
Fターム[3D201EA01]の内容
車両用シール装置 (15,973) | 材料(表面処理材料は除く) (1,690) | ゴム、エラストマー材 (961)
Fターム[3D201EA01]の下位に属するFターム
Fターム[3D201EA01]に分類される特許
141 - 160 / 210
アウターウエザストリップ

【課題】ドアアウターパネルとセンターピラーとの接合部分においても、見栄えの良いアウターウエザストリップを提供する。
【解決手段】アウターウエザストリップ10は、シール部20とモール部30を有する。シール部20は、頭部21と、頭部から下方に延設する本体部22と、本体部の車内側側面に形成されるシールリップ26を有する。ドアアウターパネルがドアのセンターピラーと接合する部分に取り付けられるアウターウエザストリップの接合端末部11では、本体部22とシールリップ26は、センターピラーのドア中央側の側面に当接されるまで延設され、頭部21とモール部30は、センターピラーの車外側面に沿ってドアの側端まで延設されるとともに、頭部21は、モール部30の上面に固定される。
(もっと読む)
自動車用シール部材

【課題】ヒドロシリコーン架橋により製造した押出成形部を具備した自動車用シール部材を提供する。
【解決手段】自動車用シール部材としてのガラスランは押出成形部と型成形部とからなる。押出成形部の製造に際しては、エチレン・プロピレン・ジエン共重合体(EPDM)ゴム材料が使用される。このEPDMゴム材料には、架橋剤としてSiH基を1分子中に2個以上有するSiH基含有化合物が含有されるとともに、白金族元素よりなる反応触媒と反応抑制剤が含有されている。そして、ゴム押出機31から押出成形部の中間成形体32が押出された後、架橋工程においてはヒドロシリコーン架橋が行われる。また、当該押出成形部に対し接続成形される型成形部の製造に際しては、架橋阻害を起こさないオレフィン系熱可塑性エラストマー(TPO)材料が使用される。このガラスランでは、シールリップの平均肉厚が0.8mm〜2.5mmとなる。
(もっと読む)
自動車用ウェザーストリップ又は自動車用トリムの製造方法
【課題】粉塵を発生させず、意匠性に優れた装飾面を形成できる、自動車用ウェザーストリップ又は自動車用トリムの製造方法を実現する。
【解決手段】自動車用ウェザーストリップ10の外表面の少なくとも一部にスエード調の装飾面4を形成する、自動車用ウェザーストリップ10の製造方法において、自動車用ウェザーストリップ10を形成する本体部3と、本体部3における装飾面4が形成される部位に積層される、EPDMのスポンジゴム材料からなる第1層1と、第1層1に積層される、ゴム材料からなる第2層2とを一体押出成形して中間成形体とする第1工程と、中間成形体を加硫発泡させる第2工程と、第1層1から第2層2を剥離するとともに、第2層2に接着させた状態で第1層1の表層1aを剥離し、第1層1の気泡を表出させて装飾面4を形成する第3工程とを含む。
(もっと読む)
自動車のウィンドディフレクタ
本発明は、移動可能なルーフ部によって閉鎖および部分的に開放可能な車両のルーフ開口部(42)用のウィンドディフレクタ(1)であって、自動車のルーフ開口部縁部領域(41)に配置され得る弓形のベース要素(10)と、前記ベース要素(10)の上方に配置され、かつベース要素(10)に対して旋回できるように配置される弓形の展開要素(11)と、ベース要素と展開要素との間にクランプされ得るディフレクタ要素(12)と、車両の騒音を低減するために、展開要素に固定される少なくとも1つの封止要素(13)とを有するウィンドディフレクタ(1)に関する。ディフレクタ要素(12)は、直接封止要素(13)に固定される。本発明は、前記種類のウィンドディフレクタの製造方法にも関する。 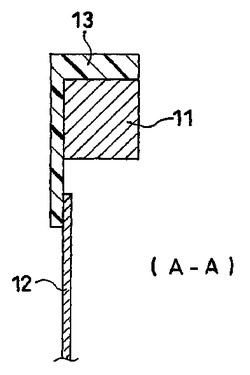 (もっと読む)
(もっと読む)
装飾体
【課題】布の質感と同様の凹凸模様をベース部材の装飾側表面だけに積層した装飾体及びその製造方法を得ること。
【解決手段】変性アクリル系架橋重合体等の高吸水性樹脂に水を加え放置することで生成した含水ゲルをゴム材に添加したコンパウンドを、ベース部材の装飾側表面だけに積層し、加硫により前記含水ゲルの水分を揮発させるとともに前記ゴム材を発泡させて、前記表面に凹凸模様Yを形成してなる装飾体15,25,35であり、ドアオープニングトリム10,20や目地材30の装飾面側に施される。
(もっと読む)
自動車用モール
【課題】従来のオレフィン系熱可塑性エラストマーに比較して、耐傷付き性、耐摩耗性に優れたオレフィン系熱可塑性エラストマーからなる自動車用モールを提案する。
【解決手段】シンジオタクティックα−オレフィン系共重合体(A)と、他の熱可塑性樹脂(B)、および必要によりエチレン系共重合体ゴム(C)とからなることを特徴とする自動車用モール。組成割合は、(A):(B)=1〜99:1〜99(重量部)((A)+(B)=100重量部)に対し、(C)=5〜1000重量部が好ましい。
(もっと読む)
自動車用ウエザストリップ
【課題】シール性が十分で確実に所定位置に装着可能な、フランジからの騒音を確実に防止することができる自動車用ウエザストリップを提供することを目的とする。
【解決手段】自動車のウエザストリップ10は、フランジ7に取付けられる取付基部20と、取付基部に一体的に設けられ、車体開口部開閉部材と車体開口部周縁との間をシールするシール部30を有する。取付基部20は、少なくとも車外側側壁21及び底壁23から形成されるとともに、車外側側壁と底壁の連絡部分は、他の部分よりも剛性を大きく形成し、車外側側壁21の車内側面に両面接着テープ25が貼着される。底壁の車外側側壁との連絡部分付近の内面は、フランジの先端を係止するフランジ当接部23bが形成され、フランジ当接部以外の底壁の内面には、フランジ7の先端をシールするコーキング部材26が装着されたことを特徴とする自動車用ウエザストリップである。
(もっと読む)
サンルーフ装置におけるパネル構造
【課題】車両のルーフパネルに設けられるサンルーフ装置のウェザストリップを、下方向からの大きな外力に対して外れにくくする。
【解決手段】可動パネル13は、透過光パネル15と、透過光パネルの下方周縁部に取付けられた額縁状のインナパネル17と、インナパネルの全周に取付けられたループ状のウェザストリップ18とによって構成されている。インナパネルの外側の端部17aには、上下方向の一方に延在する第1の高さをもつ第1垂直基部20aと、他方に延在する第2の高さをもつ第2垂直基部20bとからなる垂直壁20が設けられ、ウェザストリップは、垂直壁を上下方向から抱き込むように係合するアゴ部25,26を有している。
(もっと読む)
シール部材および同成形方法
【課題】 ドアガラスなどの他の部材に弾接して弾性変形する部位を、軟質樹脂材に代えて、他の材料(特殊なEPDMゴム材)で形成することによって、シール性が良く、摩耗が少なく、摺動音や鳴き音の発生しないシール部材およびその成形方法を提供する。
【解決手段】 少なくとも、樹脂材Jと、150℃以下で架橋する低温架橋EPDMゴム材Gとで形成されるシール部材1において、他の部材に弾接して弾性変形する弾接シール部を、低温架橋EPDMゴム材Gで形成する。
(もっと読む)
ベルトモールの製造方法及び製造装置
【課題】接着剤を塗布する厚みを適正範囲に制御できるベルトモールの製造方法の提供。
【解決手段】長手方向に連続する芯材10と、その芯材に接着剤層を介して固定されるリップ材と、を有するベルトモールの製造方法であって、保持治具31、32を用いて芯材10をぶれないように移動させながら接着剤を射出する接着剤層形成工程を有する。保持治具は、芯材10の断面形状に対応する形状をもつキャビティ部と、そのキャビティ部内に開口する接着剤射出口Sとを備える。接着剤射出口Sにより接着剤の吐出量が制御しやすくしている。接着剤の射出は、ある程度以上の圧力で行うものであるが、接着剤の射出圧力を高くすると、芯材に大きな圧力が加わることになり、芯材にぶれが生じるおそれがあるが、接着剤射出口と芯材との位置関係を保持治具で安定化することで接着剤の塗布のぶれに起因する不良品の発生を抑制する。
(もっと読む)
熱可逆架橋性ウェザーストリップ
【課題】自動車用ウェザーストリップを、熱可逆架橋性EPDM(エチレン−プロピレン−ジエン共重合ゴム)で製造し、使用後は、脱硫工程を必要とせずに、熱的処理によって三次元網目構造を崩壊させ、ゴム分子の解重合によって、再び可塑化を与え、容易にリサイクルできるウェザーストリップを提供する。
【解決手段】EPDMに無水マレイン酸とアクリル酸2−エチルヘキシルをグラフト重合させたグラフトEPDM、水素添加ポリブタジエンポリオール、リグニン処理軽質炭酸カルシウム、およびその他添加剤含む組成物を、押出成形法により成形した熱可逆架橋性ウェザーストリップ。
(もっと読む)
ウェザーストリップ
【課題】摺動性、耐摩耗性に優れており、且つ、異音、擦れ音の発生、サッシュに取り付ける時の白化及び永久変形を効果的に抑制することができるウェザーストリップを提供すること。
【解決手段】40〜100重量%の高分子A群と、0〜40重量%の高分子B群とを含有するウェザーストリップ用組成物であり、高分子A群はドメイン1とドメイン2で構成され、ドメイン1は貯蔵弾性率E’が3GPa以上9GPa未満、損失正接tanδが0.1〜0.4の範囲にあり、ドメイン2はE’が9GPa以上13GPa以下、tanδが0.1〜0.3の範囲にあり、高分子A群中、ドメイン1とドメイン2の比率(ドメイン1:ドメイン2)が、50〜95重量%:5〜50重量%であり、高分子B群は、E’が5GPa〜17GPa、tanδが0.4より大きく0.7以下の範囲にある組成物。
(もっと読む)
自動車用ウエザーストリップおよび同製造方法
【課題】 軽量で、表面の見栄えに優れ、かつ、充分な硬度や強度を有する自動車用のウエザーストリップを提供する。
【解決手段】 取付基部11と中空シール部12を備える自動車用のウエザーストリップにおいて、前記取付基部11は、平均粒子径:3〜20μm(望ましくは、5〜15μm)、膨張開始温度:110℃〜150℃、最大膨張温度:130〜150℃、殻壁:アクリロニトリル共重合体である熱膨張性マイクロカプセルを所定量混練して、加硫工程で発泡させ、平均気泡径:100μm以下の気泡を持つ微発泡ソリッドゴムで形成したものである。
(もっと読む)
自動車用ガラスラン
【課題】 自動車ドアフレームのコーナー部において、車体の車体開口部周縁との間を確実にシールし、装着が容易なガラスランを提供する。
【解決手段】 直線部と、ドアフレームのコーナー部に取付けられる型成形により成形されたコーナー部を有する自動車用ガラスランにおいて、ガラスラン本体13のコーナー部の車内側側壁の車内側にガラスラン本体とは別体にコーナー膨出部70を形成し、コーナー膨出部70は、車内側側壁30に係止されるとともに、ドアフレームのコーナー部に固着され、ドア閉時に車体開口部周縁のコーナー部または車体開口部周縁のコーナー部に取付けられたオープニングウエザストリップの中空シール部に当接することを特徴とする自動車用ガラスランである。
(もっと読む)
ガラスラン
【課題】ドアガラス閉時における衝突音をより確実に抑制することができるガラスランを提供する。
【解決手段】自動車ドアはドアガラスGに対応してガラスラン2を備えている。ガラスラン2は、底壁部10並びに当該底壁部10の両端から延びる車内側側壁部11及び車外側側壁部12からなる本体部13を備えている。さらに、本体部13の内側では、車外側側壁部12の略先端部から延出し、車内側側壁部11の内側側面に連結された緩衝部14と、車内側側壁部11の略先端部から本体部13内側に延び、当該略先端部より上方位置において緩衝部14に連結されたシール部15とが形成されている。これにより、底壁部10と緩衝部14との間に第1の中空部16が形成され、シール部15と車内側側壁部11との間に第2の中空部17が形成されている。
(もっと読む)
自動車用ドアウェザーストリップ
【課題】 サブシール部を、外側保持部のみの1箇所に形成された係止部分に、抜け出すことなく強固に組付けることのできる自動車用ドアウェザーストリップを提供する。
【解決手段】 自動車のドアサッシュ2に取付けられ、ボディパネル1に弾接する中空状のメインシール部11と、それより車外側に位置するリップ状のサブシール部12とを一体成形してなり、メインシール部11の基底部11aは、内側凹部3aと外側凹部3bの左右2箇所に形成された係止部分に組付き、サブシール部12の基底部12aは、外側保持部4bのみの1箇所に形成された係止部分に組付くドアウェザーストリップであって、前記一体成形された、サブシール部12の基底部12aからメインシール部11の基底部11aにわたる部分を、他の部位より剛性の高い高剛性材料Hで形成した。
(もっと読む)
自動車用シール部品
【課題】 シールリップの反力の増加、断面積の増加、材料費の増加等を防止しつつ、シールリップの耐ヘタリ性を向上させる。
【解決手段】グラスラン等の自動車用シール部品1は、熱可塑性エラストマー或いは熱可塑性樹脂からなる基部2と、該基部2より連続して延びて相手側部材に押付けられる熱可塑性エラストマーのリップ3と、を備えている。上記リップ3に、上記相手側部材を押付けた時に該リップ3の屈曲を促進するノッチ4を設けるとともに、該ノッチ4を設けたノッチ形成部5を、他の部分よりも低硬度の熱可塑性エラストマーで形成した。
(もっと読む)
ピンチセンサを組み込んだウェザーストリップ、新規なピンチセンサ、及び関連した方法
ガラスラン等のウェザーストリップは関連した挟み込み防止センサを組み込んでいる。ガラスランは、関連した自動車用窓の周縁を受け入れる、ベース壁によって相互連結された第1及び第2の脚部を持つエラストマー材料を含む。エラストマー材料には、関連した挟み込み防止センサを受け入れる寸法の凹所が形成されている。この凹所は、一実施例では、T字形状断面を有し、ピンチセンサは、T字形状キャビティにぴったりと受け入れられる寸法の実質的にT字形状の断面を有する。キャビティへのピンチセンサの挿入及び保持を容易にするため、向き合った第1及び第2の可撓性側壁部分が撓む。融着層がウェザーストリップ及びピンチセンサを組み立て後に固定する。好ましくは、ウェザーストリップは多数の材料から形成されており、これらの材料の一方は低摩擦材料である。  (もっと読む)
(もっと読む)
ガラスラン
【課題】ドアガラスが少し開いた状態、又は全開した状態でもドアガラスを保持し、ガタツキや異音の発生を防止したガラスランを提供する。
【解決手段】ガラスラン10のリヤ側部11cにおけるリヤ側コーナー部の型成形部12bから100mm下方の領域で、車内側側壁30の内面と車内側シールリップ60の内面の間を充填する補強部70が、型成形部から連続して延出している。この補強部70は車内側シールリップ60の根元から先端にかけて、その1/2の範囲に設けられている。また、補強部は型成形部と同じ材料で型成形時に同時に形成され、車内側シールリップの先端は型成形の材料を充足させないでリップ状が維持された形状に補強部が形成されている。
(もっと読む)
自動車用ウェザーストリップ又は自動車用トリムの製造方法
【課題】粉塵を発生させず、かつ使用するゴム材料が限定されずに装飾面を形成できる、自動車用ウェザーストリップ又は自動車用トリムの製造方法を実現する。
【解決手段】自動車用ウェザーストリップ10の外表面の少なくとも一部にスエード調の装飾面4を形成する、自動車用ウェザーストリップ10の製造方法において、自動車用ウェザーストリップ10を形成する本体部3と、本体部3における装飾面4が形成される部位に積層される第1スポンジゴム層1と、第1スポンジゴム層1に積層され、発泡後に第1スポンジゴム層1よりも低比重となる第2スポンジゴム層2とを一体押出成形する第1工程と、本体部3、第1スポンジゴム層1、及び第2スポンジゴム層2を加硫発泡させる第2工程と、第1スポンジゴム層1から第2スポンジゴム層2を剥離することによって、第1スポンジゴム層1の表面をスエード調に加工処理し装飾面4を形成する第3工程とを含む。
(もっと読む)
141 - 160 / 210
[ Back to top ]