
Fターム[3D114AA01]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | 目的、効果 (1,242) | 組付、組立て、取外精度の向上 (135)
Fターム[3D114AA01]に分類される特許
101 - 120 / 135
組付け精度計測システム

【課題】 生産ラインにおいて組付けがおこなわれる中間完成品の全数に対して、効率的かつ高精度に隣接部品間の組付け精度を計測することのできる組付け精度計測システムを提供する。
【解決手段】 生産ライン10を構成するコンベア5を跨ぐように各部品組付け場に設置された門型架構2,2,…にそれぞれレーザーセンサ3a,3b,3cが設置されており、さらに、中間完成品aの所望の計測部位を確実にセンシングするために所定地点から計測部位までの所要時間がタイマー制御され、該タイマーのスタートはリミットスイッチ4b、4c、4dを押出すことによって開始される。門型架構にはモニター23が設置され、各部品組付け場における計測部位の計測結果が随時確認できる構成となっている。コンベア5上をランダムに搬送される車種は、コンピュータ6に伝送された車種情報に基づいて確認でき、車種に応じてタイマー制御のタイマー調整がおこなわれる。
(もっと読む)
ワーク位置決め支持装置

【課題】複数の位置決め手段47の中からワークWに対応した位置決め手段47への選択切換を容易に行うことができるワーク位置決め支持装置30を提供する。
【解決手段】溶接ガン10の一対のガンアーム12、13による係止部と往復移動部とを挟持する挟持動作により往復移動部51を往復移動方向一方側へ移動させ、運動変換手段61を介して回転部41を正転させる。そして、回転部41に放射状に突設された複数の位置決め手段47の中からワークWの種類に応じた位置決め手段47を回転部41から上方に向かって突出する位置に配置する。
(もっと読む)
自動車のドア建付治具
【課題】
構造を簡素化し軽量化を図り、治具重量バランスの改善と、建付バラツキを抑え、建付作業性を向上した自動車のドア建付治具を提供する。
【解決手段】
フロントピラーとセンタピラー間におけるサイドシェルと平行に位置決めされる横杆2と、この横杆2の前端と後端に固定されており車体に差し込まれる治具位置決めピン4、6と、横杆2の長手方向に間隔を置いて設けられており、ドアインナパネルに明けられている複数の基準穴にセットする複数の基準ピント10a10bと、横杆2の前方部位に設けられておりドアインナパネルに吸着する前方治具振れ止めマグネット8a、8bと横杆2の後方部位に設けられており車体の吸着する後方治具振れ止めマグネット8c、8dとから構成されている。
(もっと読む)
部品取付方法及び同装置
【課題】 人手による部品取付けも可能とした自動化を図る。
【解決手段】 ナット部材36を有するドアガラスを、だるま状穴51を有するウインドレギュレータのアッパガイドレール24に取付ボルト37で締付けることにより取付ける部品取付方法であって、(c)に示すように、だるま状穴51をナット部材37に重なるように移動させる工程と、(d)に示すように、取付ボルト37をだるま状穴51に貫通させた状態でナット部材37に仮締めする工程と、(e)に示すように、だるま状穴51を移動させ、だるま状穴51の長穴56の端部56aを取付ボルト37のねじ部37bに当てる工程と、(f)に示すように、取付ボルト37をナット部材36に本締めする工程と、を備えた。
(もっと読む)
製品搬送台車、ロボット位置計測システム及びその計測方法
【課題】 製造ラインにおけるロボットの作業点を高精度で計測するとともに、作業性及び安全性の向上を図る。
【解決手段】 作業対象製品を載置して搬送レール上を搬送する製品搬送手段10を所定位置に停止させる。作業対象製品の設計指定位置9を目標に製品製造用ロボット12の作業部15を移動させ、製品搬送手段10に固定設置された計測手段11により上記ロボット12の作業部15の位置を計測する。そして、ロボット12の作業部15の位置と設計指定位置(指定点9)との誤差を計算し、その誤差に基づいて、ロボット12の作業部15の位置が設計指定位置に一致するようロボット12に対し補正指示を出す。
(もっと読む)
成形ガスケットを取り付ける方法及びそのために用いられるガスケット
【課題】 それ用に特化したデュアルデュロメーターガスケットを基板に取り付ける方法を提供する。
【解決手段】 本発明の方法は、溝部分が形成された取付具を利用し、その溝部分にデュアルデュロメーターガスケットを填め込みかつ例えば真空によって適所に保持する。或いは、取り外し可能な成形型を溝部分に填め込むこともあり、取り外し可能な成形型にはエラストマー部材/ガスケットを填め込む。取付具のガスケットが填め込まれた溝部分上に、適切な基板を正確に配置する。基板には接着促進プライマを塗布し、ガスケットまたは基板には接着剤を塗布して、持ち上げる力(揚力)を加えたときにガスケットが溝部分から持ち上げられて基板に接着密着するようにする。 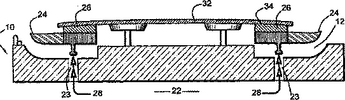 (もっと読む)
(もっと読む)
自動車用ドアパネルを組み立て溶接するための方法及び装置
第1の組み立てステーション20において、パネルの構成要素10,10’を、パネルを担持するための、パネルの形状に適合した外形を有する台車14,15の上に組み立てて配置する。パネルの構成要素を載せた台車を、自動的に溶接ステーション20’へと搬送する。このステーションにおいて、複数の自由度でもって移動可能な溶接ヘッド35を自動的に位置付けて方向付け、さらに必要に応じて、溶接ヘッドの形状を自動的に変更する。組み立てられて溶接されたパネルを載せた台車を、自動的に取り外しステーション20”へと搬送する。このステーションにおいて、組み立てられて溶接されたパネルを取り外し、無負荷のプレートあるいは台車を、取り外しステーションから最初のステーションへと自動的に戻す。これらの自動的に実施される作業を、パネルの設計仕様に依る処理順序にしたがって適合可能且つプログラム可能な形に調整する。  (もっと読む)
(もっと読む)
粘着テープ貼付け方法およびこれを用いた粘着テープ貼付け治具
【課題】 ワークの粘着テープ貼付け対象面に貼付けられた粘着テープのはみ出し部分をワークの端辺に沿って折り返して貼り付けるとき、気泡の巻き込み残留を発生することなく、かつ、能率よく端辺への折り返し貼付けを行う。
【解決手段】 治具本体1をワークFの端辺e係合案内してワーク長手方向に沿って移動させ、ワークFからはみ出たテープ部分tを治具本体1に備えた第1押圧部で端辺eの頂部に先行して押圧しながら折り返すとともに、折り返したテープ部分tを治具本体1に備えた第2押圧部3で端辺eの背面s’に後行して押圧する。
(もっと読む)
車両組付け精度管理方法
【課題】 完成車両の組付け精度に影響を与える車両構成部品や車両構成部材(サブアッシー)を特定しながら、該車両構成部品の製品精度や該車両構成部材の組付け精度を集中管理することにより、完成車両の安定した組付け精度管理を実現することのできる車両製造ラインの組付け精度管理方法を提供する。
【解決手段】 複数の車両構成部品や車両構成部材同士が組み付けられて完成車両が製造される車両の製造ラインにおいて、それぞれの車両構成部品や車両構成部材ごとに、適宜の組付け位置を測定するとともに組付け位置データとし、それぞれの組付け位置データを説明変数とし、最終または中間の完成車両の組付け精度を表す基準組付け位置データを目的変数とし、この説明変数と目的変数に基づく回帰分析をおこなうことで、寄与率の相対的に高い部品や車両構成部材を特定するとともに、目的変数を適宜の組付け精度に調整する方法である。
(もっと読む)
ワーク作業装置
【課題】 ワーク作業装置において、治具パレットに対するワークの位置決め保持及び保持解除を簡単に行うこと、ワークの反転を容易に短期間で行うこと、作業機に対してワークを確実に位置決めすること、複数種類のワークに対して治具パレットを共通の構成にできるようにすること、設備コストを抑えること、等である。
【解決手段】 ワーク作業装置1は、ワークWに着脱可能に固定された治具部材3、治具部材3を上方から抜き差し可能に位置決め保持する1対の保持部21を有する治具パレット4、治具パレット4に保持された治具部材3を1対の保持部21から上側へ引抜いてワークWを反転させ、治具部材3を1対の保持部21に挿入可能に構成された反転装置、治具パレット4に治具部材3を介して保持されたワークWを持ち上げて作業機2に対して位置決めする位置決め装置を有する。
(もっと読む)
車両のサスペンション搭載方法及び搭載装置
【課題】 作業者による工数を減らし、作業効率を高められる車両のサスペンション搭載方法及び搭載装置を提供する。
【解決手段】 車両を吊り上げて搬送する搬送ハンガー10と、リヤサスペンションを昇降可能に搭載して搬送する搬送リフターとを備え、搬送リフターがリヤサスペンションを持ち上げて車両に組み付けるサスペンション搭載装置において、搬送ハンガー10と搬送リフターが移動する領域に沿って延びるガイドレール50を設置し、このガイドレール50に従動して車両を押さえる車両押さえ機構30を搬送ハンガー10に備え、車両押さえ機構30が車両を押さえた状態で搬送リフターがリヤサスペンションを持ち上げて車両に組み付ける構成とする。
(もっと読む)
ワーク脱荷方法、ロケート装置およびワーク位置決め装置
【課題】 ワーク脱荷に好適なワーク脱荷方法、ロケート装置およびワーク位置決め装置を提供する。
【解決手段】 ワークWに形成されたロケート穴W1にロケートピン3を挿入し、ロケートピン3根元部のワーク着座面21にワークWを着座させることによりワークWを位置決め支持するロケート装置1であって、前記ワーク着座面21からワークWのロケート穴W1周縁部をロケートピン3先端側へ押圧して離脱させるワーク脱荷手段(エジェクト手段6)を備えるようにした。
(もっと読む)
組付け調整装置および部材の組付け方法
【課題】 全ての部材や組付け部品が組み付けられる前段階で部材と組付け部品の間の隙間を所望の隙間に調整することにより、隙間のばらつきを組付け段階で調整することのできる組付け調整装置および部材の組付け方法を提供する。
【解決手段】 組付け部品と同一または略同一の外郭形状を有し、部材の少なくとも一つに対して相対的に位置決めされる位置決め部4と、外郭と部材との間の隙間を測定する測定手段3とを少なくとも備えた組付け調整装置1であり、組付け部品を組付ける前段階で、該組付け調整装置1を2以上の部材からなる空間内に仮組付けするとともに組付け調整装置1と部材との間の隙間を測定し、必要な場合には隙間の調整をおこなうものである。
(もっと読む)
配管または配線類の取付構造およびその形成方法
【課題】
配管または配線類を車体側被接続部に接続するときに使用する接続治具を、接続終了後に取外すことが可能な配管または配線類の取付構造を提供する。
【解決手段】
第一接続治具3および第二接続治具4を引き込み方向に移動させてホース1および電線2とホースコネクタ1aおよび電線コネクタ2aとを一括して接続し、第一接続治具3および第二接続治具4を組み合わせて接続部から引き抜いて取り外す。
(もっと読む)
フロントアクスル持ち上げ装置
【課題】 簡単な構成で、フロントアクスルを精度良く容易に持ち上げることができ、しかも、耐久性の優れたフロントアクスル持ち上げ装置を提供する。
【解決手段】 フロントアクスル持ち上げ装置は、フロントアクスル1のアッパーサポート10をボデー2に締付固定するに際して、フロントアクスル1を持ち上げてアッパーサポート10をボデー2の孔2aに挿通させるためのもので、フロントアクスル1を支持するアーム5と、このアーム5を持ち上げ駆動する持ち上げ駆動部と、を備えており、この持ち上げ駆動部に電動ウィンドレギュレータ6を用いている。そして、電動ウィンドレギュレータ6の電源に着脱可能な充電式電池36を用いている。
(もっと読む)
スプライン嵌合による回転軸体の組み付け方法
【課題】 スプライン嵌合をより容易かつ確実にするスプラインによる回転軸体の組み付け方法を提供する。
【解決手段】 エンジン2の出力軸5、または、出力軸5に対面して進退自在に保持されたトランスミッション4の主軸6を緩速度で回転させながら、第1のエアシリンダ8によってトランスミッション4を前進させ、出力軸5と主軸6とをスプライン嵌合により組み付ける方法であって、トランスミッション4の主軸6の位置を検出する位置センサ10を設け、主軸6が嵌合の成功を示す所定の嵌合位置を通過することなく、トランスミッション4の前進が停止した場合には、第1のエアシリンダ8の推力を切断する推力切断工程と、第1のエアシリンダ8に再び推力を投入して、トランスミッション4を前進させ、スプライン嵌合を試みる再接合工程とを備え、推力切断工程と再接合工程とを所定の回数繰り返すことを特徴とする。
(もっと読む)
車両用部品位置決め治具
【課題】 作業性を向上できると共に取付位置の精度を向上できる車両用部品位置決め治具を提供する。
【解決手段】 車両用部品を車両20に取り付ける際に用いられる治具1は、記車両20の高さ方向に対して位置を規定する第1係止部4と、前記車両20の高さ方向に対して直交する方向の位置を規定する第2係止部5とを備える。第1係止部4と第2係止部5のうち少なくとも一つは、車両本体22とドア21との間に固定される。治具1は、板状部材から形成される。これにより直交する二方向の位置決めを同時に行なえ、作業を簡単にすることができる。
(もっと読む)
サッシュ部材把持位置決め装置
【課題】 予め設けられたサッシュ部材に別のサッシュ部材を連結するときに、予め設けられたサッシュ部材の組付誤差を吸収でき、構造が簡単で位置決めが容易なサッシュ部材把持位置決め装置を提供することにある。
【解決手段】 搬送装置21に取付けた機台25と、この機台25にロアサッシュ11を把持するために取付けた第1把持装置26と、この第1把持装置26の中間部にフローティング自在に且つ原位置復帰自在に取付けた第2フローティング機構32と、このフローティング機構32に取付けた第2把持装置33と、これらの第1把持装置26及び第2把持装置33で把持した状態のロアサッシュ11の一端部11hをドア側のサッシュの端部に対して位置決めするために、ドア側のサッシュに設けた連結部に嵌合自在に第2フローティング機構32に設けた位置決め片117と、を備えた。
(もっと読む)
自動車の車体部材接合方法
【課題】 車体部材の接合部に適量の接着剤を塗布して所期の高い接合強度を得つつ、重ね合わせ挟持加圧した両接合部間から接着剤が接合部の外方側にはみ出すことを確実に抑制できる、自動車の車体部材接合方法を提供する。
【解決手段】 接着剤塗布工程において、一方の車体部材10の接合部11に熱硬化型の接着剤15を塗布し、接着剤塗布工程と並行して行うエア吹付工程において、接合部11に塗布された接着剤15に冷却用エア16を接合部11の外方側から吹き付けて、接着剤15の粘度を高めると共に接着剤15の層厚が接合部11の外方側部分に比べて内方側部分の方が厚くなるように接着剤15を偏在させ、その後、接合工程において、一方の車体部材10の接合部11に他方の車体部材20の接合部21を重ね合わせ、これら接合部11,21を溶接用電極により挟持加圧して溶接する。
(もっと読む)
ドア用検査装置およびその方法
【課題】車両のスライド型ドアのドア閉じ性能を評価するためのドア用検査装置および方法を提供する。
【解決手段】ドア用検査装置10は、スライド型ドアに取り付けられて加速度を測定する加速度センサ100と、ドアが並進移動する際の速度を加速度に基づいて算出し、ドア閉動作に伴って変化する速度を処理して前記ドアの挙動を解析して、閉じられたドアのドア閉じ状態を解析結果に基づいて判定するプロセッサ250と、を有する。
(もっと読む)
101 - 120 / 135
[ Back to top ]