
Fターム[3C100AA68]の内容
Fターム[3C100AA68]に分類される特許
1 - 20 / 336
部材情報取得装置
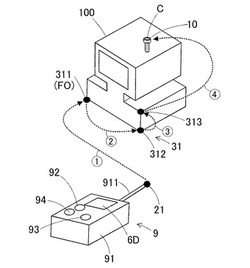
【課題】 部材情報を取得する作業性の向上を図ると共に、各構成部材が生産設備に組付けられた状態においても部材情報を取得可能な部材情報取得装置を提供する。
【解決手段】 本発明の部材情報取得装置は、生産設備を構成する各構成部材の3次元設備座標系における設備座標系位置情報と各構成部材の部材情報とを関連付けて記憶する部材情報記憶部と、指定手段によって指定された構成部材の3次元指定座標系における指定座標系位置情報を取得する部材指定装置と、生産設備に設定された3次元設備座標系に対する部材指定装置に設定された3次元指定座標系の相対位置を特定する相対位置特定手段と、特定された3次元設備座標系と3次元指定座標系との相対位置関係に基づいて、指定座標系位置情報を設備座標系位置情報に変換する変換手段と、変換された設備座標系位置情報に対する部材情報を部材情報記憶部から読み出して出力する部材情報出力手段と、を備える。
(もっと読む)
ロール原紙の搬送システム

【課題】ミルロールスタンドの近傍に待機させるロール原紙の数量を少なくして作業環境を向上させることができ、しかもロール原紙を効率良く供給することができるロール原紙の搬送システムを提供する。
【解決手段】ミルロールスタンド3A,3B,3Cに装填されたロール原紙Wの原紙長に基づいて、ミルロールスタンド3A,3B,3Cに装填されたロール原紙Wの給紙終了時間を算出する時間算出手段と、待機部11,12のロール原紙Wがミルロールスタンド3A,3B,3Cに向って搬出されるタイミングに合わせて待機部11にロール原紙Wを搬入すべく、第1搬送路5におけるロール原紙Wの搬送所要時間と給紙終了時間とに基づいて投入部7からのロール原紙Wの搬送を開始する搬送駆動制御手段とを備える。
(もっと読む)
設備管理システム
【課題】基板処理装置に接続される付帯設備を把握し、付帯設備をメンテナンスする作業にかかる負荷を軽減する。
【解決手段】基板処理装置と、前記基板処理装置に関連し、前記基板処理装置と直接又は間接的に接続される付帯設備と、前記付帯設備から収集される前記付帯設備に関する情報を少なくとも格納する記憶装置と、前記記憶装置に格納された情報に基づいて、前記基板処理装置及び前記付帯設備の接続関係を表示する表示装置とを備える。前記付帯設備は、ガスボンベが配置されるシリンダーキャビネット及びガス及び熱を排気する排気装置であり、前記表示装置は、前記基板処理装置及び前記シリンダーキャビネットの接続関係並びに前記基板処理装置及び前記排気装置の接続関係を連結させて表示する。
(もっと読む)
生産設備および生産システム
【課題】トレーサビリティのための管理システムを有さずに、生産した物品をトレースすることが可能な生産設備及び生産システムを提供する。
【解決手段】入力物品に対して作業を実行して出力物品を生産する生産設備において、少なくとも入力物品のユニークな情報を取得する物品情報入力手段4と、入力物品に対して作業動作を制御および実行して出力物品を生産するとともに、出力物品にユニークな情報を付与する設備制御手段5と、少なくとも出力物品に付与されたユニークな情報を出力する物品情報出力手段6と、少なくとも物品情報入力手段4によって取得した入力物品のユニークな情報と設備制御手段5によって付与された出力物品のユニークな情報とを記録する物品情報記録部7とを備える。
(もっと読む)
部材割付システム
【課題】k種類の長方形の原材料から、長方形のm個の製品を切り出し、その歩留を最大にする。既存の線材を対象にした探索法を面材に適用する。
【解決手段】予め求めた初期実行可能解の目的関数の値を最大値とし、原材料の使用枚数について緩和された制約条件式0≦xi≦1を設定してシンプレックス演算処理をする。その結果得られた目的関数の値を最小値として、その範囲の目的関数の値をとる原材料の使用枚数の組合せを列挙する。その後、原材料の使用枚数の組合せを固定した制約条件でシンプレックス演算処理を実行し、得られた複数の非整数解を所定の評価式で評価する。初期実行可能解を面材固有のFF法により求め、探索の結果をFF法に当てはめて、板取りと切断順を出力する。
(もっと読む)
取り合せ計画立案装置、取り合せ計画立案方法およびコンピュータプログラム
【課題】ロット後半でも材料の切捨長が少なく、材料1本毎から取り合せる注文の本数が平準化された取り合せ計画の立案装置を提供する。
【解決手段】材料の先頭から順次取り合せ(鋸断パターン)を求める取り合せ計画立案装置は、(1)材料の先頭から複数本の未取り合せ材料に対して複数の取り合せ候補(鋸断パターン)を算出し、当該複数材料に付加して新たな取り合せ計画を作成する(鋸断パターン算出部)。次に、(2)各新たな取り合せ計画の評価値を評価関数より計算し(取り合せ計画評価部)、(3)評価値の良い順に設定個数の取り合せ計画を選択し、それ以外は削除する(取り合せ計画選択部)。取り合せ計画立案完了条件を満たすまで(1)〜(3)の処理を繰り返し、1つのロットに対して複数の取り合せ計画を求める。最後に、(4)複数の取り合せ計画から評価値の最も優れた計画を当該ロットの取り合せ計画として決定する(取り合せ計画決定部)。
(もっと読む)
損失コスト計算方法及び損失コスト計算プログラム、並びに損失コスト計算装置
【課題】 生産ラインの工程毎に発生する歩留り落ち(特に原因工程が異なる場合)に対し費やされた損失コストを計算する。
【解決手段】 事前に与えられた生産量情報、通過工程情報、コスト情報、原因工程情報(S1)に基づいて、各製品の工程毎に歩留り落ちとしての物量の減少量(工程別損失量)を算出し(S3)、当該工程を含む上工程の全てに対する上工程への損失訴求量として登録する(S4)。損失訴求量と加工費単価の積(上工程への損失訴求コスト)と、工程別損失量と原料費単価の積(原料損失コスト)を各製品の工程毎に計算する(S5、6)。原因工程情報を参照し、損失訴求コスト及び原料損失コストを原因工程に振替える(S7)。原因工程に振替えられた損失訴求コスト及び原料損失コストを設備毎に合計した設備別損失コストを計算して出力する(S9、10)。
(もっと読む)
生産エネルギー管理システム
【課題】多種多数の設備を有する工場において、各設備に対する専門知識を持たなくても有効なシミュレーションを可能とする生産エネルギー管理システムを実現する。
【解決手段】生産情報とエネルギー情報、および生産設備の稼動情報の計測データに基づき、生産に関連したエネルギー解析を行う生産エネルギー管理システムにおいて、
過去から現在までの前記計測データに基づき、過去から将来までの生産エネルギー動向をシミュレーションするシミュレーション部を備える。
(もっと読む)
分析支援装置、分析支援方法および分析支援プログラム
【課題】好適なシミュレーションの期間を設定して生産設備の生産能力を評価すること。
【解決手段】本発明に係る分析支援方法は、フロー図に含まれる各ノードのコストおよび時間を視覚化して表示させるステップと、視覚化されたコストの値を変更する操作が行われた場合に、当該操作と連動して、視覚化される時間を変更後のコストに応じて変化させるステップと、視覚化された時間の値を変更する操作が行われた場合に、当該操作と連動して、視覚化されるコストを変更後の時間に応じて変化させるステップとを含む。
(もっと読む)
管理装置および管理方法
【課題】無駄な要求を削減すること。
【解決手段】管理装置10は、算出部13aと、特定部13bとを有する。算出部13aは、製品と製品を構成する複数の部品と製品に含まれる各部品の個数とを対応付けて記憶する第一の記憶部、および複数の部品各々の部品重量を記憶する第二の記憶部を参照して算出した製品の重量を取得するとともに、製品に占める化学物質の含有量を規定した規制データに含まれる規制割合と製品の重量との第一の乗算値を算出する。また、算出部13aは、第一の記憶部および第二の記憶部を参照し、複数の部品各々について、部品重量と個数との第二の乗算値を算出する。特定部13bは、複数の部品のうち、第一の乗算値よりも第二の乗算値が大きい部品を特定するとともに、複数の部品各々を供給する供給元を記憶する第三の記憶部を参照し、特定した部品に対応する供給元を要求先として特定する。
(もっと読む)
部品名の分解システム、および部品名を分解する方法
【課題】入力された部品名を、各種仕様に対応する複数の文字列へと分解することが可能な部品名の分解システムおよび部品名を分解する方法を提供する。
【解決手段】部品名の分解システムは、部品名および分解命令を入力するためのキーボードと、仕様区分ごとに複数の文字列を格納する仕様区分テーブル21,22,23・・・を所定の順序と対応付けて記憶するデータベース17と、CPUは、前記所定の順序に基づき選択された仕様区分テーブル21,22,23・・・から、文字列の長い順に文字列を抽出し、抽出された文字列が部品名の先頭部分を形成する文字列と一致するかどうかを判定し、一致する場合には一致した文字列を仕様区分と対応付けられた分解文字列として決定し、一致した文字列を部品名から削除して部品名を更新する。分解システムは、分解文字列を出力するためのディスプレイをさらに備える。
(もっと読む)
品質推定装置、品質推定方法及び品質推定方法をコンピュータに実行させるためのプログラム
【課題】
事前知識を必要とせずに、部品のより正確な品質を推定することが可能な品質推定装置、品質推定方法及び品質推定方法をコンピュータに実行させるためのプログラムを提供する。
【解決手段】
実施形態の品質推定装置は、複数の検査対象と複数の非検査対象を含む推定対象のなかでサンプリング検査を行う前記検査対象を指定する指定情報と、前記検査対象のサンプリング検査で得られた特性値と、特性値から検査対象の品質を判定するための判定基準情報とを少なくとも記憶する記憶部と、前記検査対象の特性値から検査対象の品質を示す判定値を算出する判定値算出部と、前記推定対象を互いに異なる複数のクラスタに分類するものであって、各クラスタが前記判定値を変数とする互いに異なる確率分布となるように前記推定対象を前記クラスタに分類するクラスタリング部とを備える。
(もっと読む)
データ処理装置及びシステム
【課題】シミュレーションの対象となるシステムの変更などに効率良く対応できるデータ処理装置およびデータ処理装置からなるシステムを提供する。
【解決手段】実作業を行う動作機構501を有する作業装置2に対応付けられたデータ処理装置(制御部502)であって、自己が対応付けられた動作機構501の実作業に関する管理情報を記憶する管理情報記憶部504と、実作業の完了予定時刻Tを記憶する完了予定時刻記憶部508と、完了予定時刻Tを変更する完了予定時刻変更部509と、各々の作業装置2に共通する共通時刻Wを記憶する共通時刻記憶部510と、複数の作業装置2の間で、完了予定時刻記憶部508に記憶された完了予定時刻Tの順位Pを決定する順位決定部511と、順位Pを記憶する順位記憶部512を有する。
(もっと読む)
生産設備および生産システム
【課題】生産ラインの構築および構成変更時のプログラム作成および修正の必要がなく、柔軟に切り離しおよび組み替えが可能な生産設備および生産システムを提供する。
【解決手段】生産設備1と生産設備1aの間でワークを授受する際に、ワーク搬送の協調に必要な情報およびワークに対する作業の動作制御に必要な情報を連携情報として生産設備1と生産設備1aとの間で授受する。作業制御手段4は他の生産設備1aから移動してきたワークに対する自生産設備1の作業を、同じく他の生産設備1aから取得した連携情報を用いて制御する。
(もっと読む)
生産シミュレーション装置
【課題】 生産ラインのシミュレーション結果から、生産性を阻害する工程と阻害内容を順位付けして表示する。
【解決手段】 ライン仕様を入力するライン仕様入力手段と、前記ライン仕様入力手段にて入力されたライン仕様情報を入力情報としてラインシミュレーションを実施するライン性能指標情報作成手段と、前記ライン性能指標情報作成手段で作成したライン性能指標情報からライン性能指標を標準化した改善率を計算するライン性能指標の標準化改善率計算手段と、前記ライン性能指標の標準化改善率計算手段にて計算したライン性能指標が大きい順、又は小さい順に並べ替える標準化改善率並べ替え手段と、前記並べたライン性能評価指標を表示するライン性能評価指標表示手段を有する生産シミュレーション装置を構成する。
(もっと読む)
プラント情報の管理装置
【課題】情報量が膨大となることなく部品情報及び作業情報を統合的に管理可能で、且つ異なる階層の部品情報及び作業情報であってもこれらを一律に管理することができるプラント情報の管理装置を提供する。
【解決手段】入力手段と演算手段と出力手段とを有し、プラントを構成する部品情報と作業情報とを統合的に管理するプラント情報の管理装置において、プラントを構成する共通部品情報に部品コードが対応付けられた部品コードデータベース、及び作業情報のうち動作を示す共通動詞情報に動詞コードが対応付けられた動詞コードデータベースを含むデータ格納手段を有し、前記演算手段は、部品情報又は動詞情報を共通化する部品・動詞共通化部を含み、前記部品・動詞共通化部で共通化された部品情報及び動詞情報に基づいて部品コードデータベース又は動詞コードデータベースから該当する部品コード及び動詞コードを抽出し、該部品コードと動詞コードとを組み合わせて工事計画又は見積り表又は日報等の作成情報に付加させる構成とした。
(もっと読む)
二酸化炭素排出量算出装置および二酸化炭素排出量算出方法
【課題】製品の生産時に消費されるエネルギーに関わる二酸化炭素排出量を、設備施設にあわせてさらに精度よく算出することができる二酸化炭素排出量算出装置を提供する。
【解決手段】二酸化炭素排出量算出装置100は、ユーティリティ管理装置200、資材管理装置400、ファシリティ管理装置500、製造実行管理装置300からの各装置に記録管理された各実績から二酸化炭素排出量を計算する排出量算出手段と、該排出量算出手段で算出した二酸化炭素排出量を製品一単位量に配賦する排出量配賦手段とを備え、配賦した二酸化炭素排出量データをロット固有データとして管理し、ユーティリティ管理装置200から滞留部を持つユーティリティ設備に流入する用役の流量および流出する用役の流量のデータを取得し、滞留により用役の生産と使用に時間差が生じる場合を考慮して二酸化炭素排出量原単位を計算する排出量原単位計算手段123を有する。
(もっと読む)
製造作業または工程の実行を調整するためのシステムおよび方法
【課題】3次元外部構造特性を有する構成要素の製造システムおよび製造方法を提供する。
【解決手段】システム100の一実施形態は、(a)構成要素を加工するための複数の製造作業105、110、116、120と、(b)構成要素データセット103、108、114、118を生成するために、1つまたは複数の製造作業の実行後、前記構成要素101の少なくとも1つの特性を分析する102、107、113、117少なくとも1つの分析装置と、(c)前記生成された構成要素データセットを保存し、累積構成要素データの少なくとも関連部分を提供する106、111、112、121、122、123少なくとも1つのデータ記憶装置と、(d)累積構成要素データ前記少なくとも関連部分を1つまたは複数の製造作業に送信し、その実行が累積構成要素データの前記送信された部分に応じて調整されることを可能にする少なくとも1つの通信機構とを含む。
(もっと読む)
工程情報編集方法,工程情報編集プログラムおよび工程情報編集装置
【課題】製造フローの編集において,複写元の範囲を指定して複数データの複写を行う際に,複写先の作業手順の属性を考慮したデータの複写が可能となる技術を提供する。
【解決手段】工程情報編集装置100の入力部120において,複写元指定取得部121は,製造フローにおけるデータの複写元の範囲の指定を取得する。複写先指定取得部122は,製造フローにおけるデータの複写先の先頭の作業手順の指定を取得する。書き換え部130において,複写データ抽出部131は,指定された複写元の範囲から属性が“工程”である作業手順の作業内容のデータを複写データとして抽出する。書き換え実行部133は,複写先の先頭の作業手順から順に属性が“工程”である作業手順を探索し,属性が“工程”である作業手順の作業内容のデータを,抽出された順に複写データで書き換える。
(もっと読む)
標準作業時間更新方法及びシステム
【課題】観測者などを要せずに作業者が申告し、しかも作業者が嘘や誤った申告によって標準作業時間の更新データの信頼度が低下するのを防止することができる標準作業時間更新方法及びシステムを提供する。
【解決手段】例えば、信頼度判定部24により、作業者が申告した作業内容の作業時間が、データべースに蓄積されている前記作業内容の作業時間データの分布における所定範囲(±3σの範囲)を逸脱していないと判定した場合には、前記作業内容の標準作業時間を、申告された作業時間から算出した標準作業時間となるように更新し、逸脱していると判定した場合には、前記標準作業時間を更新しない、また、作業エリア推定部23で推定した作業エリアと、作業者が申告した作業エリアが一致すると判定した場合には前記作業内容の標準作業時間を前記算出した標準作業時間となるように更新し、一致しないと判定した場合には前記標準作業時間を更新しない構成とする。
(もっと読む)
1 - 20 / 336
[ Back to top ]