
Fターム[3C069CA04]の内容
石材又は石材類似材料の加工 (12,048) | 被加工材料の種類 (2,947) | セラミック (1,216) | 半導体インゴット (387)
Fターム[3C069CA04]に分類される特許
121 - 140 / 387
ガイドローラ

【課題】ハウジング内に軸受が保持されたガイドローラにおいて、ハウジング内への軸孔からの砥粒混合液の侵入を防止して軸受の寿命向上を実現する。
【解決手段】ハウジング4内に軸受2,3が保持されたガイドローラ1において、ハウジングは、軸受に取り付けられる支持軸6が挿入される軸孔50を有し、当該軸孔は、テーパ状の孔壁を有し、ハウジングの内側に向けて連続的に縮径しており、ハウジングには、軸孔の開口を外囲すると共に、支持軸の反挿入方向に突出する環状突出部91が設けられた構成とする。
(もっと読む)
シリコンインゴットスライス用水溶性切削液
【課題】 本発明はシリコンインゴットの切削工程において、従来品より加工装置のワイヤの金属部分に対する耐腐食性が良好であるため、切削加工効率を向上させることができ、また、水とシリコンの反応による引火性の水素発生が抑制されるため、安全性に優れる水溶性切削液を提供する。
【解決手段】
水混和性溶媒(A)、下記数式(1)で表されるΔpKaが0.9〜2.3である多価カルボン酸(B)、および水(W)を必須成分とし、水(W)を5〜90重量%含有し、pHが4.0〜7.0であることを特徴とするシリコンインゴットスライス用水溶性切削液。
ΔpKa = (pKa2) − (pKa1) (1)
ただし、n塩基酸HnAである多価カルボン酸(B)がHn−1A + H+となる解離段を1としたときの酸解離定数をpKa1;Hn−2A + H+となる解離段を2としたときの酸解離定数をpKa2と表す。
(もっと読む)
インゴットの切断方法及びワイヤソー

【課題】ワイヤソーによるインゴットの切断において、プーリーの回転抵抗によってワイヤに過大な張力が掛り、ワイヤが断線に至ることを抑制しながらインゴットを切断でき、その結果、切断するインゴットに段差が発生したり、ナノトポグラフィーが悪化するのを抑制する。
【解決手段】一組のワイヤリールの一方から巻き出され、他方のワイヤリールに巻き取られるワイヤを複数の溝付きローラに巻き掛けし、固定軸によって支持される回転自在な少なくとも1つ以上のプーリーをワイヤリールと溝付きローラ間に配置し、溝付きローラにスラリを供給しつつ、インゴットを切断するワイヤソーによるインゴットの切断方法において、プーリーの固定軸にトルク検出機構を設けてプーリーの回転抵抗値を検出しながらインゴットを切断し、トルク検出機構によって検出されたプーリーの回転抵抗値の異常を検知した際にインゴットの切断を停止するインゴットの切断方法。
(もっと読む)
マルチワイヤ放電加工装置
【課題】マルチワイヤ放電加工装置において、電極の磨耗を抑制する。
【解決手段】間隔をおいて配設された複数のガイドローラ24A〜24Fを含むガイドローラ組と、各ガイドローラ24A〜24Fの長手方向に間隔をあけてガイドローラ組に複数回巻き掛けられ、一対の隣接するガイドローラ24B,24C間で互いに離間した複数の切断ワイヤ部分26aから26hを構成するワイヤ15と、複数の切断ワイヤ部分26a〜26hに給電する複数の電子209a,215a,209b,215bを含む給電ブロック200と、を備え、各切断ワイヤ部分26a〜26hとワーク28との間で放電を行ってワーク28を加工するマルチワイヤ放電加工装置100であって、給電子209a,215a,209b,215bは回転自在に取り付けられワイヤ15が巻きかけられる導電体の円筒とする。
(もっと読む)
ワイヤソー
【課題】ワイヤソーが大型化してもメンテナンス性が良くコストを低減できる揺動機構を提供する。
【解決手段】本体枠2の開口部12、13の外周にそれぞれ設けた第一及び第二の円弧状レール14、26と、前後揺動壁18、19間に複数の溝ローラー10を軸支すると共に前記開口部12、13に回動可能に嵌入された揺動枠8と、前記第一及び第二の円弧状レール14、16と摺動自在に嵌合した第一及び第二のスライドガイド17、29と、前記揺動枠8の外周に沿ってその外周の一部に設けた歯車30と、前記歯車30を回転駆動させる駆動モーター32とから構成し、前記駆動モーター32を駆動することにより、前記揺動枠8を第一及び第二の円弧状レール14、26に沿って揺動円弧運動させる。
(もっと読む)
薄ウェーハ加工方法
【課題】マルチワイヤソーにおいて、多数のワイヤに部分的に付着した冷却液の表面張力に起因するワイヤ寄りを防止する。
【解決手段】所定のピッチで平行な多数の固定砥粒付きのワイヤ3に冷却液7を供給しながら、走行する多数のワイヤ3にワーク4を接触させ、ワーク4を多数の薄いウェーハ5として切断するマルチワイヤソー1において、切断の開始時に、冷却液7を供給しないまま、ワイヤ3を低速度で走行させて、ワイヤ3をワーク4に食い込ませ、ワーク4の切断開始位置に切り込みを形成した後に、冷却液7の供給を開始すると共に、ワイヤ速度を上昇させ、定常時の速度としてワーク4の切断を継続する。
(もっと読む)
マルチワイヤソーのワイヤ寄り防止方法
【課題】マルチワイヤソーにおいて、多数のワイヤに部分的に付着した加工液の表面張力によるワイヤ寄りを未然に防止する。
【解決手段】平行な多数のワイヤ3に加工液7を供給しながら、走行する多数のワイヤ3にワーク4を接触させて、ワーク4を多数の薄いウェーハとして切断するマルチワイヤソー1において、ワーク4に対応する多数のワイヤ3の下方でワイヤ寄りの発生域に液保持板8を配置し、多数のワイヤ3と液保持板8との間に液保持用隙間を形成しておき、多数のワイヤの走行によりワーク4の切断を開始する際に、液保持板8上に加工液7を満たして、ワイヤ3の全体を加工液7に浸漬させて、加工液7の表面張力がワイヤ3に与える影響をなくすることによって、ワイヤ寄りを防止する。
(もっと読む)
マルチソーマシン
【課題】ワイヤを走行させてワークを切断するマルチソーマシンにおいて、ワイヤ周方向の摩耗を均等にすることを目的とし、簡易な装置によってワイヤを周方向に回転させる手段を提供する。
【解決手段】ワイヤとワークとが接触するスライス部よりワイヤ走行方向上流側に、該ワイヤの走行方向と交差しつつ、且つ直交しない少なくとも1本のローラが、前記ワイヤと接触する位置に設ける。あるいは前記のローラがワイヤに対して互いに対向する位置に設けられて、且つワイヤの走行方向とローラの軸とがなす角度が共に同じで、且つ互いに異なる向きに設けることでワイヤに回転を付与する。
(もっと読む)
ワイヤソー及びワイヤソーの製造方法
【課題】レジンボンド法で問題とされている寿命が短い点、電着法で問題とされている生産性が悪くコスト高であるという点、ろう付け法で問題とされている高炭素鋼が使えずコスト的に優位でないという点をいずれも解決でき、砥粒の多寡の調整も可能な長寿命で生産性の高い固定砥粒式ワイヤソーを提供せんとする。
【解決手段】予めワイヤ10表面にはんだめっき層13を形成し、該はんだめっき層13上に砥粒14を単層に分散・付着させた後、該はんだめっき層13の表面を溶融・固化することにより、砥粒14がその付着面で接合した砥粒仮付けワイヤ12となし、該砥粒仮付けワイヤ12を金属めっきすることで金属めっき層16により砥粒をワイヤの表面に固着させる。
(もっと読む)
ワイヤソー切断装置
【課題】迅速にワイヤの断線を検出可能なワイヤソー切断装置を得ること。
【解決手段】ワイヤ2が複数回掛け回されるガイドローラ1と、ガイドローラ1を回転させてワイヤ2を走行させるモータ9と、ワイヤ2の表面に通電性を有するアルカリ性スラリー4を付着させるスラリーノズル7と、を有し、アルカリ性スラリー4が表面に付着したワイヤ2によってシリコンインゴット6を切断するワイヤソー切断装置であって、アルカリ性スラリー4が表面に付着した走行中のワイヤ2がシリコンインゴット6を切削している際の切削抵抗を測定し、切削抵抗の検出結果に基づいてワイヤ2の断線の有無を判断する演算機15とを有する。
(もっと読む)
ワイヤおよびワイヤを用いて材料を切断する方法
原料を切断するためのワイヤおよび該ワイヤで原料を切断する方法。ワイヤは、少なくとも35at%の鉄と、略7から50at%の範囲内のニッケルおよび/またはコバルトと、略1から35at%の範囲内で存在する、ホウ素、炭素、シリコン、リンおよび/または窒素からなる群から選択される少なくとも1つの非金属または半金属と、略0から25at%の範囲内で存在する、銅、チタン、モリブデン、アルミニウム、および/またはクロムからなる群から選択される1つの金属と、を含む鉄系合金を有してよく、該ワイヤは1を超えるアスペクト比を有し、500nm未満の寸法の金属相および/または結晶相を示す。  (もっと読む)
(もっと読む)
ワイヤーソー装置およびこれを用いた半導体基板の製造方法
【課題】 ワイヤーの断線率が低減されるワイヤーソー装置を提供すること。
【解決手段】 表面に砥粒が固着されたワイヤー3と、ワイヤー3の上に設置される被加工物を接着するスライス台2と、スライス台2を保持するベースプレート10と、ベースプレート10を固定する装置固定体11と、被加工物1の切断部分に加工液を供給する供給ノズル4と、を備え、ワイヤー3の走行方向において、被加工物1の端部より外側に、スライス台2、ベースプレート10または装置固定体11の一部を位置させた突出部を有し、被加工物1とスライス台2との界面eから突出部までの距離dが、加工液の跳ねを受けない距離に設定されていることを特徴とするワイヤーソー装置S1とする。
(もっと読む)
ワークのスライス加工方法およびワイヤソー
【課題】スライスされたワーク(ウエハ)の厚みのバラツキを改善すること。
【解決手段】予めスライス加工用ワイヤ12の走行停止時に、一対の補助ワイヤとしての平行出しワイヤ9をワークとスライス加工用ワイヤ12との間に、スライス加工用ワイヤ12に押圧する際には解除可能に張設し、次いでワークを補助ワイヤとしての平行出しワイヤ9に押圧移動させて各補助ワイヤとしての平行出しワイヤ9の少なくとも一方張り端部近傍での張力をそれぞれ測定し、得られる二つの張力測定値の大きさが同一になるようにワークの支持方向を調整する。
(もっと読む)
ワイヤ切断加工方法
【課題】特別な撓み抑制機構の有無に関わらず、従来のワイヤを用いて、ワイヤに撓みを生じさせず、結果として良好な面精度を有するウエハが得られるワイヤ切断加工方法を提供する。
【解決手段】走行するワイヤに被加工物を押し付けて切断するワイヤ切断加工方法、あるいは所定の間隔で配置された2本以上のローラ群の外周を複数回巻き掛けられた状態で走行させたワイヤに被加工物を押し付けて切断するマルチワイヤソーによるワイヤ切断加工方法であって、1つの切断箇所で少なくとも2本のワイヤ同士が接触しつつ、張りながら、同一方向に走行させた状態で行う。この時、ワイヤ長手方向に垂直な断面において各ワイヤの配置が切断方向に長い位置関係にあると尚良い。
(もっと読む)
ワイヤーソーによるシリコンインゴットの切断方法およびワイヤーソー
【課題】固定砥粒ワイヤーソーを用いてシリコンインゴットをスライス加工するに際し、スライス加工に要する固定砥粒ワイヤーの使用量を極力低減し、製造コストを大幅に削減することが可能なシリコンインゴットの切断方法およびワイヤーソーの提供。
【解決手段】複数本のローラーの周面に対して一定のピッチで螺旋状に巻き回された固定砥粒ワイヤーを、該ワイヤー上にクーラントを供給しながら走行させるとともに、前記ワイヤーがシリコンインゴットの切断加工時に通過する前記シリコンインゴットの加工側面部にも前記クーラントを供給した状態で、該ワイヤーに対して前記シリコンインゴットを相対的に移動させ、前記シリコンインゴットをスライス加工して複数枚のシリコンウェーハとすることを特徴とする、ワイヤーソーによるシリコンインゴットの切断方法。
(もっと読む)
固定砥粒ワイヤーソーによる被加工物の切断方法
【課題】切削速度を高めて被加工物の切断に要する時間を短縮し得る、被加工物の効率的な切断方法を提供する。
【解決手段】固定砥粒ワイヤーを走行させつつ被加工物に接触させて該被加工物を切削することを含む被加工物の切断方法であって、固定砥粒ワイヤーは、単層固定砥粒ワイヤーであり、且つ、砥粒の集中度が30%以上50%以下であることを特徴とする、固定砥粒ワイヤーソーによる被加工物の切断方法である。なお、固定砥粒ワイヤーの砥粒の平均粒径は、8μm以上25μm以下であることが好ましい。
(もっと読む)
改善された性能を有する切削液
500〜1,000,000の分子量を有し、1分子当り3個より多くの酸基を含む未中和の又は部分的に中和された高分子酸により中和されたポリアルキレングリコールを含む切削液によって、ワイヤ鋸による半導体結晶の切断が容易になる。 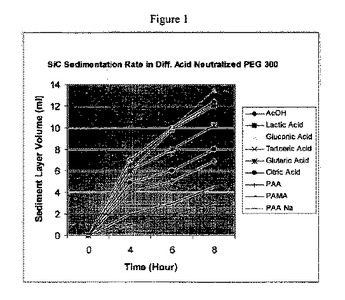 (もっと読む)
(もっと読む)
シリコンインゴットスライス用水溶性切削液
【課題】 シリコンインゴットの切削工程において、従来品より潤滑性に優れ、切削加工効率を向上させることができ、また切削液の循環使用における泡立ちなどの問題を起こさない水溶性切削液を提供する。
【解決手段】 下記化学式(1)で表され数平均分子量が500以下であるポリオキシアルキレン付加物(A)と、炭素数(カルボニル基の炭素を含める)が4〜10の1価もしくは2価の脂肪族カルボン酸(B)を必須成分として含有することを特徴とするシリコンインゴットスライス用水溶性切削液。
R1O−(AO)n−R2 (1)
[式中、R1とR2はそれぞれ独立に水素原子またはアルキル基;AOは炭素数が2〜4のオキシアルキレン基を表す。(AO)nは1種のアルキレンオキサイドまたは2種以上のアルキレンオキサイドの付加形式を表し、異種の場合の付加形式はブロック状でもランダム状でもよい。nはAOの平均付加モル数を表し、1〜10の数である。]
(もっと読む)
ダイヤモンドでコーティングしたワイヤーを用いたブロックのウエハーへの切断
ワイヤー(9)の平面と垂直な方向において、ほぼ平行に迅速に移動する研磨粒子を埋め込んだワイヤー(9)の平面アレイをブロックに対して(または逆も同様)移動させることによって材料のブロック(16)を複数のウエハーにカットし、ワイヤー(9)がブロック(16)を通る前にワイヤー(9)に溶剤を付与するための処理であって、溶剤は、添加剤を含み、溶剤がワイヤー(9)によってブロックに運ばれる前に溶剤の表面張力を減少させる。本発明は、処理に関する装置及び処理によって作られるウエハーを含む。  (もっと読む)
(もっと読む)
内周刃ブレードのドレッシング方法
【課題】短時間で効果的に内周刃ブレードの刃先を局所的にドレッシングして内周刃ブレードの変位を効果的に修正でき、内周刃ブレードのライフを向上できる内周刃ブレードのドレッシング方法を提供する。
【解決手段】ドレス材に予め基準溝を形成する工程と、刃先の左右どちら側の部分をドレッシングするかを選択する工程と、基準溝の開口部側がドレッシングすると選択した側とは反対側になるようにして、基準溝の開口部の角の位置と刃先の最先端位置とが一致するように内周刃ブレード及びドレス材を相対的に移動する工程と、刃先を相対的にドレス材の深さ方向及び刃先のドレッシングすると選択した側の方向に同時に送ることによって、該ドレッシングすると選択した側とは反対側の刃先の部分をドレス材と接触させずに、ドレス材に切り込ませて、刃先の選択した側の部分のみを局所的にドレッシングする工程とを有する内周刃ブレードのドレッシング方法。
(もっと読む)
121 - 140 / 387
[ Back to top ]