
Fターム[3C269GG05]の内容
数値制御 (19,287) | 位置制御系の種類、構成 (490) | 制御系の切換えが行われるもの (51)
Fターム[3C269GG05]に分類される特許
1 - 20 / 51
位置制御装置
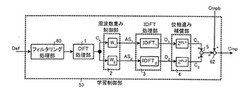
【課題】繰返し学習制御部を持つ位置制御装置において、位置偏差に多様な高調波成分が含まれる場合にも、繰返し学習制御によって、位置偏差の高い減衰性と、迅速な収束性を達成する繰返し学習制御機能を持つ位置制御装置を提供する。
【解決手段】位置偏差を離散フーリエ変換して得られたフーリエ係数ベクトルに、複数の周波数重み係数を乗じることで、周波数帯域別に成分分割し、成分毎に離散フーリエ逆変換した信号データに、最適な位相進み補償を与え加算することで、学習時の補正値データを構成する。
(もっと読む)
加工ヘッドのアプローチ動作を制御するレーザ加工用制御装置

【課題】オーバーシュートを可及的に防止するレーザ加工用制御装置が望まれている。
【解決手段】本発明の一態様によれば、ギャップ基準位置において、前記被加工物をレーザ加工するためのレーザ加工用制御装置であって、前記加工ヘッドと前記被加工物との間のギャップ量を検出するギャップセンサと、ギャップ位置指令を送出するギャップ位置指令演算部と、加工ヘッドを前記ギャップ基準位置まで駆動するサーボ機構部と、前記サーボ機構部の位置偏差量を読取るサーボ位置偏差読取部と、前記サーボ機構部の前記位置偏差量に基づいて、前記サーボ機構部のための補正ポジションゲインを算出するポジションゲイン演算部と、前記サーボ機構部のポジションゲインを、前記ポジションゲイン演算部において算出された前記補正ポジションゲインに切換えるポジションゲイン切換部と、を備える、レーザ加工用制御装置が提供される。
(もっと読む)
ロボットシステム
【課題】モータの駆動を制御する駆動制御手段の制御内容を変更することなく、高トルク運転時にモータに対して十分な電力を供給することができるとともに、減速動作時にモータから生じる回生エネルギーを有効利用することを可能とする。
【解決手段】昇降圧回路29は、入力電圧を昇圧して出力する昇圧動作、入力電圧を降圧して出力する降圧動作、入力電圧の供給が遮断する電源遮断動作などを実行する。電源制御部26は、バス電圧の検出値に基づいて、モータMが加速動作状態であると判断される期間には昇圧動作を実行し、減速動作状態であると判断される期間には電源遮断動作を実行し、それらの期間を除く期間には降圧動作を実行するように昇降圧回路29の動作を制御する。
(もっと読む)
タッピング加工装置
【課題】主軸と送り軸との同期誤差を低減する。
【解決手段】主軸モータ(21)と送り軸モータ(31)とを同期運転してタッピング加工動作を行うタッピング加工装置(1)は、タッピング加工時に前記主軸の反転動作を検出する主軸反転動作検出部(34)と、主軸反転動作検出部によって主軸の反転動作が検出されたときに、送り軸の反転動作の追従性を向上させる反転補正量を作成する反転補正量作成部(35)とを含み、主軸反転動作検出部によって反転動作が検出された際に、反転補正量作成部により作成された反転補正量を送り軸制御部(37)の速度制御ループの速度指令または、速度制御ループの積分器(41)に加算する。
(もっと読む)
工作機械用制御装置
【課題】工作機械で生じる熱変位量を算出処理する処理負担を軽減するとともに処理速度の低下を回避し、しかもワークの加工精度向上を実現する工作機械用制御装置を提供すること。
【解決手段】逐次解析制御部110、事前解析制御部120、補正値算出部130、変化量算出部140及びモード切換部150を備え、工作機械Mの構成部分に発生する熱変位量に基づいて補正された加工プログラムを実行して工作機械Mを動作させ、ワークWに対する高精度な加工を実現する工作機械用制御装置100。
(もっと読む)
ロボット、及びロボットの制御方法
【課題】最大定格出力に近い駆動条件であっても、本来の駆動性能を発揮することが可能なロボットを提供すること。
【解決手段】多軸ロボットは、第1の駆動電圧を供給する第1電源回路1と、第1の駆動電圧よりも高い電圧である第2の駆動電圧を供給する第2電源回路2と、第1電源回路1と第2電源回路2とを切り替えるスイッチ21〜26とを備えている。そして、モーター部11〜16の駆動条件を規定する制御信号が所定の閾値以上になった場合に、スイッチ21〜26を駆動して第1電源回路1から高電圧の第2電源回路2に切り替えることにより、十分な駆動電圧が確保されるため、期待通りの動作を行うことができる。換言すれば、制御信号から駆動電力が不足しそうな状況を予測して、第2電源回路2に切り替えることにより、決められた作業時間(タクトタイム)で、作業に必要な動作を行うことができる。
(もっと読む)
産業用ロボットの速度指令プロファイルの生成方法
【課題】多関節型ロボットの作業時間を短縮することができる速度指令プロファイルを生成するためには、広い範囲の動作区間に柔軟に対応でき、変化の傾向が把握し易い加減速特性の決定方法が必要とされる。
【解決手段】加減速時間と命令速度の関係を示す第1の加減速特性と、加減速時間と命令速度の関係を示しており第1の加減速特性と比べて同じ命令速度の場合に加減速時間が短い第2の加減速特性とを用いる。動作区間距離が長区間と判定された場合には、第1の加減速特性を用いて速度指令プロファイルを求める。短区間と判定された場合には、第2の加減速特性と予め決められた演算式により新たな加減速時間と命令速度の関係を示す新たな加減速特性を算出し、長区間と判定された場合とは異なる加速度指令プロファイルを使用し、さらにローパスフィルタを用いて、短区間の速度指令プロファイルを生成する。
(もっと読む)
サーボモータ制御装置及びサーボモータ制御方法
【課題】動作履歴や経年変化による案内面抵抗の変化に影響を受けにくくして誤差の発生を抑制し、加工面品位を向上させると共に、様々な運転条件にも対応可能とする。
【解決手段】サーボモータ制御装置1は、反転動作の開始と終了とを判断する反転動作判定装置20と、位置指令値Xiと検出位置情報との間の位置誤差を算出する減算器14と、算出された位置誤差から補正量を演算して記憶する補正量演算記憶装置23と、補正量演算記憶装置23に記憶された補正量で検出位置情報を補正する検出位置補正装置24と、を備え、検出位置補正装置24は、反転動作の開始判断に伴い、補正量演算記憶装置23に記憶された補正量で検出位置情報を補正する一方、補正量演算記憶装置23は、当該補正後のテーブル7の移動制御によって得られる検出位置情報と位置指令値Xiとの間の位置誤差から新たな補正量を演算して次回の反転動作の際に用いる補正量を更新する。
(もっと読む)
ロボット駆動方法及びロボット
【課題】回生エネルギーの発生自体を抑制しつつ、外力やロボットの状態変化に対して強い動作を行なわせることができる駆動方法を提供する。
【解決手段】目標位置に向かって可動部を移動させる際に、駆動力を動力発生部に発生させることにより、可動部を目標位置に向けて加速を行なわせる加速工程のステップS104と、一定速にするよりも動力発生部における発生力の小さい制御を行なう予備減速工程のステップS105と、目標位置に向かう方向とは逆方向の駆動力を発生させて可動部を減速させ目標位置に停止させる減速停止工程のステップS106を行なわせる。この際に予備減速工程のステップS105の一部において予備減速推移演算工程S102で演算した指令速度を基にした速度制御を行なう。
(もっと読む)
加工ロボットの軌道追従装置と方法
【課題】従来の倣い制御または力制御による加工速度を超える高速で、ロボットアームの弾性変形や加工工具の減耗の影響なしに、高精度の倣い加工をすることができる加工ロボットの軌道追従装置と方法を提供する
【解決手段】(A)ワーク1のCADモデルから軌道データDを生成して記憶装置24に記憶し、(B)軌道データDを目標軌道として加工工具3を位置制御するとともに動作中の加工反力を計測しておき、(C)加工後に、計測した加工反力の計測値から目標押付力で動作するように目標軌道を修正する学習を実施し、この加工と学習を繰返す。
(もっと読む)
位置制御装置
【課題】フルクローズド位置制御に於いて、送り軸機構部の剛性が低下した場合でも、低周波の振動が発生することなく、安定に動作させる位置制御装置を提供する。
【解決手段】被駆動体の位置検出値Plとモータの位置検出値Pmの差分を入力とした1次遅れ回路17の出力と、モータの位置検出値Pmを加算した位置検出値を位置フィードバック値として使用する位置制御装置において、経年変化補正器30が被駆動体の振動を検出した場合に、前記1次遅れ回路17の時定数Tpが大きくなるように可変することで低周波振動の発生を抑制する。
(もっと読む)
ロボット装置、位置検出装置、位置検出プログラム、および位置検出方法
【課題】物体の位置を高速に且つ高精度に検出する。
【解決手段】位置検出装置30は、微細な軸穴とこの軸穴を含むマーカーとを設けたオブジェクトを含む画像データを取得する画像データ取得部31と、マーカーをゴール位置に対応付けたマーカーゴール画像データを記憶するマーカーゴール画像記憶部32と、軸穴の軸中心をゴール位置に対応付けたターゲットゴール画像データを記憶するターゲットゴール画像記憶部36と、マーカーゴール画像データを用いて、画像データ取得部31が取得した画像データからマーカーを検出するマーカー検出部33と、ターゲットゴール画像データを用いて、画像データ取得部31が取得した画像データにおける、マーカー検出部33が検出したマーカー内から軸穴を検出するターゲット検出部37とを備えた。
(もっと読む)
力センサの出力に基づいてロボットのダイレクトティーチをおこなうロボット教示装置
【課題】スイッチなどを用いることなしに、操作感を簡易に変更する。
【解決手段】ロボット教示装置(10)は、少なくとも1軸方向の力と、該1軸に直交、かつ、互いに直交する2軸方向の夫々の軸回りのモーメントを検出する力検出部3と、ロボット1を移動させるときに基準とする移動基準座標系を設定する移動基準座標系設定部21と、ロボットを移動基準座標系の原点回りに回転移動させるか、前記移動基準座標系を基準にして並進移動させるかのいずれかの移動方法を設定する移動方法設定部22と、1軸方向の力と、2軸方向の夫々の軸回りのモーメントと、所定の作用基準点の位置とに基づいて、作用基準点における仮想力を算出する仮想力算出部23と、移動基準座標系と移動方法と仮想力とに基づいて、ロボットに対する力制御作用力を算出する力制御作用力算出部24と、力制御作用力に基づいて力制御をおこなう力制御部25とを含む。
(もっと読む)
割り込み加工が可能な工作機械を制御する数値制御装置
【課題】加工を中断して別の加工を行う割り込み加工が可能な工作機械を制御する数値制御装置を提供すること。
【解決手段】数値制御装置1は、加工を行うための2つの制御系統10,20があり、制御系統10,20は、加工プログラム11,21、数値制御装置の動作を調整・変更するパラメータ14,24(最大加工速度や加速度、オフセット量など)、加工プログラム11,21の加工プログラム解析手段12,22、移動指令作成手段13,23、および、計算用のデータ15,25を、それぞれ有している。そして、割り込み加工を行う場合には、まず、第1制御系統10での加工を停止する。その後、割り込み加工を行う第2制御系統20で管理している機械位置26へ機械を移動し、制御系統を第2制御系統20へ切り換えて加工開始する。加工終了後、割り込まれた制御系統が管理していた機械位置16へ機械を移動し、機械の制御を元の第1制御系統10に戻して、再スタートする。
(もっと読む)
経路生成装置および経路生成方法
【課題】C空間における過剰な計算を排除して、動作経路計画工数を低減する。
【解決手段】初期位置記憶手段と、目標位置記憶手段と、現在位置検出手段と、経路記憶手段と、現在位置隣接コンフィギュレーション点を求める第1候補判断手段と、現在位置隣接コンフィギュレーション点のうち障害物との干渉点に隣接する干渉点隣接コンフィギュレーション点を求める第2候補判断手段と、現在位置隣接コンフィギュレーション点が干渉点であるかどうかを判断する干渉チェック手段と、現在位置隣接コンフィギュレーション点のうち現在位置から目標コンフィギュレーション点に近づくようにコンフィギュレーション点を選定する距離候補判断手段と、を備え、現在位置において前記距離候補判断手段により選定された距離候補コンフィギュレーション点が干渉点でない場合には、直進モード経路を生成し、干渉点である場合には境界追従モード経路を生成する。
(もっと読む)
ねじ切り制御方法及びその装置
【課題】 主軸回転速度に同期して送り軸を移動させるねじ切りにおいて、ねじ切り加工中にびびりが発生すると、ねじ山を傷めることとなる。主軸回転速度を変化させることでびびりを抑制することができるが、主軸回転速度を変化させると主軸と送り軸の位相誤差が発生してしまうため、ねじ切り切削中は主軸回転速度の変更はできなかった。そのため、ねじ切り切削中に主軸回転速度の変更を可能とする技術が求められていた。
【解決手段】 ねじ切り指令時に、主軸回転指令から送り軸の速度を作成し、主軸と送り軸の時定数と加減速タイプ、位置ループゲインを同一とすることで主軸回転速度を変化に対する主軸と送り軸の位相誤差をなくし、ねじ切り切削中に主軸回転速度の変更を可能とする。
(もっと読む)
工作機械
【課題】ワーク加工時のびびり振動を自動的に抑制する工作機械を提供する。
【解決手段】2台のサーボモータ7a、8aはその駆動力を歯車で伝達して一つの傾斜送り軸を駆動する。制御装置Mはワークの加工中の上記歯車の接触歯面に予圧がかかるように制御する。制御装置Mは、加工中にびびり振動が検出されると、上記歯車の接触歯面の面圧を増加させてびびり振動を抑制するようにサーボモータ7a、8aを制御する。
(もっと読む)
工具先端点位置を制御する多軸加工機用数値制御装置
【課題】工具先端点制御または3次元手動送りを、直線軸3軸と回転軸3軸からなる加工機で可能にする。
【解決手段】指令プログラム10を解析手段11で解析し補間手段12で補間する。自動運転における手動移動指令の重畳の場合、手動移動指令が、直線軸手動積算手段24によって直線軸手動積算量25に積算され直線軸手動積算量加算手段22によって工具先端点位置20に加算される。あるいは回転軸手動積算手段26によって第1回転軸手動積算量,第2回転軸手動積算量,第3回転軸手動積算量27に積算され、回転軸手動積算量加算手段23によって第1回転軸位置,第2回転軸位置,第3回転軸位置にそれぞれ加算される。そして、自動運転制御点位置演算手段16で実際の工具の先端点位置がプログラムで指令された工具先端点位置となる直線軸3軸と回転軸3軸の制御点を求め、各軸のサーボ30x,30y,30z,30A,30B,30Cを駆動する。
(もっと読む)
オフラインティーチング方法
【課題】溶接システムにおけるオフラインティーチングを、操作の熟練を要することなく、高精度で、実施することができるオフラインティーチング方法を提供する。
【解決手段】
溶接線方向をY方向、被溶接材1の面に垂直の方向をZ方向、Y方向及びZ方向に垂直の方向をX方向とする3次元直交座標系を設定する。そして、前回のステップから現ステップを向く前段座標系として、XAYAZAの座標系Aを設定し、現ステップから次順のステップを向く後段座標系として、XBYBZBの座標系Bを設定する。よって、前回のステップから現ステップまでの溶接線セグメントはYA方向となり、現ステップから次順のステップまでの溶接線セグメントはYB方向となる。このワークを基準とする座標係で溶接線を規定し、オペレータがこのワーク座標上で、トーチ移動量を指定する。
(もっと読む)
穴あけ加工制御方法および穴あけ加工装置
【課題】異なる材質の材料により形成されていることで区分される複数の形成領域を有するワークに穴を形成するために、穴が形成される2以上の加工対象層をドリルに作用する負荷トルクに基づいて自動的に判別可能とすると共に、加工対象層毎に設定された加工条件での穴あけ加工の容易化および加工効率の向上を図る。
【解決手段】異なる材質の材料で区分される形成層51〜56を有するワーク50に穴70を形成する穴あけ加工装置において、加工対象層判定手段は、穴あけ加工の開始とドリル4に作用する負荷トルクの変化とに基づいて加工対象層51a〜56aを穴あけ加工の順に判定し、加工条件決定手段は、各加工対象層51a〜56aの形成材料に対応した設定加工回転速度および設定加工前進速度を決定し、駆動制御手段は、ドリル4が設定加工回転速度および設定加工前進速度で穴70を形成するように、主軸モータおよび送りモータを制御する。
(もっと読む)
1 - 20 / 51
[ Back to top ]