
Fターム[3C269EF21]の内容
数値制御 (19,287) | プログラムの作成、管理 (3,117) | プログラムの内容 (1,894) | 各種データテーブルの利用 (258)
Fターム[3C269EF21]の下位に属するFターム
補正に関するデータ (98)
加工条件に関するデータ (77)
Fターム[3C269EF21]に分類される特許
1 - 20 / 83
位置制御装置
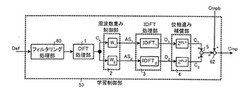
【課題】繰返し学習制御部を持つ位置制御装置において、位置偏差に多様な高調波成分が含まれる場合にも、繰返し学習制御によって、位置偏差の高い減衰性と、迅速な収束性を達成する繰返し学習制御機能を持つ位置制御装置を提供する。
【解決手段】位置偏差を離散フーリエ変換して得られたフーリエ係数ベクトルに、複数の周波数重み係数を乗じることで、周波数帯域別に成分分割し、成分毎に離散フーリエ逆変換した信号データに、最適な位相進み補償を与え加算することで、学習時の補正値データを構成する。
(もっと読む)
負荷情報を活用した情報表示装置

【課題】制御装置と情報表示装置とからなる制御システムにおいて、コントローラで実行しているプログラムの実行ブロックと関連付けた状態で駆動軸の負荷トルク情報を管理・取得し、それらの情報をプログラム表示に対応づけて表示させることにより、プログラムのどの部分の動きを行っている際に大きな負荷がかかっているのかを把握する。
【解決手段】コントローラで実行しているプログラムの現在実行ブロックに関連付けて駆動軸の負荷トルク情報を取得・管理するようにすると共に、任意の制限トルクを設定し、その設定値を超える箇所に関してはプログラムの状態表示を変更する。
(もっと読む)
NCプログラム生成方法および切削加工方法
【課題】3次元形状切削において、加工実施前に工具摩耗を高精度に予測し、工具交換等を考慮したNCプログラムを生成することができるNCプログラム生成方法を提供する。
【解決手段】NCプログラム生成方法において、NCシミュレータ5により、NCプログラムを予め設定された処理間隔ごとのNCシミュレーションを実行し、加工条件取得部6および加工状態取得部7により、加工条件および加工状態を取得し、工具摩耗量算出部8により、工具摩耗データベース10から加工状態に応じた工具摩耗量を参照し、処理間隔ごとの工具摩耗量に関する情報を算出し、NCプログラム最適化処理部9により、工具摩耗量算出部8で算出された処理間隔ごとの工具摩耗量に関する情報に基づいて、工具を無駄なく利用できるように、NCプログラムの加工条件を変更し、NCプログラムを最適化する。
(もっと読む)
加工データ生成システム、ソルバプログラム
【課題】加工工程決定、ツーリング決定、切削条件決定の各機能を有機的に結合し、CADデータを入力として穴加工のNCデータを一貫生成する。
【解決手段】加工データ生成システムは、加工データ生成手段21を中核とし、加工工程決定手段22、ツーリング決定手段23、切削条件決定手段24、統合データベース25等から構成される。加工データ生成手段21は、製品形状の中から個々の穴の形状を抽出する。加工工程決定手段22は、統合データベース25を参照して要求面粗度や要求精度を満足する個々の穴の加工工程を決定する。ツーリング決定手段23は、加工シミュレーションを行い、個々の穴加工の最適ツーリング形態を決定する。そして、加工データ生成手段21は、アプローチ経路とリトラクト経路を順次決定し、個々の穴加工の部分NCデータに切削条件決定手段24によって決定される最適切削条件を付与し、統合NCデータを生成する。
(もっと読む)
横型工作機械
【課題】主軸の振り回しを安定させた上で、空間精度を補正して、大幅な精度向上が可能な横型工作機械を提供する。
【解決手段】横型工作機械10に、ラム17のたわみを補正するラムテンションバー20と、サドル16を吊り上げる2箇所の吊り力を調整して、サドル16の傾きを補正する吊り力補正機構30と、コラム14の曲がりを補正するコラムテンションバー40と、ラムテンションバー20、吊り力補正機構30及びコラムテンションバー40を制御すると共に、数値制御により空間精度を補正する空間精度補正機能を有する制御装置とを設け、制御装置により、ラムテンションバー20、吊り力補正機構30及びコラムテンションバー40を用いて、主軸18の先端の振り回しのみを補正すると共に、ベッド11の沈み込みによる空間精度の悪化を、空間精度補正機能を用いて補正する。
(もっと読む)
工具配置算出装置、工具配置算出方法、制御プログラム及び記憶媒体
【課題】加工プログラムにおける工具交換時間の短縮を図ることができる工具配置算出装置、工具配置算出方法、制御プログラム及び記憶媒体を提供する。
【解決手段】数値制御装置は、工具組合せ記憶エリアに記憶している工具組合せCと組合せ回数CNとに基づいて、組合せ回数CNが複数である工具Tについて工具ポットPの特定を行う(S60)。その後、数値制御装置は、工具使用回数記憶エリアに記憶している工具使用回数TNが複数である工具Tについて工具ポットPの特定を行う(S70)。その後、数値制御装置は、1回のみ使用する工具Tについて工具ポットPの特定を行う(S80)。数値制御装置は、工具組合せCの組合せ回数CNが複数回数である場合及び工具使用回数TNが複数回数である場合に優先的に隣接する工具ポットPに工具Tを特定することで、工具交換時に工具マガジンの切替回数を減らすことができる。
(もっと読む)
数値制御工作機械
【課題】回転送り軸を有する工作機械の位置と姿勢の誤差を精度良く補正することができる数値制御工作機械を提供する。
【解決手段】直線送り軸及び回転送り軸を有し、計測された誤差データに基づいて移動指令を補正する機能を有する数値制御工作機械であって、誤差データは位置誤差と姿勢誤差とを含む多次元のデータであり、直線送り軸及び回転送り軸の位置及び回転角度に対応した多数の誤差データを収集して作成されたデータテーブルを記憶する誤差データ記憶手段25と、直線送り軸及び前記回転送り軸に対する指令位置と誤差データ記憶手段に記憶された誤差データとから、移動指令を補正する補正データを演算する補正データ演算手段26と、を具備し、姿勢誤差の補正は、姿勢誤差と工具寸法とから工具先端位置の3次元座標値のずれ量を演算し、演算した3次元座標値のずれ量に基づいて回転送り軸を回転させることなく直線送り軸の移動指令を補正する。
(もっと読む)
ロボット制御装置
【課題】マニピュレータA、BおよびポジショナPを並行起動して、2パスのアーク溶接作業を実行させるロボット制御装置において、教示データをマニピュレータAとポジショナPの組合せ、またはマニピュレータBとポジショナPの組合せにより独立して作成する場合、一方の教示データに対して教示点の編集操作を行ったときに他方の教示データにも同様の編集操作を行う必要がある。
【解決手段】教示対象設定部6は、複数の制御対象の中からティーチペンダントTPによって選択された複数の制御対象を教示対象として設定する。教示データ合成処理部8は、選択された複数の教示データを合成して1つの再生データTdを生成する。教示データ自動修正部9は、一方の教示データに対する編集操作が行われたときに、編集操作の内容に応じて他方の教示データを自動的に修正する。教示工数の低減及び教示ミスの防止が期待できる。
(もっと読む)
最適加工工程決定装置
【課題】最適加工工程を決定するための処理時間を短縮することができる最適加工工程決定装置を提供する。
【解決手段】最適加工工程決定部5は、素材形状11および製品形状12を用いて、工具DB2に記憶されている複数の工具Tの中から素材形状11から製品形状12へ加工するために有効な刃径の工具Tを抽出する有効刃径工具抽出処理を実行し、有効刃径工具抽出処理により抽出された工具Tを用いて、最適加工工程を決定するための最適加工工程決定処理を実行する。
(もっと読む)
テーブル形式データでの制御における刃先R補正または工具径補正の機能を備えた数値制御装置
【課題】テーブル形式データによる運転において、バイト工具等の刃先やエンドミル工具等の径が変わっても、刃先R補正量や工具径補正量を変更するだけで、テーブル形式データの修正を不要とすることが可能なテーブル形式データでの制御における刃先R補正または工具径補正の機能を備えた数値制御装置を提供すること。
【解決手段】刃先R補正または工具径補正が指令されたか否かを判断し、指令された場合にはステップSA20へ移行し、指令されていない場合にはステップSA50へ移行し(SA10)、刃先R補正または工具径補正のスタートアップ処理を実行し(SA20)、刃先R補正または工具径補正のメイン処理を実行し(SA30)、補正方向の変更またはキャンセルが行われたか否かを判断し、キャンセルが行われた場合にはステップSA10へ戻り処理を継続し、キャンセルが行われない場合にはステップSA30へ戻り処理を継続し(SA40)、刃先R補正または工具径補正のキャンセル処理を実行し(SA50)、処理を終了する。
(もっと読む)
電子カムコントローラ
【課題】 サーボモータ等を使用することなく従軸制御の位置決め精度の向上を図る。
【解決手段】 エンコーダ3の主軸パルスa,bに基づいてクロック信号c等を生成する信号生成部10と、クロック信号cを方向信号dが示す方向に計数して分周比可変可能に分周して従軸パルスfとして出力する従軸パルス生成部20と、クロック信号c及び方向信号dに基づき従軸パルス生成部20の分周比を制御する分周比制御部30とを備える。分周比制御部30は、メモリ部32に予め記録されたカム曲線データKに含まれる主軸移動量と従軸移動量との比率に基づき従軸パルス生成部20の分周比を制御している。
(もっと読む)
数値制御方法及びその装置
【課題】 大容量加工プログラムの運転であっても、ジャンプ先位置情報、各プログラムの先頭位置などをメモリに記憶させるためのサーチ時間を意識する必要のない数値制御方法及びその装置を提供する。
【解決手段】 一つのファイルにまとめられた複数系統の加工プログラム4の各先頭位置をサーチするものにおいて、ファイルオープン操作時に初回ファイルオープンか否かを判断し、初回ファイルオープンと判断された時、複数の多系統加工プログラム4の各先頭位置をサーチし、このサーチした各先頭位置を、数値制御装置の不揮発性メモリ8に記憶させる。
(もっと読む)
電子カム制御装置
【課題】規定されたカムストローク範囲から外れて停止した駆動軸を容易に同期運転再開位置まで復帰させることができる電子カム制御装置を得ること。
【解決手段】入力軸を含む駆動軸としてのモータ54a〜54nに対応する駆動制御装置53a〜53nに、入力軸の一回転を分割したカム角度に対応するカムストローク位置を規定する電子カム指令プロファイルに基づいた制御を実行させ、複数の駆動軸を同期制御する電子カム制御装置52は、電子カム指令プロファイルで規定されたカムストローク範囲から外れて停止している駆動軸の停止中の入力軸のカム角度に対応するカムストローク位置を、電子カム指令プロファイルに再適合させる電子カム同期位置として算出する手段と、駆動軸を予め設定された速度で電子カム同期位置へ移動させる移動手段と、駆動軸の電子カム同期への移動が完了したことを上位システム51へ通知する手段とを有する。
(もっと読む)
移設検出システム
【課題】複数の機械の移設を監視し、移設を検出した場合に機械の稼動を禁止できる移設検出システムを提供する。
【解決手段】移設検出装置20の移設検出I/Fに対して数値制御装置1A〜1Cを配線11A〜11Cで接続する。移設検出装置20には、数値制御装置1A〜1Cの固有IDを記憶しておく。数値制御装置1A〜1Cの起動時に自身の固有IDが移設検出装置20に記憶されていなければその数値制御装置の起動を禁止する。移設検出装置20が振動を検出した場合は全ての数値制御装置1A〜1Cの起動を禁止する。これにより複数の数値制御装置1A〜1Cをまとめて監視できる。
(もっと読む)
工作機械の制御方法
【課題】複数の軸の誤差が複雑に影響しあって誤差要因が特定できない場合や誤差モデルが複雑になりすぎて解析不能な場合にも、高精度な誤差補償を行うことができる。
【解決手段】各基準軸A,Cにそれぞれ所定間隔毎に基準位置を設定し、基準位置に対する基準球の実際の移動位置での補正軸X,Y,Z方向における誤差量を各基準軸A,Cの基準位置の組み合わせに対応させて記憶させた誤差データベースを形成する。各基準軸A,Cに与える任意の位置を指令位置とし、各基準軸A,Cにおける指令位置の組み合わせに近い2つ以上の基準位置の組み合わせを選択して、これら組み合わせに対応する誤差量を指令位置と基準位置の距離の逆数に応じた重み付けで平均した補間誤差量を算出してこれを補正量として各補正軸X,Y,Zに与える。
(もっと読む)
モータ負荷トルク測定機能を有する数値制御装置
【課題】実行中の加工プログラムの指令から、負荷トルクの計測対象となる工具とモータ、および計測区間を自動的に決定することで、加工プログラムの変更なしに工具毎の負荷トルクの計測を可能とするモータ負荷トルク測定機能を有する数値制御装置を提供すること。
【解決手段】工具交換が指令されたか否か判断し、工具交換指令がなされた場合には、
計測対象の工具を決定し、切削動作が指令されたか否か判断し、送り軸のサーボモータを決定する(SA100〜SA103)。送り軸の移動開始か否か判断し、各モータの負荷トルクの計測を実行し、負荷トルクの計測データを記録メモリに記録する(SA104〜SA106)。送り軸の移動終了が終了するまで負荷トルクの計測および記憶を行い、プログラムの終了をもって処理を終了する(SA107〜SA109)。
(もっと読む)
計測装置を具備する工作機械を制御する数値制御装置
【課題】計測指令を簡単に作成することが可能な加工サイクルの形状を利用した計測を行う数値制御装置を提供すること。
【解決手段】ブロックを読み込み、解析し、読み込んだブロックは加工サイクル指令か否か判断し、加工サイクル指令の場合には加工種類と加工形状から計測サイクルを決定し、加工形状から計測位置を取得し、計測サイクルをメモリに格納し、計測位置をメモリに格納し、加工サイクルを実行し(SA1〜SA8)、計測指令か否か判断し、計測データに計測サイクルがあるか否か判断し、計測を実行し、メモリの初期化を行い、プログラムの終了か否か判断する(SA9〜SA13)。
(もっと読む)
材料取り合わせシステム
【課題】組み合わせの良い割り付けを先取りする割り付け計算法で後半の割付け結果を改善する。
【解決手段】割り付け対象製品を2以上のグループに分割するグループ分け手段21と、各グループに属する製品について、材料に対する製品の組み合わせの良い割り付けを先取りする割り付けを実行する第一仮割り付け手段22と、仮割り付けが終了したグループについて、各グループの後半の割り付け結果を解体する部分解体手段23と、解体されて未割り付けとなった製品を集めて新たなグループを作り、この新たなグループに属する製品について、任意の割り付け方法を使用して割り付けを行う第二仮割り付け手段24と、全てのグループの割り付け済みの製品とそれを割り付けた材料とを示す割り付け結果を出力する割り付け結果出力手段25とを備えた。
(もっと読む)
加工ステップ決定装置、及びプログラム
【課題】熟練されたオペレータによって決定されるような加工ステップを自動的に決定する。
【解決手段】工法区分決定部16aが、穴情報が示す各段毎の側面の仕上がり状態を表す情報、及び各段毎の底面の仕上がり状態を表す情報に基づいて、この穴情報が示す穴の加工に適した工法区分をHDD10dに記憶された記憶内容から各段毎に決定する。加工ステップ決定部16bが、各段の加工に適した加工ステップを各段毎に決定する。暫定加工ステップ決定部16cが、予め定められた統合ルールに基づいて、加工ステップの順番を暫定的に決定する。そして、加工ステップ補正部16dが、予め定められた補正ルールに基づいて、暫定的に順番が決定された加工ステップを補正することにより穴の加工ステップを決定する。
(もっと読む)
切削加工支援システム
【課題】切削工具の初心者であっても容易に切削工具を選択でき、切削加工の技能を早期に習得することができるという効果を有する切削加工支援システムを提供する。
【解決手段】ワークの設計図を図面データとして入力する入出力部と、図面データに基づいて、ワークの切削部を所定の切削加工に分類する図面データ分析部と、切削加工に対応する切削工具を選択する切削工具選択部とを設ける。この構成によれば、入力された図面データに基づいて切削工具を自動的に選択することにより、切削工具の初心者であっても容易に切削工具を選択でき、切削加工の技能を早期に習得することができる。
(もっと読む)
1 - 20 / 83
[ Back to top ]