
Fターム[3E033BA26]の内容
Fターム[3E033BA26]に分類される特許
81 - 100 / 125
多層容器および製造方法

ブロー成形プラスチック容器(10)は、少なくとも3つの連続的な層A、B、およびCを有する多層側壁(12)を含む。層AおよびCは、同一のプラスチック組成物のものであり、層Bと異なる組成物のものである。本開示の例示的実施形態では、(1)層AおよびCは、環状オレフィンポリマー、環状オレフィンコポリマー、アクリロニトリル、およびそれらの混合物からなる群より選択される組成物のものであり、層Bは、環状オレフィンポリマー、環状オレフィンコポリマー、ポリカーボネート、およびそれらの混合物からなる群より選択される組成物のものであり、(2)層AおよびCは、ポリカーボネート、アクリロニトリル、およびそれらの混合物からなる群より選択される組成物のものであり、層Bは、ナイロン、ポリカーボネート、およびそれらの混合物からなる群より選択される組成物のものであり、(3)層AおよびCは、アクリロニトリル組成物のものであり、層Bは、エチレンビニルアルコールのものである。 (もっと読む)
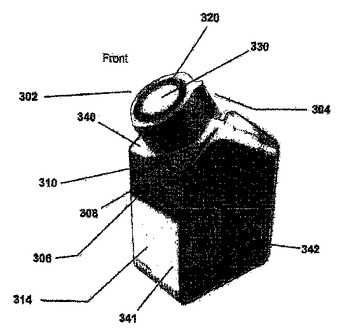
試薬を提供するラベル、容器、システム、および方法
本発明は、液体材料、特に微生物学および細胞生物学実験室の環境において使用するための液体試薬などの製品の販売および使用のシステムおよび方法に関する。上記システムは、製品のカタログリストから任意の製品をすばやく容易に識別することができるように、固有の色および単純な数字または英数字の識別子の使用を含む。このような製品の販売、広告、および製造方法もまた開示される。特定の態様は、製品、製品パッケージおよび製品ラベル付けを含む。本発明は、また、容器のカラーおよびスリーブならびに関連の使用方法に関する。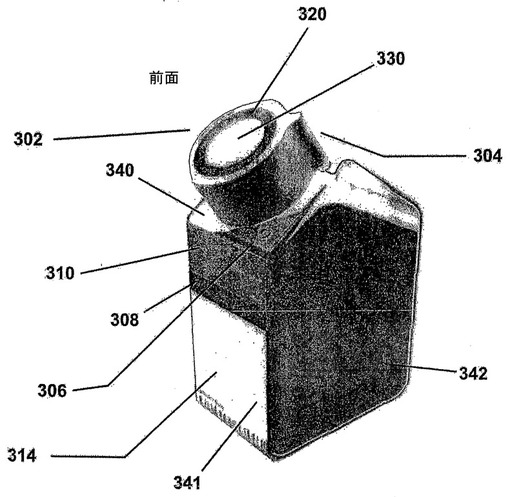
 (もっと読む)
(もっと読む)
容器端面処理装置、容器製造装置および容器製造方法

【課題】迅速な処理にて容器の端面を確実に保護することができ、かつ、容器基材の端面から熱可塑性シートをはみ出させないようにさせて外観をより良好にさせることを課題とする。
【解決手段】熱可塑性シートが容器基材V10の端部V15から外側の位置で切断された端面処理前容器V20を収容する収容部110と、収容した端面処理前容器V20の容器基材の端部V15に沿った平面SP1内で基準位置L1に配置したときに当該容器基材の端部V15を囲む形状とされた偏心部材130と、当該平面SP1内で偏心部材130を偏心位置L2〜L5に沿って移動させることにより、収容部110に収容された端面処理前容器V20における容器基材の端部V15の周囲にある熱可塑性シートV22を当該偏心部材130に接触させて当該容器基材の端部V15におけるシート非積層面V12に巻き込ませて積層接着させる偏心被覆機構140とを設けた。
(もっと読む)
扁平容器二段ブロー成形法
【課題】 ブロー成形により成形する扁平容器において、容器壁の肉厚が均一化され、機械的な強度と共に耐熱性なども向上された、外観も良好な扁平容器を簡易に製造する。
【解決手段】 扁平容器の二段ブロー成形において、熱可塑性樹脂により形成した第1中間成形体である有底パリソンを一次ブロー成形して第2中間成形体となし、第2中間成形体を熱収縮させ二次ブロー成形用金型内部のキャビティの長径より小さく短径より大きい胴径を有す第3中間成形体とした後、第3中間成形体を、ブロー成形用金型における少なくとも容器の長辺側胴部成形面の上部及び/又は下部に、第3中間成形体が接触した時に滑り易くする表面処理ないしは凸部形成がなされた二次ブロー成形用金型内に装着し、第3中間成形体を金型キャビティの短径方向に押圧して型締めを行い、次いで二次ブロー成形する。
(もっと読む)
PET製の繊維および液用容器
本発明は、A)10〜99質量%のポリエチレンテレフタレート、B)0.01〜50質量%のB1)OH指数が1〜600mg KOH/g(DIN 53240、パート2により)の範囲の少なくとも1種の高分岐化または超分岐化ポリカーボネート、またはB2)AxByタイプの、xが少なくとも1.1であり、yが少なくとも2.1である、少なくとも1種の高分岐化または超分岐化されたポリエステル、あるいはそれらの混合物、並びにC)0〜60質量%の範囲の他の添加剤を含み、A)〜C)の成分の割合の合計が100%である熱可塑性成形材料に関する。また、繊維および液体容器を作製するための前記熱可塑性成形材料の使用についても開示する。 (もっと読む)
合成樹脂製容器
【課題】
容器に要求される減圧吸収性能や、減圧強度、さらには、横荷重に対する剛性とバランスさせつつ、これらの低下を招くことなく、縦荷重に対する座屈強度を向上させた、容器胴部に環状の横溝を有する合成樹脂製容器を提供する。
【解決手段】
横溝5が形成される部位の高さ方向上側における胴部3の肉厚が、他の部位の肉厚に対して相対的に薄くなっている部位では、その横溝5の溝深さを胴部3の肉厚に応じて相対的に浅くし、横溝5が形成される部位の高さ方向上側における胴部3の肉厚が、他の部位の肉厚に対して相対的に厚くなっている部位では、その横溝5の溝深さを胴部3の肉厚に応じて相対的に深くすることにより、胴部3の肉厚と相関させて横溝5の溝深さを変化させる。
(もっと読む)
シクロブタンジオールを含むポリエステル組成物を含むボトル
(a)テレフタル酸残基;場合によっては、芳香族ジカルボン酸残基若しくは脂肪族ジカルボン酸残基又はそれらのエステル残基を含むジカルボン酸成分;2,2,4,4−テトラメチル−1,3−シクロブタンジオール残基;及び1,4−シクロヘキサンジメタノール残基を含むポリエステルを含むポリエステル組成物を含むボトルが記載されている。  (もっと読む)
(もっと読む)
光触媒粒子含有薄層体の製造方法
【課題】 生産性が良好であり、かつ抗菌性のバラツキが少ない光触媒粒子含有薄層体の製造方法を提供すること。
【解決手段】 ロール状に巻かれた薄層体1は、図示左側から右側に送られることにより、噴霧室3の内部で噴霧器4による噴霧工程、ヒータ6の熱処理による乾燥工程、および成型機7・プレス機8による加工工程が順次に実施される。こうして、表面に光触媒粒子2Bが固着された薄層体1からなる食品用カップ2が製造される。
(もっと読む)
カップ容器並びにそれを用いた滅菌希釈液収納容器及び滅菌液体培地収納容器
【課題】多連式での使用が可能であり、しかも無駄な部分を生じないようにしたカップ容器を提供する。
【解決手段】カップ状をした容器本体の上部に外向きのフランジを有し、そのフランジにおける対向位置に互いに係合が可能な形状をした雄連結部と雌連結部とを備えた構成とする。隣り合わせたカップ容器の雄連結部と雌連結部とを係合することでカップ容器同士をしっかりと連結できることから、多連式での使用が可能であり、しかも任意の数だけ連結できるので、連結個数が一義的に決まっている従来の多連式のカップ容器のように無駄な部分を生じるようなことがない。
(もっと読む)
炭素処理された内面を有する非炭酸食品用プラスチック容器
【課題】特に非炭酸飲料用に適した高密度ポリエチレンをベースとするプラスチック容器、およびその製造方法を提供する。
【解決手段】ブロー成形または押出成形された容器は、バリア特性を有しており、また開口13を有する上壁部、上壁部12の下に位置した中間側壁部14、容器を支持するために中間側壁部の下に位置した基部16を含んでいる。容器は、内面22および外面を有し且つ高密度ポリエチレンから形成された成形された第1の層、および第1の層の内面上に形成されると共にこれに接着され且つ第1の層と実質的に同じ広がりを有する炭素被覆を含んでおり、炭素被覆は約10ミクロンより小さい厚みを有する。
(もっと読む)
プレス加工機およびそれを用いたひだ付きカップ製造方法
【課題】 ひだ付きカップ側面が開くことなく、かつ溶融や詰まりを起こさずに効率よくひだ付きカップを製造できる方法と、その方法の実施に用いるプレス加工機とを提供する。
【解決手段】 図1に示す通り、本発明のプレス加工機は、雌型3の下方にひだ付きカップ半成形品保持部材9が取り付けられている。このプレス加工機を用いた製造方法では、ひだ付きカップ半成形品の保持数を前記従来技術と比較して多くできるため、その分プレス加工機内におけるひだ付きカップ半成形品保持時間を長くできる。結果として、押出部によりひだ付きカップ半成形品を雌型縦孔内で押さえつける時間が短くて済み、従来技術と比較してきわめて高い製造効率が得られる。また、ひだ付きカップ製造時の加熱温度を低めにしても効率よく製造することができるため、特に熱による溶融や変質を起こしやすい生分解性プラスチック製ひだ付きカップの製造に役立つ。
(もっと読む)
医療用容器
【課題】ブロー成形や水冷インフレーション成形時の加工性に優れ、樹脂劣化や低分子量成分の生成、臭気や微粒子の発生が低減された医療用容器を得る。
【解決手段】下記(A)〜(F)の要件を満たすポリエチレン系樹脂を成形する。(A)密度が890kg/m3以上980kg/m3以下であり、(B)炭素数6以上の長鎖分岐数が、1,000個の炭素原子当たり0.01個以上3個以下であり、(C)式(1)と式(2)を共に満たし、 MS190>22×MFR−0.88 (1) MS160>110−110×log(MFR) (2)(D)示差走査型熱量計による昇温測定において得られる吸熱曲線のピークが1つであり、(E)50℃でのn−ヘプタン可溶分が0.20重量%以下であり、(F)強熱残分が0.10重量%以下である
(もっと読む)
導電性樹脂組成物及び導電性樹脂組成物を用いたICトレイ
【課題】静電防止対策のためICトレイに適切な導電性を付与し、ベーキング工程における熱に耐え、反りが発生することがなく、さらにカーボンの脱落が生じない導電性樹脂組成物を提供する。
【解決手段】荷重たわみ温度が140℃以上であるポリカーボネート変性ポリエチレンテレフタレート樹脂40〜90重量%に平均長さが0.1mm〜10.0mm、平均幅が0.1mm〜2.2mmであるCFRP粉砕片5〜30重量%及びアスペクト比が20以上であるタルク及び/又はマイカ5〜30重量%を配合する。
(もっと読む)
押出吹込成形に有用なポリエステル−ポリカーボネートブレンド
押出吹込成形可能な、ポリカーボネートとコポリエステルとのブレンドを記載する。このブレンドは好ましくは、(I)線状又は分岐ポリカーボネート約1〜99重量%並びに(II)(i)第一のコポリエステル約40〜100重量%と(ii)第二のコポリエステル約0〜60重量%との混合物約1〜99重量%を含む。第一のコポリエステルは好ましくは(A)テレフタル酸残基を含む二酸残基、(B)1,4−シクロヘキサンジメタノール(CHDM)残基約45〜75モル%及びエチレングリコール残基約25〜55モル%を含むジオール残基並びに(C)三官能価モノマーの残基約0.05〜1.0モル%を含む。任意の第二のコポリエステルは好ましくは(A)テレフタル酸残基を含む二酸残基並びに(B)CHDM残基約52〜90モル%及びエチレングリコール残基約10〜48モル%を含むジオール残基を含む。好ましくは、コポリエステル混合物II中のCHDM残基の平均量は52〜75モル%の範囲である。意外なことに、第一のコポリエステル中に三官能価残基が存在すると、ブレンドの押出吹込成形に充分な溶融強度が得られることが判明した。これらのブレンドから製造された容器及び造形品並びにこれらの製品の製造方法も記載する。 (もっと読む)
ポリエステル及び均質ポリアミドブレンドからの多層透明物品の製造
ポリエステル、ポリカーボネート及びそれらの均質ブレンドから選ばれた1種又はそれ以上の熱可塑性ポリマーを含む少なくとも1層と、少なくとも2種のポリアミドのアミド交換均質ブレンドを含む別の層を有する、高透明度及び低ヘイズを有する多層造形品の製造方法が開示される。熱可塑性ポリマー成分及びポリアミド成分は、屈折率の差が約0.006〜約−0.0006である。屈折率の差が小さいため、高い明澄度を維持しながら、造形品の1層又はそれ以上の層中にリグラインドを組み込むことが可能である。これらの造形品は、優れた機械的性質を保持しながら、改善された優れたバリア性及び良好な溶融加工性を示すことができる。酸素捕捉性を与えるために、1層又はそれ以上の層中に金属触媒を組み込むことができる。 (もっと読む)
リサイクル性に優れた容器およびそのリサイクル方法
【課題】主原料樹脂層に加えて、ガスバリヤー性の良好なポリグリコール酸系樹脂層を含む積層構造を有しながらリサイクル性に優れた容器、ならびに該容器の効率的なリサイクル方法を提供する。
【解決手段】厚さが120〜600μmの主原料樹脂層に加えて、厚さが2〜200μmの少なくとも一層のポリグリコール酸系樹脂層を含む積層構造を有する容器を得る。該容器を破砕した後、破砕物を、アルカリ水にて洗浄することにより、ポリグリコール酸系樹脂層を取り除いて、主原料樹脂を回収する。
(もっと読む)
ガスバリア薄膜が成膜されたプラスチック容器、その製造装置及びその製造方法
【課題】
本発明の目的は、容器と完全に相似形状の電極を使用する場合と同等の成膜条件を実現して均一なプラズマを発生させ、均一な膜を形成すること、並びに容器形状ごとに外部電極を準備することを不要とし、作業性、ハンドリング性、手間等の効率低下の要因を除くこと、である。
【解決手段】
本発明に係るガスバリア薄膜が成膜されたプラスチック容器の製造方法は、プラスチック容器自体に導電性薄膜を成膜し、この導電性薄膜を外部電極の代替電極として機能させる。これにより、容器の内表面又は外表面の少なくとも一方の表面にガスバリア薄膜が成膜されたプラスチック容器において、ガスバリア薄膜とプラスチック容器との間に導電性薄膜が成膜されているか、或いは、ガスバリア薄膜が成膜されている面の裏面側に導電性薄膜が成膜されている容器を提供する。
(もっと読む)
ディスク収納ケース
【課題】 耐衝撃性、耐擦傷性、及び耐変形性をいずれも良好とし、記録媒体ディスクの保護性を向上したディスク収納ケースを提供する。
【解決手段】 ディスク収納ケース1は、記録媒体ディスク2を着脱自在に保持するディスクトレイ10と、ディスクトレイ10を収容する開閉自在な外側ケース3とを備えたものであり、ディスクトレイ10の曲げ弾性率が、外側ケース3の曲げ弾性率より大きいものである。ディスクトレイ10の曲げ弾性率は、外側ケース3の曲げ弾性率の1.5倍以上であることが好ましく、ディスクトレイ10の曲げ弾性率が3.0GPa以上であり、外側ケース3の曲げ弾性率が2.0GPa以下であることが特に好ましい。
(もっと読む)
スチレン系コポリマーを含む発泡シート
1つまたは複数のスチレン系モノマーの40重量%〜90重量%;
1つまたは複数のマレイン酸系モノマーの5重量%〜45重量%;
6,000を超える数平均分子量を有する1つまたは複数のエラストマーポリマーの0.1重量%〜25重量%;および
式CH2=CR3R2[式中、R3はHまたはC1〜C3アルキル基であり、R2は直鎖、分岐または環状のC1〜C22アルキルまたはアルケニル基である。]で表される1つまたは複数のモノマーを含む1つまたは複数の低分子量ポリマーの0.1重量%〜10重量%を含む混合物を重合させることによって形成されるポリマーを含むポリマー組成物を含有する発泡シート。(ここで、前記低分子量ポリマーは、Mnが400〜6,000であり、官能基を場合により含むことができる。)発泡シートは溶融ポリマー組成物中に発泡剤を注入するステップ;発泡剤をポリマー組成物と混合するステップ;および混合物を押出成形して発泡シートを供給するステップによって作製される。発泡シートは食品の電子レンジ加熱における使用に適した容器に熱成形することができる。図2は、本発明による発泡シートの断面の顕微鏡写真である。  (もっと読む)
(もっと読む)
プラスチックボトルのブロー成形方法
【課題】一側部に軸心方向に凹む凹部、及び該凹部に把手を有する異形の形状であっても、耐久性のあるプラスチックボトルが成形できるプラスチックボトルのブロー成形方法を得る。
【解決手段】有底筒状に成形された一次成形品(10)の口部(10b)を金型の空気吹き出し部(13)に接続し、前記一次成形品(10)の口部(10b)を除く全域を成形温度に加熱した後、製品の把手保持部(2b)となる一次成形品(10)の周壁(10d)に冷却体(15)を当接させて該周壁(10d)を所定量温度降下させ、一側に軸心方向に突出する凹部成形部(16a)及び該凹部成形部(16a)の基部に棒状の把手(4)を配置した成形型(16)を設け、該成形型(16)を前記一次成形品(10)に嵌合させるとともに、その凹部成形部(16a)を前記温度降下させた一次成形品(10)の周壁と対面させ、前記凹部成形部(16a)の軸心方向突出端部を加熱しつつ、一次成形品(10)に圧縮空気を供給してこれを膨らませる。
(もっと読む)
81 - 100 / 125
[ Back to top ]