
Fターム[3C269RB04]の内容
数値制御 (19,287) | 補間経路 (164) | 関数が明確な曲線の補間 (85) | 円、円弧 (49)
Fターム[3C269RB04]に分類される特許
1 - 20 / 49
工作機械
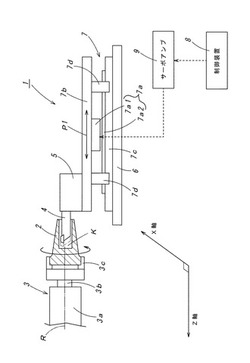
【課題】主に難削材からなるワークの加工品質を高品位に安定化させることができると共に火災発生を抑制し、なお且つ、実用的で、ワークの加工形状が限定されず、しかも、ワークの回転数又は切削工具の回転数に対して切屑を細かく分断できる最適な振動で低周波振動切削を実行させることができる工作機械を提供することを目的としている。
【解決手段】ワーク加工用の切削工具4を保持し、その切削工具4をワーク2に対して送り動作させる切削工具送り機構7と、前記切削工具送り機構7の駆動源である切削工具送り駆動モータ7aを制御することで前記切削工具4を低周波振動させてなる制御装置8とを有している。
(もっと読む)
指令経路速度条件による速度制御を行う数値制御装置

【課題】高精度、高品位の加工を実現できる数値制御装置。
【解決手段】指令径路速度条件入力部20で指令経路速度、指令径路許容加速度、指令径路許容加加速度を入力し、駆動軸速度条件入力部22で駆動軸許容速度、駆動軸許容加速度、駆動軸許容加加速度を入力し、工具基準点径路速度条件入力部24で工具基準点径路許容速度、工具基準点径路許容加速度、工具基準点径路許容加加速度を入力し、クランプ値演算部18で、それらの速度条件から分割区間ごとに速度クランプ値、加速度クランプ値、加加速度クランプ値を演算し、速度曲線演算部16で、速度クランプ値、加速度クランプ値、加加速度クランプ値を越えない最大の速度として速度曲線を演算し、補間部12で、指令解析部10において加工プログラムを解析して作成された補間データを、前記速度曲線にもとづく速度によって補間を行い、駆動軸移動量を演算し、各軸サーボ14を駆動する。
(もっと読む)
加工経路におけるコーナ部を加工する制御装置
【課題】二つの主加工経路の間に円弧経路または直線経路が挿入された場合でも、コーナ部を適切に加工する。
【解決手段】加工ノズル(20)とレーザ発振器(22)とを制御する制御装置(10)は、互いに隣接する二つの主加工経路と、主加工経路の両方に連続する一つまたは複数の円弧加工経路または直線加工経路とを加工プログラム(11)から解析する解析部(12)と、二つの主加工経路がなす仮想のコーナ部の角度を算出する算出部(13)と、円弧加工経路または加工経路に対応する二つの主加工経路の間の距離あるいは円弧加工経路などに沿った距離が第一所定値以下であるか、および算出された角度が第二所定値以下であるかを判定する判定部(14)と、直線距離などが第一所定値以下であると共に、角度が第二所定値以下であると判定された場合には、円弧加工経路または加工経路におけるレーザ加工条件を主加工経路のレーザ加工条件から変更する変更部(15)と、を含む。
(もっと読む)
ロボットの制御装置
【課題】円弧状部分から直線部分に入る位置を正しくティーチングできず、直線部分に入った位置をティーチングしてしまっても、ツール先端に円弧状部分により近い形状の軌跡を辿らせる。
【解決手段】4つのティーチング位置P1〜P4のうち、P1からP2の間、P3からP4の間は直線補完する。P2が作業対象部分の直線部分から円弧状部分に入った位置に正しくティーチングし、P3は円弧状部分から直線部分に入った位置をティーチングした場合、P2とP3との間は楕円で曲線補間する。この場合、P2には楕円の長径部分が接するので円に近く、P3には短径部分が接するので直線に近くなり、結果として作業対象部分の形状に近くなる。
(もっと読む)
ロボットシステム
【課題】動作プログラム内の命令を動作プログラムの変更履歴データを用いて修正する場合、従来はプログラム全体の全ての履歴を時系列に検索していくことになり、所望の変更履歴データを得るまでに多くの時間を要するという課題があった。
【解決手段】表示中の動作プログラムで命令を選択し、選択している命令に関する変更履歴を抽出して表示し、抽出された履歴情報のなかから所望の履歴情報を選択することで、選択している命令の内容を、所望の履歴情報に変更することにより、動作プログラムの変更に掛かる時間を少なくすることができる。
(もっと読む)
工作機械のテーブル又は工具を移動させる互いに直交した少なくとも二つの送り軸を有するサーボモータの駆動制御装置
【課題】学習制御による過剰な補正で生じうる被加工物の円弧切削時の被加工物の切削面の食い込みが生じないようにするサーボモータの駆動制御装置を提供する。
【解決手段】データ生成部5は、被加工物の円弧切削時に被加工物の切削面に食い込みが生じなくなるようにテーブルの円弧動作を行う際のサーボモータ2の送り軸の駆動方向の反転位置に対応して形成された突起部を有する円弧の座標データを生成し、座標データを位置指令としてサーボモータ駆動部3に送り出す。サーボモータ駆動部3は、位置指令とサーボモータ2の実際の位置との位置偏差に基づいて求めた速度指令をサーボモータ2に出力してサーボモータ2を駆動し、テーブルの円弧動作を繰り返し行わせる。学習コントローラ4は、位置指令に基づいて、サーボモータ2の送り軸の駆動方向の反転時の切削面の食い込みを回避した補正データを求める。
(もっと読む)
数値制御装置及び摩擦補償方法
【課題】ダブルナット予圧方式の送り駆動機構においても低速から高速の領域まで摩擦力又は摩擦トルクを高精度で推定して象限突起を補正できる数値制御装置及び摩擦補償方法を提供する。
【解決手段】本発明の数値制御装置はオーバーサイズボール予圧方式だけでなく、ダブルナット予圧方式の送り駆動機構においても低速から高速の領域まで摩擦力又は摩擦トルクを高精度で推定する。故に数値制御装置は象限突起を補正できる。象限突起は指令軌跡よりも移動軌跡が外側に出る現象である。ダブルナット予圧方式の送り駆動機構はボール螺子軸が反転して一山目の象限突起を生じる。ダブルナット予圧方式の送り駆動機構はテーブルが反転後所定量移動した時に更に二山目の象限突起を生じる。数値制御装置はダブルナット予圧方式の時に二段階で生じる摩擦力の上昇を二つの近似式を用いて高精度に推定できる。
(もっと読む)
数値制御工作機械の加工時間予測装置
【課題】加工時間の予測精度の向上と加工時間の予測するための処理時間を短縮することができる数値制御工作機械による加工時間の予測方法および予測装置を提供すること。
【解決手段】NC指令を解読するNC指令解読部10と、工具経路を細かい切片であるセグメントに分割するセグメントデータ生成部30と、セグメントデータを格納する中間メモリ40と、セグメントの接線方向の速度を求める速度制約処理部20と、速度制約処理部20によって求めた速度に基づいて各セグメントを工具が移動するのに要する時間を算出するセグメント移動時間算出部50と、各セグメントを移動する時間の総和を工具移動時間とする全移動時間算出部60と、を備えたNC指令によって工具が指定された経路を移動するのに要する時間を算出する加工時間予測装置1。
(もっと読む)
制御装置、制御システムおよび制御方法
【課題】目標軌道が動的に生成された場合であっても、その目標軌道の終点における速度を目標値に維持することのできる制御装置、制御システムおよび制御方法を提供する。
【解決手段】複数の駆動軸により移動可能な可動部を有する装置を制御するための制御装置を提供する。制御装置は、始点および終点により定義される移動区間に対して目標軌道を生成する目標軌道生成手段と、目標軌道における現在位置から終点までの残距離を推定する残距離推定手段と、可動部の現在の移動速度を目標軌道の終点において可動部が満たすべき移動速度である目標速度まで変更した場合に、可動部が移動する距離が残距離と実質的に一致するように、当該変更に係る加速度を算出する加速度算出手段と、現在の移動速度を算出した加速度で補正することで移動速度の新たな目標値を算出する移動速度更新手段とを含む。
(もっと読む)
加工を高精度化するサーボ制御システム
【課題】角度同期方式の長所を生かしつつ、基準角度が与えられない場合でも角度同期方式の学習制御の適用を可能にするサーボ制御システムの提供。
【解決手段】サーボ制御システム10は、各軸を駆動するX軸サーボモータ12、Y軸サーボモータ14及びZ軸サーボモータ16をそれぞれ制御するX軸サーボ制御装置18、Y軸サーボ制御装置20及びZ軸サーボ制御装置22を有する。またX軸サーボ制御装置18及びY軸サーボ制御装置20は、上位制御装置24から送られる各軸指令に基づいて、単調増加又は一方向に変化する基準信号θを作成する基準信号生成部28及び32をそれぞれ有し、学習制御器26及び30は該基準信号に基づいて学習制御を行う。
(もっと読む)
オフラインティーチング方法
【課題】溶接システムにおけるオフラインティーチングを、操作の熟練を要することなく、高精度で、実施することができるオフラインティーチング方法を提供する。
【解決手段】
溶接線方向をY方向、被溶接材1の面に垂直の方向をZ方向、Y方向及びZ方向に垂直の方向をX方向とする3次元直交座標系を設定する。そして、前回のステップから現ステップを向く前段座標系として、XAYAZAの座標系Aを設定し、現ステップから次順のステップを向く後段座標系として、XBYBZBの座標系Bを設定する。よって、前回のステップから現ステップまでの溶接線セグメントはYA方向となり、現ステップから次順のステップまでの溶接線セグメントはYB方向となる。このワークを基準とする座標係で溶接線を規定し、オペレータがこのワーク座標上で、トーチ移動量を指定する。
(もっと読む)
数値制御工作機械
【課題】回転送り軸を有する工作機械の位置と姿勢の誤差を精度良く補正することができる数値制御工作機械を提供する。
【解決手段】直線送り軸及び回転送り軸を有し、計測された誤差データに基づいて移動指令を補正する機能を有する数値制御工作機械であって、誤差データは位置誤差と姿勢誤差とを含む多次元のデータであり、直線送り軸及び回転送り軸の位置及び回転角度に対応した多数の誤差データを収集して作成されたデータテーブルを記憶する誤差データ記憶手段25と、直線送り軸及び前記回転送り軸に対する指令位置と誤差データ記憶手段に記憶された誤差データとから、移動指令を補正する補正データを演算する補正データ演算手段26と、を具備し、姿勢誤差の補正は、姿勢誤差と工具寸法とから工具先端位置の3次元座標値のずれ量を演算し、演算した3次元座標値のずれ量に基づいて回転送り軸を回転させることなく直線送り軸の移動指令を補正する。
(もっと読む)
円弧動作時の速度制御機能を有する工作機械の数値制御装置
【課題】円弧補間や連続した微小線分ブロックによる曲面加工時に、サーボの速度指令値やトルク指令値が飽和することがなく、連続したワークの加工を行う工作機械の制御装置を提供すること。
【解決手段】加工プログラムの円弧指令コードを解析し、半径R,指令送り速度を取得し、許容加速度による速度制御が有効な場合は、クランプ速度を算出し、送り速度がクランプ速度以上なときは、速度クランプし、前記許容加速度による速度制御が有効でない場合は、許容角速度による速度制御が有効判断し、有効な場合は、クランプ速度を算出し、送り速度がクランプ速度以上なときは、速度クランプし、円弧補間を実行を備えたことを特徴とする工作機械を制御する数値制御装置。送り速度Fと半径値から分配量を計算する円弧補間を実行し、処理を終了する。
(もっと読む)
成形品トリム加工方法
【課題】金型修正を繰り返すことなく、トリム加工を行うことができる成形品トリム加工方法を得る。
【解決手段】製品設計CADデータに応じて作成した金型によりプレス成形して成形品4を作成し(S50〜S54)、成形品4の形状を3次元測定機6により3次元測定して成形品測定データを得る(S56)。製品設計CADデータと成形品測定データとに基づいて成形品4のトリムライン32,34を成形品測定データの座標系で作成し(S58)、レーザ切断機14上に載置した成形品4の取付姿勢を測定してトリムライン32,34をレーザ切断機14の座標系に変換し(S60,S62)、レーザ切断機14により成形品4をトリムライン32,34に基づいて切断する(S64)。
(もっと読む)
数値制御装置及び数値制御方法
【課題】移動量及び動作を開始して終了するまでの時間の入力を受け付けることにより、自動的に移動軌跡データ及び速度データを生成して工作機械の動作を制御することができる数値制御装置及び数値制御方法を提供する。
【解決手段】移動量データ及び移動時間データの入力を受け付け、入力を受け付けた移動量データ及び移動時間データに基づいて、制御対象の移動軌跡を示す移動軌跡データ及び速度の変化を示す速度データを生成する。生成した移動軌跡データ及び速度データに基づいて、工作機械の各軸を駆動するサーボモータの動作を制御するサーボデータを出力する。
(もっと読む)
作業マニピュレータのセンシング動作生成方法及びセンシング動作生成装置
【課題】円弧部分を有する作業ワークであっても、適切なセンシング動作の自動生成をして、センシング動作データの修正、再設定作業の負荷を軽減する。
【解決手段】本発明の作業マニピュレータのセンシング動作生成方法は、円弧部分Cを有する作業ワークWに接触可能な接触式センサ3を備えた作業マニピュレータ2がセンシング動作を行う際に用いられるセンシング動作データを生成する際に好適なものである。センシング動作生成方法は、作業ワークWの円弧部分Cが離散点Dで近似された離散ワークモデルDMにもとづいて、離散点D間が補間されたリアルワークモデルRMを推定し、推定されたリアルワークモデルRMをもとに作業マニピュレータ2のセンシング動作データを生成する。
(もっと読む)
工作機械の制御装置
【課題】ワークを加工するに当たり、加工精度を低下させることなく、加工時間を短縮することができる工作機械の制御装置を提供する。
【解決手段】工作機械の制御装置1は、固定サイクルに係る加工プログラムを解析して固定サイクル指令を抽出するプログラム解析部12と、抽出された固定サイクル指令を基に、加工時間に比べ、どの程度加工精度を優先して加工をするかにより複数の等級に分けられた精度レベルを決定し、この精度レベルに対応したパラメータであって、送り機構部30の作動制御に関連したパラメータを設定するパラメータ設定部15と、抽出された固定サイクル指令と設定されたパラメータとを基に送り機構部30を制御する駆動制御部17とを備える。前記パラメータ設定部15は、2つの直線が交差する仮想角部を工具が移動する際の、パラメータに応じた円弧状の移動軌跡を算出して精度レベルを決定する。
(もっと読む)
工作機械の制御装置
【課題】象限突起補正等に関するNCパラメータの調整を容易に行うことができる工作機械の制御装置を提供する。
【解決手段】複数のNCパラメータの調整レベルをそれぞれスライド式又はロータリ式の調整手段3で変えることができる入力部と、NCパラメータを変更することによって変化する機械の状態を図形で表した図形データを記憶するとともに、入力部で入力したNCパラメータの調整レベルに対応した図形データを生成する図形データ生成部7と、生成された図形データに基づいて図形を画面に表示する表示部4と、を具備する。
(もっと読む)
数値制御データの作成方法
【課題】送り速度を適宜変動させる制御機能を備えないNC加工装置でも、設計形状に忠実な高精度な加工を実現することができる数値制御データの作成方法を提供する。
【解決手段】数値制御データの作成方法では、(1)被加工物101の設計形状と工具102の刃先半径とから、被加工物101の加工点候補に対応する工具102の刃先中心位置を特定し、(2)NC加工装置による工具102の最小移動単位で、刃先中心位置の端数を処理し、(3)端数処理前後の刃先中心位置の誤差が閾値以下になるまで、加工点候補を調整して、調整後の加工点候補に対して、上記(1)から再度実行し、(4)誤差が閾値以下になると、端数処理後の刃先中心位置を工具102の刃先中心位置の移動点として記憶し、(e)被加工物101の加工範囲に亘って、上記(1)−(4)までを繰り返し実行して得られた複数の移動点を使用してNCデータを作成する。
(もっと読む)
ロボットのオフライン教示方法
【課題】ティーチングデータの作成を容易とするロボットのオフライン教示方法を提供する。
【解決手段】ロボットのオフライン教示方法は、複数の仮想教示点を設定するステップ(STEP2)、始点と終点とを含む一部の仮想教示点において仮想ツールの姿勢を設定するステップ(STEP3〜7)、一部の仮想教示点間の補間動作を実行するステップ(STEP8)、補間動作実行時の仮想ツールの位置及び姿勢を所定間隔毎に補間動作点として記憶するステップ(STEP9)、他の仮想教示点毎に、記憶された補間動作点のうち所定の選択基準を満たす補間動作点を選択するステップ(STEP11,12)、他の仮想教示点毎に、選択された補間動作点の姿勢データを読込み、読み込んだ姿勢データを他の仮想教示点の姿勢データとして記憶させるステップ(STEP13〜16)を有する。
(もっと読む)
1 - 20 / 49
[ Back to top ]