
Fターム[3D023BE14]の内容
車両の内装・外装、防音・断熱 (17,020) | 構造 (3,944) | 成形品本体 (3,340) | 合成樹脂からなるもの (2,417) | 縁部処理してあるもの (37)
Fターム[3D023BE14]に分類される特許
1 - 20 / 37
樹脂成形体
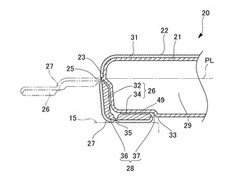
【課題】より簡単な作業で、基材の側面および裏面を表皮材で覆うことができる樹脂成形体を提供する。
【解決手段】樹脂成形体20は、合成樹脂製の基材21と、基材21の表面側に設けられる表皮材22と、基材21の側面23に一体成形されるヒンジ25と、ヒンジ25に一体成形されて基材21の裏面33に折り返される板状の折り返し片26と、表皮材22で構成されてヒンジ25および折り返し片26の表面に圧着される表皮片27と、基材21に設けられて折り返し片26を逃がす凹み28と、を有する。
(もっと読む)
車両用内装部品

【課題】低級音防止用の緩衝材を効率良く、短時間で貼り付けられ、しかも、貼着品質が安定した車両用内装部品の提供を図る。
【解決手段】ドアトリム1のフランジ2の端面に設けた溝3内に不織布テープ4の端末を木目込み処理して固定してあるため、不織布テープ4の外周縁の貼り付け位置(固定位置)がきっちりと決まる。これにより、不織布テープ4がフランジ2の表面側にはみ出したり、ドアトリム1の中央側にずらし過ぎて貼り代が少なくなる事態が回避される。
(もっと読む)
樹脂成形品の製造方法
【課題】第1層及び第2層を射出成形によって製造する場合において、第2層の端末処理作業を廃止することができる樹脂成形品の製造方法を提供する。
【解決手段】第1型40と第2型50とを型閉じするとともに、中子60を第1型40及び第2型の双方に当接させた状態とすることで、基材11を成形するための基材成形空間15を形成する第1型閉じ工程と、基材成形空間15に樹脂を射出して基材11を成形する第1層成形工程と、第1型40と第3型70とを型閉じすることで、表皮材本体部22を成形するための本体部成形空間25Aを形成するとともに、中子60を第1型40及び第3型70の双方に当接させた状態とし、表皮材折返部23を成形するための折返部成形空間25Bを形成する第2型閉じ工程と、本体部成形空間25A及び折返部成形空間25Bに樹脂を射出して表皮材21を成形する第2層成形工程と、を備えることを特徴とする。
(もっと読む)
車両用内装部品
【課題】変形やヒケの原因となる厚肉部を設けることなく、且つ針先が意匠面へ突き出すことを確実に防止しつつ、タッカー針が内装基材に適切に係止されるようにする。
【解決手段】樹脂製内装基材12の裏面20に可撓性を有する板状の打込み用リブ24が所定の傾斜角度θで傾斜する姿勢で一体に突設されており、その打込み用リブ24の上に端末部16を重ねて、それ等の端末部16および打込み用リブ24を貫通するようにタッカー針22を打ち込んで、その打込み用リブ24に係止する。打込み用リブ24は所定の傾斜角度θで傾斜しているとともに可撓性を有する一方、タッカー針22は打込み用リブ24に対して交差する姿勢で貫通するように打ち込まれるため、タッカー針22に引抜方向の力が作用した場合、打込み用リブ24の変形による拗れなどでタッカー針22の引抜きが防止され、端末部16を適切に固定することができる十分な引抜き強度が得られる。
(もっと読む)
ピラーガーニッシュの取付構造
【課題】部品点数が少なく、安価でありながら、一定の取付強度を保つことが可能なピラーガーニッシュの取付構造を提供する。
【解決手段】ピラーガーニッシュの基材裏面に一体成形された脚部と、鍔部とを設け、脚部を車体に穿設された取付孔に係止し、鍔部と車体壁部とをオープニングトリムによって固定することによりピラーガーニッシュを車体に取り付けた。その為、クリップを用いず、安価でありながら、一定の取付強度を保つことが可能なピラーガーニッシュの取付構造を提供することが出来る。
(もっと読む)
車両用ボード部材および車両用ボード部材の製造方法
【課題】外観品質を確保するとともに他部品に対する部品合わせを向上させる車両用ボード部材を提供する。
【解決手段】本発明は、芯材20を表面材30,40で挟んでボード状に形成されたボード本体10を備えた車両用ボード部材であって、表面材30,40は、ボード本体10の端部11における表面材30,40の表面同士を接触させた状態でボード本体10の内部に突出して設けられた重合部50と、重合部50からボード本体10の上面側に連なる上側折り返し部31と、重合部50からボード本体10の下面側に連なる下側折り返し部41とを備えて構成されており、上側折り返し部31と下側折り返し部41は、重合部50において芯材20側に凹んだ形態で互いに連なる構成としたところに特徴を有する。
(もっと読む)
トリム
【課題】軽量化を図ることができながら、車室内への埃などの進入を防止することができる、自動車のトリムを提供する。
【解決手段】デッキサイドトリム9では、可撓性を有するシート状部品10の前端縁部13に樹脂からなるドア側部品11の後端縁部14が車室内側から対向し、その後端縁部14の後端縁がシート状部品10に当接する。そして、ドア側部品11における車室外側の面には、シート状部品10の前端縁部13に沿って延びる壁部16が一体的に形成されている。
(もっと読む)
表皮付き自動車内装成形品の表皮シール構造および表皮付き自動車内装成形品
【課題】表皮付き自動車内装部品の表皮の積層成形において、表皮の成形材料のキャビティからの洩れを防止するための省スペースとしたシール構造を提供するとともに、該シール構造を他の部品との組み付け構造に利用して、シール部および組み付けに必要な部位を小さくして、省スペース化した組み付け部を具備する自動車内装部品を提供すること。
【解決手段】金型に基材を配置し、他方の金型により型閉めした後、表皮材料を注入して表皮層を形成する表皮付き成形品の製造方法において、該基材の少なくとも一部の端縁部には形成する表皮層表面側に対して略レの字状に間隔を隔てつつそれに被さる延長部を有し、前記他方の金型は前記基材の延長部の該略レの字状の間隔に対応する形状を具備し、該金型の該形状面と基材端縁部との間の前記略レの字の斜面部位において表皮成形材料をシールするシール構造を形成する表皮付き成形品の製造方法、およびその成形品。
(もっと読む)
遮蔽板およびその遮蔽板を備える車両構造
【課題】外力が加わる部位に関わらず屈曲して、衝撃を確実に吸収することができ、しかも、形状に関わらず生産効率を向上させることができる遮蔽板、および、その遮蔽板を備える車両構造を提供すること。
【解決手段】遮蔽板1に、平板状部材2と、平板状部材2の全面にわたって形成され、衝撃力Iが加わることによって屈曲する脆弱部8とを備える。これにより、衝撃力Iがどの部位に加わっても脆弱部8において、平板状部材2を屈曲させることができ、しかも、平板状部材2をどのような形状に形成しても、衝撃力Iを脆弱部8に作用させることができるので、衝撃力Iを確実に吸収することができるとともに、生産効率を向上させることができる。
(もっと読む)
天井材の端末構造
【課題】簡易な構造でありながら、天井材の開口端末部を引っ張ることによる天井材の折れを防止することができる天井材の端末構造を提供すること。
【解決手段】天井材の端末構造1において、天井材2は、基材3と表皮4とからなり、サンルーフ61に対応する開口部20を有し、開口部20の周縁に補強材5が配設されている。補強材5は、開口部20の周縁において、基材3の基材裏面302及び基材3の基材端面303を覆うように配設されていると共に、基材3の基材端面303から突出するように延設され、基材3の基材端部32よりも厚みが小さい補強延設部51を有する。補強延設部51は、表皮4を基材3の基材端部32から延出させてなる表皮延出部41に包み込まれるように覆われ、表皮延出部41に覆われた補強延設部51の先端部511が開口端末部21となっている。開口端末部21は、サンシェード62のハウジング部材63に近接している。
(もっと読む)
表皮材、および内装品
【課題】内装品の本体への取付作業を軽減させると共に、意匠上の制約を受けることなく、内装品の外観の見栄えをよくすることができる内装品用の表皮材を提供する。
【解決手段】車両用内装品1の本体20を被覆するためのシート状の表皮材10において、表皮材10の表面に長手方向に沿って溝部11を形成すると共に、その溝部11の横側に、溝部11に沿ってステッチ12を設ける。また、溝部11の底部には、長手方向に沿って、所定の間隔で複数の凸状のリブが形成されている。
(もっと読む)
成形体の製造方法及び製造装置
【課題】端部を180度折り返した際にも折り返した後の端部の頂点の高さが一定となる成形体の製造方法及び製造装置を提供する。
【解決手段】本発明の成形体の製造方法は、ワーク2の端部2aを加熱手段3により加熱する加熱工程と、第1ブロック5が押圧することによりワークの端部を略垂直に折り曲げる1次折曲工程と、第2ブロック6が押圧することにより略垂直に折り曲げられた部位2bを更に折り曲げて折り返す2次折曲工程と、を備えた成形体の製造方法であって、2次折曲工程において、略垂直に折り曲げられた部位の角部2cに規制部材7を押し当てることにより、更に折り曲げる際に規制部材7が折り曲げられた部位2bの角部2cを押圧して角部2cの高さを規制することを特徴とする。
(もっと読む)
成形体の製造方法及び製造装置
【課題】ワークの端部が加熱により軟化した際に倒れることを防止することができる成形体の製造方法及び製造装置を提供する。
【解決手段】本発明の成形体の製造方法は、ワーク2の端部2aの一面を加熱する加熱手段3と、前記端部の他面を支持する支持部材4と、を備えた装置1により成形体を製造する成形体の製造方法であって、支持部材4により端部2aを支持した状態で加熱手段3により端部2aを加熱する加熱工程と、端部2aが加熱により軟化した後、支持部材4端部2aを折り曲げる折曲工程と、を備える。
(もっと読む)
作業機械の吸音材の製造方法
【課題】作業機械の吸音材の製造方法に関し、耐熱性,撥水性及び良好な吸音特性を確保しつつ、付着性をも向上させる。
【解決手段】
ガラス繊維集合体のグラスウールからなる吸音素材と、該吸音素材を被覆する表皮材と、を備えた作業機械の吸音材の製造方法であって、複数のガラス繊維を網目状に編み、ガラスクロスを形成するガラスクロス形成ステップA10と、該ガラスクロスにシリコーン防水加工を施してシリコーン系撥水層を形成するシリコーン系撥水層形成ステップA30と、該シリコーン系撥水層を有するガラスクロスを該表皮材として該吸音素材に接着する接着ステップA40とを備える。
(もっと読む)
車両用内装材
【課題】 本発明は、車両用内装材の加飾表皮をドアトリムの後端末までの設定にすることより、見栄えを向上することができ、また貼付け性及び、品質に優れた車両用内装材を提供する。
【解決手段】 本発明の車両用内装材は、車体パネルの車室内側を内装する内装材本体と、前記内装材本体の端部に設けられた外周壁と、前記内装材本体に設けられ、一部が前記内装材本体の端部に隣接する箇所に設けられた環状の溝部と、端末部分が前記環状の溝部に差し込まれ前記内装材本体に貼り合わされる表皮と、を備え、前記溝部は、前記内装材本体の端部に隣接する部分の一方の内壁が前記外周壁により構成され、前記内装材本体の端部に隣接する部分に、成形時に、前記外周壁にできる凹部が発生するのを防止するために前記内装材本体の裏面側に貫通する貫通孔が形成されている。
(もっと読む)
自動車用内装部品
【課題】樹脂成形体(ロアートリム)への積層構造体(アッパートリム)の固定点を少なくしたとしても、積層構造体の折曲部への表皮材の回り込み部と樹脂成形体の段差部との間の隙間を視覚的にV溝感が無きように構成した。
【解決手段】アッパートリム2の樹脂芯材2aの側端部を折曲し、折曲部2a−1を樹脂芯材2aに張設される表皮材2bの端末を巻き込むことによって回りこみ部2b−3を形成した状態で、表皮材2bを樹脂芯材2aの裏面側に張設し、また、ロアートリム3に段差部3a−1を設け、段差部3a―1におけるロアートリム3の角部にアッパートリム2側に突出する小突起部3cを形成し、小突起部3cにより表皮材2bに圧潰薄肉状部2b−2を形成することによって、ロアートリム3の段差部3a−1と表皮材2bの回り込み部2b−3とが略面一に連続するように、アッパートリム2をロアートリム3に装着した。
(もっと読む)
内装部品縫製部構造
【課題】主に、縫製部の有無に拘らず共通の芯材を使用し得るようにする。
【解決手段】表皮材22とクッション材23と芯材24とを表面側から順に有する少なくとも三層構造の内装部品21が設けられ、内装部品21が、表面に、表皮材22の合せ目と成る縫製ライン25と、縫製ライン25の側部に沿って延びる側部縫製線部26とを有する縫製部27を備えた内装部品縫製部構造であって、表皮材22の裏面側にクッション材23を予め貼付けて成る複層シート31を設けると共に、複層シート31を芯材24の表面に貼付けることによって内装部品21を構成し、複層シート31にクッション材23を平らに押潰して成る押潰部33を設けると共に、縫製部27を押潰部33またはその周辺に形成し、縫製部27を、芯材24の凹部のない芯材平坦部分34に貼付けて、凹凸のないフラット状縫製部35を構成するようにしている。
(もっと読む)
車両のドア構造
【課題】ドア本体とドアサッシとの結合によって生じる隙間を原因とする騒音の発生を防止する。
【解決手段】ドアインナパネル12とドアアウタパネル11とからなるドア本体10に、ドア本体10とは別体に形成されたドアサッシ20が結合される。インナパネル12の車室内側面に取付けられたドアトリム30が、ドア本体10とドアサッシ20との結合部位との間に隙間Sを有している。隙間Sを埋めるパッド部材50が設けられる。ドアトリム30には、パッド部材50を上方から押圧する押圧部32aが形成されている。
(もっと読む)
成形された車両用防音パネルおよびその製造方法
約50から80パーセントの溶解性接着性繊維と、約20から50パーセントのステープルファイバーとの第一層部と、約20から50パーセントの溶解性接着性繊維と50〜80パーセントのステープルファイバーとの第二層部とを有する乾燥処理およびニードリングされた繊維状複合材料および、少なくとも溶解性繊維部分は、実質上連続的に形成する第一層部の再固化した接着性繊維や、第一層部の表面に一体化して結合した準不透過性の高密度スキンからなる再固化に関し、この成形された複合材料は、その領域の支配を超えて、約12から22lbs/立法フィート(192から352kg/m3)の密度となる熱および圧力で成形状態にあり、成形されたパネルは自立できるほど十分に硬質である。  (もっと読む)
(もっと読む)
表皮付発泡成形部材、および表皮付発泡成形部材の製造方法
【課題】巻き込んだ表皮に剥がれや浮きなどの不具合が発生しない表皮付発泡成形部材を提供する。また、そのような表皮付発泡成形部材の製造方法を提供する。
【解決手段】ドアトリム10(表皮付発泡成形部材)は、折り曲げ部23を介して折り曲げ自在となった芯材20と、芯材に向かい合う表皮30と、芯材と表皮との間の空間に充填される発泡体40と、表皮および発泡体と一体となっているとともに折り曲げ部を介して表皮を表側にして折り曲げられた芯材を、固定する固定部材50と、を有している。芯材は、折り曲げ部を境に本体部21と延長部22とに分けられ、折り曲げ部を介して折り曲げられた延長部は、本体部に対して固定部材によって固定されている。
(もっと読む)
1 - 20 / 37
[ Back to top ]