
Fターム[3D114AA01]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | 目的、効果 (1,242) | 組付、組立て、取外精度の向上 (135)
Fターム[3D114AA01]に分類される特許
61 - 80 / 135
ワークの接合方法

【課題】エネルギーを付与するための工数増加を防止しつつ、より確実に接着要部の接着強度を確保すること。
【解決手段】外部から付与されたエネルギーによって内部エネルギーを自己発生させて連鎖的に硬化する連鎖反応型の接着剤4によって接合される一組のワークWの何れかの接着要部に、複数列の接着剤4を塗布する塗布工程と、複数列の接着剤4が塗布されたワークWと、該ワークWの相手方のワークWを重ね合わせて、複数列の接着剤4のうち、隣接するもの同士を混一にする混一工程と、混一にされた接着剤4に硬化のためのエネルギーを付与して、接着剤4を硬化させる硬化工程とを備えている。
(もっと読む)
制振材塗布方法及び制振材塗布装置

【課題】制振材が被塗布面の一面に均一に塗布することができると共に、被塗布面に制振材が塗布されるパネル状部材のNV性能及び剛性を確保することが可能な制振材塗布方法及び制振材塗布装置を提供する。
【解決手段】ノズル1の吐出口5を8角形に形成して、この吐出口5から制振材を押し出すように吐出して塗布する。これにより、空気を含まない密な制振材を塗布することができ、パネル状部材のNV性能及び剛性を高めることができる。また、横断面形状が一定のばらつきがない表面が滑らかな制振材の膜をパネル状部材の被塗布面上に形成することができる。
(もっと読む)
自動車用開閉体の建付精度評価方法
【課題】インラインでのサイドドアの全数検査が可能であって、ボデイに実際のサイドドアを組み付けることなく、組み立てられた実際のサイドドアの建付精度の評価に同じく実際に生産されたボデイ側のドア開口部の形状を反映させて、ドアの建付精度の評価結果の信頼性向上を図った方法を提供する。
【解決手段】組み立てられたサイドドアDrまたはDf単独の実測データと、同じく組み立てられたボデイ単独での実測データとを、データ処理装置23においてボデイ座標系のドアヒンジ取付穴を基準に互いに突き合わせて、サイドドアのパーティング部での建付精度を演算・解析する。
(もっと読む)
横方向下部構造部材と技術的フロントパネルの取付け方法
本発明は、少なくとも1つの横方向の車体下部構造部材(12)と、横方向に対向配置された2つのレール(20)、及び横方向に対向配置された2つの部品(22)、特に自動車ヘッドライトを保持するための枢着部材を有するフレーム構造部材(18)の縦方向端部(16)に取付けられる技術的フロントパネル(14)とを、自動車(10)に取付けるための方法に関し、この方法は、フレーム構造部材(18)の横方向で対向する部品(22)上の垂直位置に、技術的フロントパネルを配置する少なくとも1つのステップと、上記部品(22)上で技術的フロントパネル(14)を横方向に位置決めするステップとを有することを特徴とする。 (もっと読む)
蓋物部材の取付方法及び同装置
【課題】車体と蓋物部材との左右の隙間を揃えることができる蓋物部材の取付方法を提供することを課題とする。
【解決手段】図(a)に示すように、車体11の後部開口57へ、後部第1のロボット26でトランクリッド25を近接させる。(b)に示すように、後部第1のロボット26でトランクリッド25を支えながら、第2のロボット21、22に付設したレーザ照射器34とカメラ35とで、左の隙間C1及び右のC2隙間を測定する。(c)において、左右の隙間がほぼ同一のC3、C4になるように、左右移動機構39にてトランクリッド25を左又は右へ移動する。次に、第2のロボット21、22に付設した締結機構32、32でヒンジ連結具を車体に締結する。
(もっと読む)
粘着テープ貼付け装置
【課題】屈曲したワークに略同形状の粘着テープを連続的に精度よく貼り付けることのできる粘着テープ貼付け装置を提供する。
【解決手段】ワークWに上方から係合して転動移動するガイドローラ3,5,6,7と、ワークWに下方から係合する挟持ガイドローラ9でワークWを上下方向に挟み込むよう構成し、粘着テープTをテープ貼付け面Sに弾性押圧して貼り付ける貼付けローラ2と、粘着テープが貼付けローラ2から離反するのを阻止する離脱防止用のテープガイド16とを備え、テープガイド16によって形成されるテープ挿通間隙cのテープ幅方向の上端を開放するとともに、テープ挿通間隙cの下端に、粘着テープTの下側縁を受止め案内するテープ位置決め部17を形成する。
(もっと読む)
接着剤塗布装置
【課題】本発明は、接着剤の塗布幅を小さな幅に保ち、且つ、接着剤の断面形状を一定に保つことことを可能にする接着剤塗布装置を提供することを課題とする。
【解決手段】接着剤塗布装置61は、本体を兼ねる収納部67と、この収納部67に鉛直方向に配置するとともに軸受部68を介して回動可能に設ける円筒状のガン69と、このガン69の回転角を検出するエンコーダ71と、ガン69をギヤ72a、72bを介して回転させるガン回転手段73と、を備える。ガン69を構成する円筒74の先端を形成するガン先65には、1個の切欠部75が設けられ、切欠部75が塗布軌跡に合致するようにガン回転手段73を作動させる制御部76が備えられている。
(もっと読む)
ワーク保持装置
【課題】種類の異なる複数の治具を本体部に取り付け可能にする場合に、治具の取付位置の精度を高めるとともに、その取付作業性を良好にする。
【解決手段】ドアD1を構成する部材100〜103を位置決めして保持するための治具G1〜G9が取り付けられる複数の治具取付器10を本体部11に固定する。治具取付器10には、治具G1〜G9に設けられた固定用プレート30に係脱するボールと、このボールを駆動する駆動機構とを設ける。駆動機構によって、ボールを固定用プレート30に係合した状態と係合しない状態とに切り替える。ボールを固定用プレート30に係合させたときに、固定用プレート30を治具取付器10に対し位置決めする。
(もっと読む)
インパクトレンチの空気圧調整方法及び管理方法
【課題】車輪の脱落事故の軽減に大きく寄与するインパクトレンチの空気圧調整方法及び管理方法を提供する。
【解決手段】調整用ハブ4に突設した調整用ハブボルト3と調整用ナット5を使用する。所定の空気圧に設定したインパクトレンチ1により調整用ハブボルト3に螺合させた調整用ナット5を締め付けてホイールWを調整用ハブ4に締結する。締結時の調整用ハブボルト3に発生した軸力を測定する。測定した軸力の値が予め決められた所定の軸力の範囲外にある場合にはインパクトレンチ1の空気圧を調整し、測定される軸力の値が予め決められた所定の軸力の範囲内に入るようにする。
(もっと読む)
部品位置決め装置
【課題】部品組付け対象物に部品を位置決めする際に、部品組付け対象物と部品の間に位置ずれが生じることがない部品位置決め装置を提供する。
【解決手段】車体に対して、サイドカーテンエアバッグを位置決めする部品位置決め装置であって、エアバッグをセットするセット治具2と、セット治具2を搬送するアシスト搬送手段4と、アシスト搬送手段4とセット治具2を連結するフローティング機構6を備え、セット治具2には車体の基準孔に位置決めピンを嵌合する位置決め機構5と、車体に対して位置決めピンの挿入方向と略逆方向に押圧する挟持手段31と、エアバッグの特定部位を車体の取付孔に押し込む押込手段32を設けた。フローティング機構6は、エアダンパを膨らませることによりロック状態にし、エアダンパを縮ませることによりフローティング状態にし、それらが切替自在である。
(もっと読む)
自動車用部品の建て付けバラツキ予測方法
【課題】高精度での建て付け成立性の検証を行なうことができるように、部品剛性を考慮した自動車用部品の建て付けのバラツキを予測する方法を提供する。
【解決手段】各部品の図面データに基づいて公差解析によって各部品のバラツキ値を取得する第一の段階S2と、第一の段階S2によって得られた各部品のバラツキ値を部品データとして、バラツキを持った各部品の有限要素解析モデルを作成し、これらの有限要素解析モデルを相互に組み付けるようにFEM解析を行い、FEM解析によって変形を考慮したバラツキ値を取得する第二の段階S3と、を含む。
(もっと読む)
ウィンドウガラス取付装置及びウィンドウガラス取付方法
【課題】作業者が一人で、ウィンドウガラスの車体に対する位置合わせを行い、車体へのウィンドウガラス取付作業を行うことを可能にする。
【解決手段】本発明のウィンドウガラス取付装置は、ウィンドウガラス保持具に保持されたウィンドウガラスを作業者が車体の所定の取付位置に位置決めして取付ける際に、作業者の車体に対するウィンドウガラスの取付作業を容易にする。このウィンドウガラス取付装置では、ウィンドウガラス保持具に取付けられた2つのカメラが、ウィンドウガラス保持具で保持されたウィンドウガラスの左右端をそれぞれ撮像する。撮像された画像の一方のみが左右鏡像反転されてモニタ150に表示される。
(もっと読む)
パネルの組立て方法
【課題】 アウターパネルとインナーパネルとを合せて溶接する際に、シーリング剤のずれの有無を容易に発見することができるパネルの組立て方法を提供する。
【解決手段】 アウターパネル3の合せ部3aに沿って、シーリング剤9を塗布する。次いでアウターパネル3とインナーパネル4とを合せ、その後、アウターパネル3をインナーパネル4から引き剥がす。すると、インナーパネル4の合せ部4aに、アウターパネル3の合せ部3aに塗布されたシーリング剤9の一部が転写される。この転写されたシーリング剤9の位置或いはシーリング剤9の有無を目視することで、適切な箇所にシーリング剤9が塗布されているか否かを判断する。
(もっと読む)
車両用シートの位置決め構造
【課題】視認困難な状態でも、位置決めピンを位置決め孔内に容易に挿入できて、シート本体を車室内へ据え付ける際にこれを迅速かつ適正に位置決めすることができる。
【解決手段】 シート本体Sのシートレッグ1の下面に突設された位置決めピン14と、車室の室壁Wに突設されてシートレッグ1の側面を当接させ、当該シートレッグ1を室壁Wに直交する方向で位置決めする位置決め部2と、車両ボデー側に設けられて室壁Wに沿う方向へ延び、当該室壁Wに直交する方向で位置決めされたシートレッグ)の位置決めピン14を、これが嵌入する位置決め孔5に向けて室壁Wに沿う方向で案内する案内部3とを備える。上記案内部3は外周縁にガイド壁31を形成した開放容器状に成形されて、ガイド壁31に囲まれた底面を、位置決めピン14の先端を当接させるガイド面3aとなし、かつ位置決め孔5を、ガイド面3aに開口させる。
(もっと読む)
自動車の車体組立方法
【課題】車体各部を組み付ける際に、フロアアッセンブリの後端部に高さ方向に基準となる部材を設定して、その基準部材を基にボディサイドアッセンブリを組み付けることにより、車体各部の組付精度やバックドアの高い建付け精度を確保できる自動車の車体組立方法を提供する。
【解決手段】バックピラーインナ10とリヤルーフレールインナ11を門型に一体に形成したバックピラーインナアッセンブリ1を、フロアアッセンブリ2の後端部のリヤクロスメンバ22の両端部に結合し、このバックピラーインナアッセンブリ1を基準としてボディサイドアッセンブリ3やルーフパネル42を順次結合したので、ボディサイドアッセンブリ3の車幅方向の位置精度を高めて車体各部の組付精度を確保し、かつ、バックピラーインナアッセンブリ1とリヤクロスメンバ22とによってバックドア開口部の精度を高めてバックドアの建付精度を高くすることができる。
(もっと読む)
車両用ウエザーストリップ取付装置
【課題】ウエザーストリップの取り付けを確実且つ低コストに行うことができる車両用ウエザーストリップ取付装置を提供する。
【解決手段】車両用ウエザーストリップ取付装置10は、車体の嵌合部20にウエザーストリップ22を取り付けるための装置である。該車両用ウエザーストリップ取付装置10は、ウエザーストリップ22を嵌合部20に嵌め込むための回転自在なローラ46及びノズル40を有するアッパー側取付ユニット36と、ローラ90及びノズル86a、86bを有するサイド側取付ユニット38とを備える。これらアッパー側取付ユニット36及びサイド側取付ユニット38は、機台34を介してロボットアーム28a、28bにより移動可能な状態で支持されている。
(もっと読む)
自動車用フロントフェンダの組付装置
【課題】車体に対するフロントフェンダの位置や車体のサイドパネルとフロントフェンダとの間の隙間を適確に決定し、且つ容易に取付けることができると共に、フロントフェンダの撓みを防止することができる自動車用フロントフェンダの組付装置を提供する。
【解決手段】車体のエンジンルームのフレームに整合するフレームに整合するフレーム16に、エンジンルームのフレームの前面側に形成された一対の孔を基準として挿通する基準ピン22と、フロントフェンダを位置決めするための位置決めブロック34や位置決め部40と、フェンダステイを挟持して位置決めする第一位置決め治具28と、フロントフェンダの一部を支持して位置決めする第二位置決め治具28と、フロントフェンダとサイドパネルとの段差及び隙間を決定するための第三位置決め治具30とを備えた。
(もっと読む)
車両のサスペンション組立方法およびその装置
【課題】車両用サスペンションの組立において、組み付けられているコイルスプリングが指示された仕様のものであるかの判定を行い、該スプリングの誤組付けを防止する。
【解決手段】ショックアブゾーバ2の外筒に設けられたバネ受部材2aに一端が支持されたコイルスプリング3の他端をマウント部材4を介して押圧し、該マウント部材4が所定の測定位置に達するまでコイルスプリング3を圧縮したときに、ロードセルによって検出される圧縮荷重が、その測定値について予め設定されたばらつき範囲に入っているか否かにより、組み付けられているコイルスプリング3が指示された仕様のものか否かを判定する。
(もっと読む)
移動するワークピースを加工するための加工システム
加工システム(10)が、産業用ロボット(16)によって、移動するワークピース(12)の加工を行い、産業用ロボット(16)を、ワークピース(12)及び/又は移動可能なワーク担持ユニット(14)に一時的に固定結合させることができ、産業用ロボット(16)は、非結合動作位置(42)で、能動的に作用する駆動ユニット(20)によってワークピースとは無関係に移動させることができる担持デバイス(18)によって担持され、結合動作位置(44)で、浮動軸受システム(22)によって、担持デバイス(18)に対して浮動に取り付けられ、さらに、産業用ロボット(16)の制御ユニット(36)及び/又は少なくとも1つの製造ユニット(40)が、担持デバイス(18)上に配置されることを特徴とする。 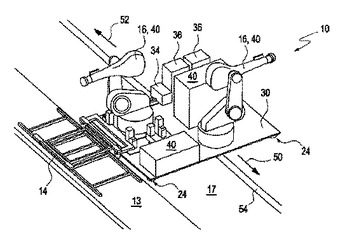 (もっと読む)
(もっと読む)
軟性部材取付方法及び同取付装置
【課題】コストアップを抑えるとともに軟性部材を被取付部に精度良く装着可能な軟性部材取付方法及び同取付装置を提供する。
【解決手段】ランチャンネル11に対してローラ21を、ローラ21の回転軸としてのローラ支持軸36に直交する方向に一定押付け力F1で押し付けると同時にローラ21の回転軸方向に押付け力(Fa−Fb)がゼロとなるようにローラ21を回転軸方向に移動させながら、ローラ21をサッシュ27のサッシュ溝49に沿って移動させる。
(もっと読む)
61 - 80 / 135
[ Back to top ]