
Fターム[3C063AB05]の内容
Fターム[3C063AB05]に分類される特許
141 - 160 / 468
回転工具

【課題】切刃チップから伝達される振動及び騒音を低減させ、作業者が身体に受ける負担を低減させる。
【解決手段】研磨用回転工具2は、基盤10と、チップユニット20と、基盤10とチップユニット20との間に配置される弾性部材30と、チップユニット20を基盤10に固定するねじ40とを備えており、基盤10とチップユニット20との間に弾性部材30を挟み込んだ状態で、チップユニット20が基盤10にねじ止めされている。このように、基盤10とチップユニット20との間に弾性部材30が挟み込まれており、しかも、チップユニット20をねじ止めにより基盤10に固定することで弾性部材30を厚くすることができるため、チップユニット20から伝わる振動及び騒音を低減することができる。
(もっと読む)
研削ホイール

【課題】 研削砥石に超音波振動を充分伝達可能な研削ホイールを提供することである。
【解決手段】 研削装置のスピンドル先端に固定されたホイールマウントに装着される研削ホイールであって、該ホイールマウントに装着されるマウント装着プレートと、第1面、該第1面と反対側の第2面及び該第1面に一体的に形成された連結軸を有し、連結軸が該マウント装着プレートに連結されるとともに複数の研削砥石が該第2面の外周部に固定されたホイールベースと、該研削砥石の半径方向内側で該ホイールベースの該第1面に配設された超音波振動子と、該マウント装着プレートの全周と該ホイールベースの全周とを囲繞するように該マウント装着プレートの外周と該ホイールベースの外周とに締結された円筒状薄板と、を具備したことを特徴とする。
(もっと読む)
研削ホイール
【課題】 研削砥石に超音波振動を充分伝達可能な研削ホイールを提供することである。
【解決手段】 研削装置のスピンドル先端に固定されたホイールマウントに装着される研削ホイールであって、該ホイールマウントに装着されるマウント装着リングと、第1面及び該第1面と反対側の第2面を有し、複数の研削砥石が該第2面の外周部に固定されたホイールベースと、該研削砥石の半径方向内側で該ホイールベースの該第1面に配設された超音波振動子と、該マウント装着リングと該ホイールベースとの間に介装された振動吸収リングと、を具備したことを特徴とする。
(もっと読む)
CMPコンディショナ
【課題】コンディショニング面に固着されたダイヤモンド砥粒の切れ味を鋭くして効率よく研磨パッドをコンディショニングし、CMP装置におけるウェーハ研磨レートの向上を図る。
【解決手段】CMP装置の研磨パッドと対向して接触するコンディショニング面2にダイヤモンド砥粒6が金属めっき相7によって固着されたCMPコンディショナであって、ダイヤモンド砥粒6は、概略八面体形状をなしていて、その結晶面のうち研磨パッドと対向する側を向く{111}結晶面のなかで、金属めっき相7の表面に垂直な基準線Lに対して最も大きな角度θをなす{111}結晶面6aの角度θが35°<θ<70°の範囲内にあるダイヤモンド砥粒6の割合を90%以上とする。
(もっと読む)
カップホイール用基板およびその製造方法並びにカップホール
【課題】コンクリートや石材等の硬脆材からなる被削材の研削作業に供されるカップホイールであって、その基板を改善して高速回転時における安定性を維持しつつ、その軽量化を図って作業者の負担を軽減し、併せてその製造コストの低減化を図る。
【解決手段】円形の鋼製基板の軸心に電動工具へ取付け孔を有する凹部が形成され、該凹部の外側の端部から基板の外周端部に至る平坦面に、砥粒層取着領域が設けられるカップホイール用基板において、前記凹部の壁面から前記砥粒層取着領域の平坦面の略中央部にかけて且つ前記基板の軸芯から周方向を縦割りに等分して、前面から背面にかけて凹状のリブを形成する。
(もっと読む)
回転砥石の製造方法及び該製造方法によって製造された回転砥石
【課題】回転砥石の寿命時間を延長し、かつ、廃棄する砥石材料の量を減少することができる回転砥石構造を得る。
【解決手段】グラインダーの砥石回転駆動用シャフト32を嵌める砥石中央孔を設けた中央部12aと該中央部12aの外周外側に設けた有効砥石円形部12bを一体に有する円盤状の砥石本体12を備える回転砥石11の製造方法において、中央部12aの肉厚を有効砥石円形部12bの肉厚よりも薄く形成するとともに、該中央部12aの薄くした肉厚分の砥石材料を有効砥石円形部12bの肉厚面上に盛り、該有効砥石円形部12bの肉厚を中央部12aの肉厚よりも大きく形成するようにした。
(もっと読む)
研削ホイール
【課題】 研削砥石のドレッシングの回数を減らすことができるとともにウエーハにクラックを生じさせることの無い研削ホイールを提供することである。
【解決手段】 研削水を供給する研削水供給手段と、回転駆動されるスピンドルと、該スピンドルの先端に連結されたホイールマウントとを有する研削装置の該ホイールマウントに着脱自在に装着される研削ホイールであって、内周壁、外周壁及び該ホイールマウントに装着される装着部を有する環状基台と、該環状基台の自由端部にリング状に配設された複数の研削砥石とを具備し、該環状基台の前記外周壁には円周方向に所定の間隔を持って前記内周壁に貫通し、研削屑を研削水と共に排出する複数の貫通孔が形成されていることを特徴とする。
(もっと読む)
構造化研磨物品、その製造方法、及びウエハの平坦化における使用
構造化研磨物品は、少なくとも半透明なフィルム裏材と、裏材上に配置された研磨層とを含む。研磨層は、複数の成形研磨複合材を含む。成形研磨複合材は、結合剤に分散した研磨粒子を含む。研磨粒子は、100ナノメートル未満の平均一次粒径を有するセリア粒子から本質的に成る。結合剤は、ポリエーテル酸と、カルボン酸(メタ)アクリレート及びポリ(メタ)アクリレートを含む成分の反応生成物とを含み、研磨層の総重量に基づいて、研磨粒子は少なくとも70重量%の量存在する。構造化研磨物品の製造及び使用方法も開示する。 (もっと読む)
カップ型回転工具およびカップ型回転工具の製造方法
【課題】使用時の強度を確保しつつより軽量化し易く、また、在庫の種類を減らすことが可能なカップ型回転工具を提供する。
【解決手段】カップ型回転工具20は、回転駆動機構に設けた防塵カバーの内側に設置した駆動軸に取付手段により取り付けられて使用されると共に、炭素鋼により形成された円板状の基板の中央部が突出成型された凹部を備えるカップ型回転工具であって、前記基板の周縁に固定された切削用のチップ23と、前記基板の突出成形した凹部の平面に前記取付穴に連通穴を連通させて一体に固定した環状ボス部材25と、を備えた構成とした。
(もっと読む)
半導体ウェーハ裏面研削用砥石及び半導体ウェーハ裏面研削方法
【課題】半導体ウェーハの裏面研削の粗研削において、研削能率を維持しつつ、さらに研削ダメージの発生を抑制することが可能な半導体ウェーハ裏面研削用砥石及び半導体ウェーハ裏面研削方法を提供する。
【解決手段】半導体ウェーハWの裏面の研削における仕上げ研削の前工程の粗研削に用いるためのカップ型砥石2であって、超砥粒チップ4が、円盤状の台金3の円形状側面31に略放射状となり、その長辺が台金3の径方向から粗研削用カップ型砥石2の回転方向に30〜42.5°傾斜した範囲内の方向になるように配置したことを特徴とする。これにより、互いの回転に伴うウェーハWと超砥粒チップ4の研削面41との接触面積の変動を少なくでき、研削能率を維持しつつ、さらに研削ダメージの発生を抑制することが可能となる。
(もっと読む)
超砥粒チップ及び超砥粒工具
【課題】超砥粒の表層部の欠け、及び表層部から進行する欠けを抑制する超砥粒チップ及び超砥粒工具を提供する。
【解決手段】超砥粒チップ7は、超砥粒と、硬化されたPET樹脂からなり超砥粒を保持する結合材と、を含み形成された超砥粒チップである。この超砥粒チップ7では、ワークの加工に関わる作用面21に交差する円柱側面25の表層部に、非結晶状態の熱可塑性樹脂からなる非結晶部7bが存在している。
(もっと読む)
研磨具および研磨装置
【課題】被研磨物を高精度且つ高速で研磨できる研磨具及び研磨装置を提供する。
【解決手段】 研磨装置10は、上側表面に研磨対象物11を支持する支持テーブル12、支持テーブル12の上方に、支持テーブル12に対して垂直に配置された回転軸13、そして回転軸13の下端部に支持テーブルと平行に接続されている、電源14に電気的に接続する環状超音波振動子27を固定した砥石保持部材28と、砥石保持部材28の周縁部の下端に備えられた環状の砥石29とを含む研磨具33どから構成されている。図面を簡単にするため環状の砥石29を一体として図示したが実際には28分割している。また環状の砥石29は平均直径が約200mmである。
(もっと読む)
ダイヤモンド・ドレッサーとその製造方法
【課題】盤上に固定されたダイヤモンド砥粒の高さを均一にし、盤上にダイヤモンド砥粒を強固に固定できる構造のダイヤモンド・ドレッサーを提供する。
【解決手段】金属、黒鉛もしくはセラミックス製のポーラス板14と16を基台12に固定し、金属系もしくはセラミックス系のロー付け材料18をにして、ポーラス板14と16に含浸する。ポーラス板14と16の表面にダイヤモンド砥粒20と22を所定の密度で配置する。その後、ロー付け材料18を加熱溶融し、平坦な圧力板24をポーラス板14と16の表面に平行に支持して、ダイヤモンド砥粒20と22をポーラス板14と16の表面に向かって押しつけながら、ロー付け材料18を固化する。
(もっと読む)
ホールソー
本発明は、円筒形の輪郭形状を有するベース体(2)と、該ベース体(2)の端面側に円環状に配置された硬い粒子(3)とから成るホールソー(1)に関する。このような形式のホールソーにおいて、有用性を高めるために、硬い粒子(3)がベース体(2)の両端面(5,6)に取り付けられている。  (もっと読む)
(もっと読む)
切削面にスリットもしくは鎖線状開口穴を有するディスクグラインダー用回転砥石
【課題】鋼材など加工した後、溶接や切断面の仕上げのために手持タイプのディスクサンダー を使う。この回転砥石の切削性能が従来のものより優れ、尚且つ最後までこの性能を維持可能なディスクサンダー用砥石。
【解決手段】
回転砥石にスリットを入れる。これにより切子の抜けが良くなり目詰まり現象がなくなる。赤熱されて効率よく飛散する切子は放熱効果により砥石の高熱劣化をおさえて砥石の磨減量を減少させる。又、このスリット端部はドリルの刃の機能を持ち、これにより切れ味が最後まで落ちないディスクグラインダー用砥石が実現した。
(もっと読む)
砥粒層チップ及び超砥粒工具
【課題】台金上に砥粒層チップを設置する工程の作業性を向上させる砥粒層チップ及び超砥粒工具を提供する。
【解決手段】砥粒層チップ7は、平行平面ホーニング盤1の台金3に固定されて用いられる砥粒層チップであって、ワークを加工する本体部71と、本体部71下面71aから突出して本体部71と一体に成形され、下面71aが台金上面3aに接合されるときに、台金上面3aに形成されたガイド穴3cに挿入される突起部73と、を備えている。
(もっと読む)
ウエーハの加工方法
【課題】 デバイスの裏面にチッピングを生じることのないウエーハの加工方法を提供することである。
【解決手段】 表面に複数の分割予定ラインが格子状に形成されているとともに、該複数の分割予定ラインによって区画された複数の領域にそれぞれデバイスが形成されたデバイス領域と該デバイス領域を囲繞する外周余剰領域とを有するウエーハを個々のデバイスに分割するウエーハの加工方法であって、ウエーハの裏面に僅かにマイクロクラックが残存するようにウエーハの裏面を研削し、環状フレームに装着された粘着テープ上にウエーハの裏面を貼着し、切削装置のチャックテーブル上に該環状フレームに装着されたウエーハを該粘着テープ側を下にして保持し、切削ブレードの切刃が該粘着テープを切り込むようにウエーハの分割予定ラインに該切削ブレードを位置付けて分割予定ラインを完全切断する、各工程を具備したことを特徴とする。
(もっと読む)
高気孔率ビトリファイド超砥粒製品および製造方法
ビトリファイド超砥粒製品であって、超砥粒成分および超砥粒成分が分散しているビトリファイド結合剤成分を含み、ビトリファイド結合剤成分は、ビトリファイド超砥粒製品の全容積の約50%超を占める気孔を規定するビトリファイド超砥粒製品。ビトリファイド超砥粒製品は、研削ホイールなどの研削工具の形態であり得る。超砥粒混合物は、ガラス粉末、超砥粒グリット、結合剤および炭化ケイ素を含む。混合物は、大気圧下、および多孔質ビトリファイド超砥粒製品を形成するために十分な温度で焼成される素地の形態であり得る。  (もっと読む)
(もっと読む)
被覆研磨材物品とその製造及び使用方法
被覆研磨材物品は、裏材であって、所望によりプレサイズ層、飽和剤、及びバックサイズ材の少なくとも1つをその上に有する、裏材と、布地裏材に隣接し、これに固定された研磨材層と、を含む。研磨材層はメーク層、サイズ層、及び研磨材粒子を含んでもよく、あるいは、研磨材粒子は結合剤中に分散されていてもよい。メーク層又はプレサイズ層の少なくとも1つは、45〜75重量パーセントのレゾールフェノール樹脂、5〜40重量パーセントのポリエポキシド、1〜20重量パーセントの多官能性(メタ)アクリレート、及び結合剤前駆体をフリーラジカル的にBステージ化するのに有効な量の光開始剤を含む、結合剤前駆体の反応生成物を含む。被覆研磨材物品を作製及び使用する方法も開示されている。 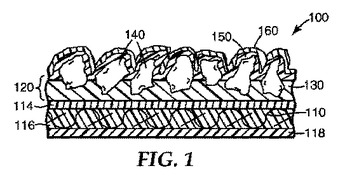 (もっと読む)
(もっと読む)
高気孔率超砥粒樹脂製品および製造方法
超砥粒工具などの超砥粒製品は、超砥粒粒子成分、および超砥粒成分が分布している熱可塑性ポリマー成分を含む多孔質連続相を含む。超砥粒製品の超砥粒製品前駆体は、超砥粒粒子成分、結合剤成分、および被包ガスのポリマー発泡剤を含む。超砥粒製品を形成する方法は、超砥粒、結合剤成分、および被包ガスのポリマー発泡剤を混合して、例えば、超砥粒製品前駆体を形成するステップを含む。混合された超砥粒、結合剤成分、および被包ガスのポリマー発泡剤は、発泡剤内の被包から少なくとも一部のガスを放出させる温度まで一定時間加熱される。  (もっと読む)
(もっと読む)
141 - 160 / 468
[ Back to top ]