2の前面に、第1研磨シート3のスリット7に対する差し込み部近傍を基板2に、第1研磨シートの他片3bの内面を基板2の背面と隣り合う他片との重ね面にそれぞれ接着剤5で接着して研磨ディスク1を構成した。
(もっと読む)
ホーニング加工方法
【課題】水溶性ホーニングのように過酷な潤滑環境であっても、油溜まりとして十分に機能する鮮明なクロスハッチを形成することができ、且つ、量産品に適用可能なホーニング加工方法を提供する。
【解決手段】砥石4をボア内周面W1に衝突させて、砥石4の表面における砥粒4aの間の研削屑Dを除去することにより、砥石4の目立てを行う目立て工程S2と、砥石4をボア内周面W1に切り込んで研削する切り込み工程S3と、砥石4の径方向位置を固定した状態で、ボア内周面W1の弾性縮径によりボア内周面W1を研削しながら、砥石4を軸方向に複数回往復させるスパークアウト工程S4とを行う。
(もっと読む)
バリ取りブラシ
【課題】 製造コストを高くすることなくブラシ片の抜け止めを確実に行なうことができるバリ取りブラシを提供する。
【解決手段】 被加工面の研削、研磨、表面処理、洗浄、バリ取り等の各種加工をする為のバリ取りブラシ1において、前記バリ取りブラシ1は、複数本のブラシ片2aを束ねたブラシ部2、及び底部が閉塞された筒状の基台3を有し、該基台3の内側面に凹部4が形成されてあると共に、前記ブラシ部2は、接着剤5を介して前記基台3に固定されてある。
(もっと読む)
研削ホイールと共に使用するための研磨物品
ボンド材料のマトリックスの内部に含まれる砥粒を有する研磨体を含む研削ホイールと共に使用するための研磨物品において、研磨体が複数の転換部により接合された複数の線形部分を有するねじれた経路を画定する複数のアーム部分を有している研磨物品。  (もっと読む)
(もっと読む)
ウエハ研磨装置
【課題】ホイールチップの高さ調節を通じてホイールチップの交換周期を最大化し、ホイールチップの交換回数を最小化するウエハ研磨装置を提供する。
【解決手段】メインモータにより回転するスピンドルシャフト130と、前記スピンドルシャフト130と軸方向に結合されて回転自在なホイールシャンク140と、前記スピンドルシャフト130とギアにより結合されて回転するムービングシャフト160と、前記ムービングシャフト160と結合され、前記ホイールシャンク140に支持されることによってウエハを研磨するように構成配置されるホイールチップ110とを有する。
(もっと読む)
回転砥石
【課題】柔軟性がありワークの被研磨面に弾力的に追随して該被研磨面を精度よく研磨・研削し、研磨面を複数個の研磨布紙片の配列により構成しても研磨効率の低下の抑制をする。
【解決手段】外周が円形に形成されたソケット2と、熱硬化性樹脂含浸のガラスクロスで所要厚さに形成され、ソケット2に取付けられて該ソケット2の周囲にリング状に張り出されたリング状基板3と、表面にバインダ樹脂と混合した研磨剤が塗布された研磨布紙でそれぞれ扇形に形成され、リング状基板3の周方向に隣合う同士が円弧Rの端部で連接された態様で当該リング状基板3上に貼着された複数個の扇形研磨布紙片4a〜4hと、研磨布紙でそれぞれ略三角形状に形成され、隣合う扇形研磨布紙片の間隙にリング状基板3部分を充塞するように貼着された複数個の略三角形状研磨布紙片5a〜5hとを有する回転砥石を提供する。
(もっと読む)
61 - 80 / 468
[ Back to top ]