
Fターム[3D023BE07]の内容
車両の内装・外装、防音・断熱 (17,020) | 構造 (3,944) | 成形品本体 (3,340) | 合成樹脂からなるもの (2,417) | 積層体からなるもの (657) | 4層・5層構造 (105)
Fターム[3D023BE07]に分類される特許
1 - 20 / 105
吸音材
車両用内装材
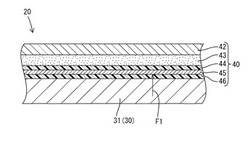
【課題】基材を構成する樹脂が表皮層に染み出す事態をより確実に抑制できることが可能な車両用内装材を提供する。
【解決手段】板状をなす基材30と、基材30における表側の面のうち、少なくとも一部を覆う形で配される表皮構造体40と、を備え、表皮構造体40は、表皮構造体40の意匠面を構成する表皮層42と、表皮層42と基材30の間に介在されるクッション層43と、クッション層43と基材30の間に介在され、非通気性を有する非通気層45と、非通気層45と基材30との間に介在され、非通気層45と基材30とを接着する第1接着層46と、非通気層45とクッション層43との間に介在され、非通気層45とクッション層43とを接着する第2接着層44と、を備えることを特徴とする。
(もっと読む)
車両用天井材および車両用天井材の製造方法

【課題】 生産性向上を実現でき、吸音性能を高めることができる車両用天井材および車両用天井材の製造方法を提供する。
【解決手段】 車両用天井材20は、基材と、基材の表面側に設けられ車室内の天井面を形成する表皮層と、基材の裏面側に設けられる補強用の繊維層と、繊維層の裏面に付着させた接着剤と、接着剤により繊維層に接着される通気止め用の裏面層32と、基材と裏面層32の間に設けられる裏面層よりも幅狭の接着防止層33と、を積層し、ホットプレス成形で一体化してなる天井材であり、ホットプレス成形時に、接着防止層33および裏面層32を表皮層側に凹ませた後、裏面層32の凹みを戻すことで接着防止層33と裏面層32の間に形成される空間層38を有する。
(もっと読む)
車両用天井材
【課題】 吸音性能をより一層高めることができる車両用天井材を提供する。
【解決手段】 半硬質ウレタンフォームからなる基材26と、基材26を挟むように配設される補強用の表面側繊維層27および裏面側繊維層28と、表面側繊維層27の表面に設けられ車室内の天井面を形成する表皮層31と、裏面側繊維層28の裏面に塗布した接着剤Sによって裏面側繊維層28に接着される通気止め用の裏面層32と、を積層してなる車両用天井材20であって、裏面側繊維層28と裏面層32との間に、裏面層32よりも幅狭の接着防止層33を介在させ、裏面層32は、裏面側繊維層28に接着される左右の接着領域と、左右の接着領域の間に設けられ接着防止層33により接着が防止される非接着領域と、を有する。
(もっと読む)
車両用天井材
【課題】 部品点数を増やすことなく、吸音性能をより一層高めることができる車両用天井材を提供する。
【解決手段】 基材26と、基材26の表面側に設けられ車室内の天井面を形成する表皮層31と、基材26の裏面側に設けられる通気止め用の裏面層32と、を積層してなる車両用天井材20であって、基材26と表皮層31の間および基材26と裏面層32の間に、表裏両面に接着剤Sを有して表皮層31および裏面層32を基材26に接着させる補強用の表面側繊維層27および裏面側繊維層28を介在させ、表面側繊維層27および裏面側繊維層28は、接着剤Sが塗布される接着領域Aと、接着剤が塗布されない非接着領域Bを有する
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材
【課題】表面のしわの発生が低減された繊維強化樹脂成形体及びそれを用いた車両用内装材を提供する。
【解決手段】本発明の繊維強化樹脂成形体100は、繊維強化樹脂用シート1と樹脂発泡体シート2とを貼りあわせた繊維強化樹脂成形体100であって、繊維強化樹脂用シート1(1a、1b)は、樹脂発泡体シート2の両側の主面上にそれぞれ配置されており、少なくとも一方の繊維強化樹脂用シート1aの樹脂発泡体シート2と接していない側の主面上に樹脂発泡体又は繊維集合体で構成された被覆層3が設けられており、所定の形状に圧縮成形されている。繊維強化樹脂成形体100は、車両用内装材といて用いられる。
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材
【課題】優れた剛性を維持しつつ、軽量で、凹凸部での強化繊維の浮き上がりも防止した繊維強化樹脂成形体及びそれを用いた車両用内装材を提供する。
【解決手段】本発明の繊維強化樹脂成形体は、繊維強化樹脂用シート1、3と樹脂発泡体シート2とを貼りあわせた繊維強化樹脂成形体100であって、繊維強化樹脂用シート1、3は、樹脂発泡体シート2の両側の主面上にそれぞれ配置されており、樹脂発泡体シート2の一方の主面上に配置されている第一繊維強化樹脂用シート1は、ステッチング糸により連結されており、樹脂発泡体シート2の他方の主面上に配置されている第二繊維強化樹脂用シート3は、ステッチング糸により連結されておらず、第二繊維強化樹脂用シート3の樹脂発泡体シート2と接していない側の主面上に表皮材4が設けられており、所定の形状に圧縮成形されている。繊維強化樹脂成形体100は、車両用内装材といて用いられる。
(もっと読む)
加飾フイルム構造体及び加飾成形部材
【課題】外観が金属研磨面調意匠を呈する加飾フイルム構造体及び加飾成形部材を提供することによって、光沢が強すぎず鈍く光る質感の金属研磨面調意匠を容易に実現する。
【解決手段】加飾フイルム構造体10は、透明又は半透明の樹脂層からなる表面層1と、表面層1の裏面側に形成された複数の微細ドットからなる金属光沢層2と、金属光沢層2のドット間を埋めるように表面層1の裏面側に形成された無彩色層3とを備える。表面層1の表面側の表面粗さは、Ra2μm以下、かつRmax4μm以下又はSm50μm以上である。金属光沢層3のJIS−Z−8701で規定されるXYZ表色系における刺激値(Y45°)は10000以上である。平面視でのドットの面積は10−3〜105μm2である。平面視での単位面積当たりのドットの面積率は20〜99%である。無彩色層3のJIS−Z−8729で規定されるCIE1976明度(L*)は0〜80である。
(もっと読む)
車両用内装材の製造方法
【課題】保持部材及びその周縁の基体の反りが抑えられる車両用内装材の製造方法を提供する。
【解決手段】可撓性を有する基体1と、基体1の表面Sに設けられ、基体1を車両パネルに取り付けるための保持部材2(サイドクリップ、リテーナブラケット等)と、を備える車両用内装材の製造方法であって、凹部3を有する成形型200を、凹部3が基体1の表面Sに当てられた状態として、凹部3内に溶融樹脂(ポリプロピレン系樹脂等)を流し込む射出成形により、保持部材2が形成され、基体1のうち保持部材2の縁部に対応する部位を、成形型200により厚さ方向に圧縮変形させて凹ませた状態で射出成形をする。基体1を圧縮変形させて凹ませる量は、溶融樹脂が冷却されて保持部材2が形成されるときに、溶融樹脂が収縮して保持部材2が反り返る量が略相殺されるように設定される。
(もっと読む)
車両用成形天井材
【課題】全体が大きく窪んだ成形天井等のように、成形時に大きな変形を伴う成形天井に対して、軽量化できるともに、成形時の変形に十分に追従できて、極端に薄い部分や破れが生じないものを提供する。
【解決手段】硬質ウレタンからなる基材層11と、その両側にそれぞれ接合された第1及び第2ガラス繊維補強層12,14と、第1ガラス繊維補強層12外側に接合された表皮層13と、第2ガラス繊維補強層14外側に接合された裏面層15とからなる車両用内装材で、第2ガラス繊維補強層14が、天井本体部Aに対応する中央ガラス繊維補強層14aと、両側面部B,Bに対応する両方の側面ガラス繊維補強層14bとの3つにより形成され、中央ガラス繊維補強層14aの側面部と両側面ガラス繊維補強層14bの側面部とが一部で重なった重ね部分14cで形成されている。
(もっと読む)
自動車内装材用積層シート、成形方法及び自動車内装材成形体
【課題】 本発明は、熱成形時に幅方向の両端部確実に把持することができ、熱成形時の材料搬送安定性を有する積層シートを提供する。
【解決手段】 変性PPE系樹脂発泡シートの両面に変性PPE系樹脂非発泡シートが積層一体化されてなり、何れか一方の変性PPE系樹脂非発泡シートにホットメルト接着剤層を介して表皮材が幅方向に積層された表皮積層シートであって、表皮積層シートの幅方向における両端からそれぞれ30〜100mm内側にはホットメルト接着剤層が積層されていないことを特徴とする。
(もっと読む)
車両用内装材
【課題】射出成形法により、基体の表面に特定の形状のクリップ保持部が形成された車両用内装材を提供する。
【解決手段】基体1と、その表面に設けられるとともに、クリップを保持するためのクリップ保持部2と、を備え、クリップ保持部は、基体の表面に射出成形法により形成されており、クリップ保持部には、基体の表面に接合された座部21と、座部と一体形成され、クリップを嵌めるための嵌め込み部22と、が備えられ、嵌め込み部は、座部よりも基体の表面から離隔する側に突出した形態とされ、座部を、嵌め込み部を避けながら、基体の表面と直交する平面により仮想的に切断したときの座部断面が、端に向かうにつれて漸次薄くなった部分を有し、座部断面の外周線のうちの、基体の表面に接合されている線分の長さが、外周線の全長さから線分の長さを差し引いた長さよりも短い。
(もっと読む)
車両用内装材
【課題】特定の組成の樹脂原料を用いて、射出成形法により基体の表面にクリップ保持部が形成された車両用内装材を提供する。
【解決手段】基体1と、基体1の表面に設けられるとともに、クリップを保持するためのクリップ保持部2と、を備え、クリップ保持部2は、基体1の表面に、樹脂原料を用いて射出成形法により形成されており、樹脂原料には、熱可塑性樹脂(ポリプロピレン等)と熱可塑性エラストマー(オレフィン系熱可塑性エラストマー等)とが含有され、熱可塑性樹脂と熱可塑性エラストマーとの合計を100質量部とした場合に、熱可塑性エラストマーは20〜80質量部(特に30〜70質量部)である。
(もっと読む)
車両用内装材
【課題】別部品の十分な接合強度を確保して製品品質を向上させることができる車両用内装材を提供する。
【解決手段】本車両用内装材は、内装基材(天井基材2)の表面に別部品(リテーナ3、サイドクリップ4)を射出成形にて形成してなる車両用内装材(車両用天井材1)であって、内装基材の表面側には、非通気性を有する通気止め用シート層7が設けられており、内装基材には、別部品の接合面を含む表面から通気止め用シート層を貫通して孔13、15が穿設され、孔内には別部品の一部が入り込んでいる。
(もっと読む)
車両用内装材の製造方法及び射出成形装置
【課題】別部品の十分な接合強度を確保して製品品質を向上させることができる車両用内装材の製造方法を提供する。
【解決手段】本方法は、内装基材(天井基材2)の表面に別部品(リテーナ3、サイドクリップ4)を射出成形にて形成してなる車両用内装材の製造方法であって、内装基材の表面側には、非通気性を有する通気止め用シート層7が設けられており、内装基材の表面の別部品を形成する範囲に対して射出成形装置22を設置する設置工程と、射出成形装置により内装基材の表面から通気止め用シート層を貫通して孔13、15を穿設する穿設工程と、射出成形装置により溶融樹脂を孔内に供給する溶融樹脂供給工程と、孔内に供給された溶融樹脂を冷却する冷却工程と、内装基材の表面に対して射出成形装置を取り外す脱型工程と、を備える。
(もっと読む)
車両用アンダーカバー及びその製造方法
【課題】路面側の吸音性能を高めて騒音低減効果を向上させるとともに、着氷剥離力を低くし、しかも、耐チッピング性を高める。
【解決手段】車両のフロア下面を覆うように設けられる車両用アンダーカバー10は、フロア下面に沿うように加熱成形された芯材11と、芯材11の路面側に積層され、芯材11と一体成形された不織布13とを備えている。不織布13は、芯材11の加熱温度で溶融するメルト繊維を構成繊維として含んでいる。
(もっと読む)
車両用成形内装材
【課題】車両用成形内装材において、成形時に大きな変形を伴うものでも、裂け目や極薄部分が出ないような構造及びその製造方法を提供する。
【解決手段】硬質ウレタン発泡体からなる基材層11と、基材層11の両側にそれぞれ接合された第1ガラス繊維補強層12及び第2ガラス繊維補強層14と、第1ガラス繊維補強層11の外側に接合された表皮層13と、第2ガラス繊維補強層14の外側に接合された裏面層15とからなる車両用成形内装材であって、第1ガラス繊維補強層11がガラス繊維フィラメントのガラスマットからなり、第2ガラス繊維補強層14がガラス繊維フィラメントのガラスペーパーからなる。
(もっと読む)
自動車天井用基材および自動車天井材
【課題】軽量ながら好適な成形加工性を有し、寸法安定性に優れ、適度な剛性を保持し、低比熱、低熱伝導率等の熱特性に優れ、特定周波数領域に高い吸音性を示す自動車天井用基材および自動車天井材を提供する。
【解決手段】変性PPE系樹脂を押出発泡成形して得られた発泡倍率が16〜25倍、独立気泡率が80%以上、目付80〜120g/m2である発泡層10の両面に、片面目付が60〜90g/m2である非発泡層11,13を積層する熱可塑性樹脂発泡積層シートであって、室外側非発泡層13面に密度15〜30Kg/m3、厚み2〜4mmのポリウレタンフォーム層20を積層し、室内側非発泡層面に目付15〜30g/m2である表皮接着剤18を介して目付100〜200g/m2である不織布表皮材22を積層した構成の自動車天井用基材は、軽量ながら、低蓄熱性、高い断熱性能を有し、自動車天井材に必要な寸法安定性と剛性を付与出来る。
(もっと読む)
遮熱性内装材
【課題】 自動車の内装材に要求される遮熱性を有しつつ、成形、特に深絞り成形部分を有する成形に対応可能な遮熱性内装材を提供する。
【解決手段】 所定形状に成形されてなる遮熱性内装材は、基材と表層材とが積層されてなる内装材本体の基材側表面に接着剤を介して反射層11が接着された構成を有しており、上記反射層11は、合成樹脂製のベースフィルム15の一面に、粘着剤層16を介して、蒸着によって金属膜17を形成したフィルム材からなり、該ベースフィルム15を上記内装材本体側にして上記基材の表面に接着されている。
(もっと読む)
自動車用内装品の製造方法
【課題】バリア効果を備えつつ、3次元形状で曲面が多い自動車用内装品においても、気泡が封入されることがない自動車用内装品の製造方法を提供することを課題とした。
【解決手段】
表皮層6と芯材層2との間に発泡層を有する樹脂成形品からなる自動車用内装品1の製造方法に係るものである。本発明では、製造される自動車用内装品1が、表皮層6と発泡層2との間に合成樹脂からなるバリア層5をさらに有するものである。そして本発明の自動車用内装品1の製造方法は、バリア層5の原料となる樹脂原料を表皮層6における発泡層3側の面にコーティングし、表皮層6上でバリア層5を形成させる工程を包含する。
(もっと読む)
1 - 20 / 105
[ Back to top ]