
Fターム[3E050HA07]の内容
基本的包装技術−容器成形充填 (14,831) | 検知、制御(検知) (706) | 検知内容 (311) | 位置、距離、角度 (71)
Fターム[3E050HA07]に分類される特許
21 - 40 / 71
抽出用バッグの製造装置、抽出用バッグ
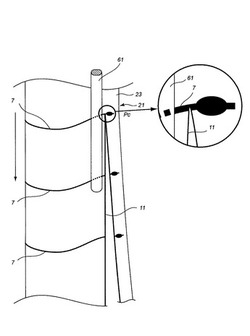
【課題】吊り糸が、その長さをかせぐため弛んだ状態となるようにシートに固着されている包装材を用いても、吊り糸の縦シール部に溶着される位置を定めることができ、吊り糸の長さを揃えることができて、しかも、縦シールの際に吊り糸が切断されてしまうおそれのない抽出用バッグの製造装置を提供する。
【解決手段】吊り糸7がPcの位置を通過するとき、吊り糸7の途中部分が切断されると共に縦シール部11に対し溶着される。このとき吊り糸7は下方湾曲姿勢のまま保持バンド61によって保持されているので、縦シール部11に対し定まった位置で溶着される。吊り糸7は、縦シール部11の定まった位置に溶着されるので、切断された吊り糸7は一定の長さに切断される。従って、吊り糸7の長さは常に一定に揃えられることになり、吊り糸7の長さがまちまちになるのを完全に防止することができる。
(もっと読む)
噛み込み防止機能を備えた横ピロー包装機

【課題】不透明の包装フィルムを使用する横ピロー包装においても、エンドシール位置における内容物の噛み込みを防止する。
【解決手段】横ピロー包装機は、「内容物がライン上の所定位置にきたことを検知する位置センサ10」と「予め記憶した上記所定位置からエンドシール機構までの距離を含むパラメータに基づいて、内容物がエンドシール機構を通過する際に当該エンドシール機構に噛み込まれないように、エンドシール機構の動作制御を行う制御装置」とを備えている。位置センサ10は、センターシールされて筒状となった包装材の内側へ延在するよう搬送ラインに沿って配置されている。内容物の位置を検知する位置センサ10が包装材21の内側に入り込んでいるので、たとえ包装材が不透明であっても、位置検出精度が高く、したがって、この検出信号を利用した噛み込み防止制御も精度の高いものとなる。
(もっと読む)
製袋包装機
【課題】構造が簡単であり、フィルムの蛇行を調整する機能を備えている製袋包装機を提供する。
【解決手段】包装機100は、第一フィルム搬送部材2はフォーマー部3の上流に設けられ、第1駆動源22により駆動される第一フィルム搬送部材2と、フォーマー部3の下流に設けられ、第2駆動源により駆動される第二フィルム搬送部材4とを備えている。また、蛇行検知部7により検知された蛇行量と蛇行方向に基づいて、制御部8は第一フィルム搬送部材2の取付機構24の取付位置を一定量左右方向に回転させ、フィルムの蛇行を修正する。
(もっと読む)
包装機でブリスタフィルムウェブへ印刷する方法
【課題】ブリスタフィルムへの印刷位置の精度を乱す影響を減らす。
【解決手段】ブリスタ成形シェル(24)をブリスタフィルムでふさぐ包装機(22)で、ブリスタフィルムウェブ(26)へ印刷する方法が開示されている。この方法では、ブリスタフィルムウェブ(26)を第1の搬送システムによってシール装置(28)へ供給し、ブリスタ成形シェル(24)を第2の搬送システムによってシール装置(28)へ供給する。ブリスタ成形シェル(24)のうちの1つの位置を検出し、ブリスタ成形シェル(24)をふさぐシール装置(28)の作用時間と作用時間との間の1回または複数回のタイミングで、少なくとも1つの検出信号を生成する。この検出に応じて印刷装置(40)に対するトリガ信号を生成し、ブリスタフィルムウェブ(26)に沿ってシール装置(28)の前方の位置で、印刷装置(40)によってブリスタフィルムウェブ(26)へ視覚情報を塗布する。
(もっと読む)
ヒートシール装置およびヒートシール方法ならびにヒートシール装置を備えた製袋充填装置
【課題】フィルムの送り速度を高めた場合であっても確実に横ヒートシールすることが可能なヒートシール装置およびヒートシール方法を提供する。
【解決手段】回転軸11aを中心として回転可能な支持体12と、該支持体12上に形成された少なくとも1つのヒートシール部材13とを備えた2つの回転体11が、前記回転軸11aが互いに平行となるように配された一対のヒートシールロール10を具備し、フィルム20を挟持している時間のうち、シールぎわ部分をシールする際を含む少なくとも一部において、前記一対のヒートシールロール10は、前記ヒートシール部材13の外周面における周方向の速度が前記フィルム20の送り速度よりも遅くなる回転速度で前記回転体11を回転させつつ、前記フィルム20の送り方向に移動可能であるヒートシール装置を使用する。
(もっと読む)
包装充填装置
【課題】包装容器の外観表面を傷つけることがなく、高速でかつ強く両側から圧迫する成形/横シールであっても、液面レベルが変動若しくは振動することが少なく、液面制御が容易である包装充填装置を提供する。
【解決手段】包装充填装置は、包装材料をチューブ状に成形し、包装材料の両端部でチューブ1の縦線方向に縦シールし、チューブ状包装材料内に充填パイプ7aから液体食品を液面レベルまで充填し、チューブ横断方向に液面下で横シールし、切断して包装容器を製造する包装充填装置であって、チューブ状包装材料内の液面下であって横シール位置上方に設けられた、中空筒状本体と上端圧力緩衝部21とからなるプレシャーフランジ20を有する。
(もっと読む)
包装充填装置
【課題】摩擦によるフロートのピンホールなどにおける不衛生を防止し、流量調整装置の定期的な分解、洗浄、組立の作業を簡素化することができる液面レベル調整装置を提供する。
【解決手段】液面レベル調整装置は、ウェブ状包装材料1をチューブ状に成形し、包装材料の両端部でチューブの縦線方向に縦シールし、チューブ状包装材料内に充填パイプから低温の液体食品を充填する包装充填機において、チューブの内部に液体食品が所定レベルに充填されるように液面レベルLを調整する装置であって、ウェブ状包装材料の内表面を加熱して、ウェブ状包装材料の外表面であって被測定表面の温度を上げる加熱手段42と、被測定表面の温度をチューブ状包装材料の外部から検出する検出器44a、44b、44c、44d、44eと、検出器の出力信号に基づいて充填パイプの流量を制御する制御手段45とを備えることを特徴とする。
(もっと読む)
包装充填装置
【課題】ローラや包装積層材料が一部欠損し、また、経時的に又は突発的に変動して、適切にローラによって押圧する適正範囲から逸脱しても、これを補償でき、装置の動作が高速化しも、縦シールすべき縁部を十分な時間を持って押圧することができる包装充填装置を提供する。
【解決手段】帯状包装材料の縁部を合せて縦シールし、容器に包装充填する装置であって、縁部の外側から包装積層材料1の縁部を圧するプレッシャローラ35と、内側からプレッシャローラと対向する位置に充填パイプ7に固定されたカウンタローラ36a〜36cと、無菌室外に設置され、プレッシャローラ用の押す力を発生する押圧発生装置と、押圧発生装置からプレッシャローラに力を伝達する動力伝達機構と、を有する。
(もっと読む)
縦形製袋充填包装機の横シール装置
【課題】 従来にない機能をシールブロックに付与することができる縦形製袋充填包装機の横シール装置を提供する。
【解決手段】 横シール装置10は、対向配置され、対向方向の進退移動によって互いに協働して包材100を挟持して熱シールする第1、第2のシールブロック11、12と、第1のシールブロック11を駆動する第1の駆動モータ14と、第2のシールブロック12を駆動する第2の駆動モータ15と、第1、第2の駆動モータ14、15を個別に制御するモータ制御部17と、を備えている。このように構成することで、第1、第2のシールブロック11、12を種々の動作パターンをもって駆動できるようにして、従来にない機能をこれら各シールブロックに付与することができる。
(もっと読む)
タイル又は同種物の積重体のパッケージを連続して作る装置及び方法
【課題】タイルを保護すること及び外側から種類を確認することができる、タイル又は同種物の積重体のパッケージを連続して作る装置及び方法の提供。
【解決手段】作業コンベヤによりタイル11,11’,11”又は同種物の積重体を供給すると共に、コンベヤからパッケージ100が退去し、また、フィルム20を作業コンベヤの上面上に供給して、積重体の下から横へ突出せしめる第1の装置19と、互いに平行な2板の薄層要素をフィルムの上面上に供給して積重体の下から横へ突出せしめる第2の装置17,17’と、積重体の前進中、フィルムの両突出部分を垂直に上方に折り曲げて、積重体のまわりに巻きつける手段24と、巻きつけたフィルムの重なり合った両縁を縦溶着する縦溶着装置22と、積重体のまわりに巻きつけて縦溶着したフィルムを前後部で横溶着する前後横溶着装置25とからなる。
(もっと読む)
縦形製袋充填機
【課題】モータを小型化して使用電力を小さくできる。
【解決手段】筒状の包材を挟んで加熱シールする一対のヒータブロックを開閉作動させる駆動源としてマスターモータM1とスレイブモータM2を設けた。マスターモータはトルク検出手段30と位置検出手段31を備え、スレイブモータM2はトルク検出手段33を備えた。マスターモータとスレイブモータの駆動を制御する制御手段32はマスターモータのトルク信号と位置信号を入力し、マスターモータに位置制御信号を出力して回転位置の制御を行う。制御手段はマスターモータのトルクの増減に応じてトルクを増減させてスレイブモータのトルクを制御する。マスターモータとスレイブモータの出力でヒータブロックを保持する第一横シーラブラケットと第二横シーラブラケット18を作動する。これによって一対のヒータブロックを開閉作動する。
(もっと読む)
包装機保守管理装置及び包装機保守管理方法
【課題】包装機のメンテナンス時期を容易にかつ高精度で検知することができる包装機保守管理装置およびその方法を提供する。
【解決手段】被包装物が収納された包装袋を互いに対向する押圧面711a,712aにより挟んで押圧することにより袋詰製品Hのシール部ESを形成する包装機1のメンテナンス時期を管理する包装機保守管理装置10であって、前記押圧面間の面間距離を複数箇所で計測する計測手段11と、計測した複数の前記面間距離を用いて包装機1の駆動状況値を算出する駆動状況値算出手段124と、前記駆動状況値と予め設定されるしきい値とを比較して包装機1のメンテナンスの必要性を判定する判定手段125とを備える包装機保守管理装置10。
(もっと読む)
包材供給装置
【課題】間欠作動型の包材繰出し装置と組み合わせ使用され、汎用性に優れ且つ小形化が可能な包材供給装置を提供する。
【解決手段】包材供給装置は、包材リール(R)を回転させ、包材リール(R)から包材(W)を包装機の間欠作動型の包材フィーダ(16)に向けて供給させるリールモータ(28)と、包材リール(R)と包材フィーダ(16)との間に配置されたダンサローラ(30)と、ダンサローラ(30)の現在位置を検出するリニアポテンショメータ(32)と、リニアポテンショメータ(32)にて検出した現在位置に基づき、ダンサローラ(30)の上下動を目標位置と設定上限位置との間の範囲内に収めるべくフィードバック制御するコントローラ(34)とを備える。
(もっと読む)
角錐パック用自動包装装置
【課題】横シーラーがシールする毎に、略90度水平に回動するという繰り返し動作を行う横シール機構を備えているにも拘らず、コストアップなく、横シール機構の小型化、軽量化を図り、イナーシャを低く抑え、高速生産可能な角錐パック用自動包装装置を提供すること。
【解決手段】本発明に係る角錐パック用自動包装機10は、断面略円状のフィルム筒を作り上げる上部装置2と、この上部装置2の下方に位置し、横シールを交互から水平方向90°回転させながら施す横シール装置31と、前記装置2、31によってできる角錐パック内に内容物を投入する充填装置4と、これら各装置が取り付けられた機体1と、を備え、前記横シール装置31は、前記機体1に対して位置固定に取り付けられ、前記上部装置2は、前記横シール装置31の回転中心位置に向かって前記フィルム筒を合わせるように、前記機体1に対して位置可動に取り付けられている。
(もっと読む)
包装充填装置
【課題】シーリングテープが包装材料の適正な位置に接合され、良好な縦シールを有する包装充填容器を得ることができる包装充填装置を提供する。
【解決手段】帯状包装積層材料1の縁部1aにシーリングテープ2を接合し、帯状包装積層材料を筒状に成形して形成される縦シール部のシーリングテープ2を重ね接合し、内容物を充填して横シールし、筒状包装積層材料を切断分離して容器に包装充填する装置であって、搬送される帯状包装積層材料から一定の距離を置いて、センサヘッド面がシーリングテープ2が接合された帯状包装積層材料の縁部1aを被う第1渦電流式変位センサ16と、センサヘッド面が帯状包装積層材料の中央を被う第2渦電流式変位センサ17と、第1渦電流式変位センサ16と第2渦電流式変位センサ17からの信号に基づいて、帯状包装積層材料の縁部の位置を計測する位置計測手段18とを有する。
(もっと読む)
ヒダ付き自立性包装袋、ヒダ付き自立性包装体、ヒダ付き自立性包装体用原反ロール及びヒダ付き自立性包装体の製造方法
【課題】ヒダ付き自立性包装材料のリブと直交するヒダとの交叉部におけるヒートシール性を向上することを目的とする。さらにリブと直交するヒダとの交叉部をより鋭角に屈曲することによりヒダ付き自立性包装材料の自立安定性を向上し、優れた意匠性を付与することを目的とする。
【解決手段】包装袋の上下方向に包材の端縁における内面同士が接着された合掌状のリブを有し、かつ包装袋の上下方向に対して直角方向に帯状に三枚重ねとなるように折り返して該折り返し部分の内面同士を接着してなる一以上のヒダが延伸されたヒダ付き自立性包装袋において、少なくとも折り畳まれた底面部と外周部との稜に形成されヒダが外周部から延長して同一平面を形成し、前記底面部とヒダ裏面上端とは略直角に形成され、前記ヒダが前記リブと交叉する部分に切欠部を有することを特徴とする。
(もっと読む)
粘性を有する充填材料を充填するための充填装置及び充填方法
【課題】本発明は、粘性を有する充填材料、特にシーラントをチューブ状の包装材料に充填するための充填装置及び充填方法に関する。
【解決手段】前記充填装置は、遮断バルブ(AV)、充填材料の搬送方向において遮断バルブ(AV)の下流に配置された充填チューブ(F)、充填材料の搬送方向において充填チューブ(F)の下流に配置されたクリップ載置密封装置、及び少なくとも部分的に充填チューブ(F)上に配置されたチューブ状の包装材料の供給部(VV)を備えている。少なくとも1つのセンサ(130)が、包装材料の供給部(VV)から引き出された包装材料の長さを直接的又は間接的に計測するために設けられている。センサの出力信号は、加圧された充填材料が充填チューブ(F)に搬送される際に通過する遮断バルブ(AV)の閉鎖を少なくとも制御可能である。
(もっと読む)
包装装置
【目的】樹脂フィルムシートで被包装物を覆い、熱溶着を行って包装する包装装置において、被包装物の搬送方向に平行な直線状に熱溶着するために、包装物の移動方向を長手方向とした板状に形成した縦シールヒータの一端が、他の部分よりも先に樹脂フィルムシートに接触して発生する穴開き、溶着ムラを防ぐ。
【構成】縦シールヒータの一端に断熱部を設け、この断熱部の樹脂フィルムシート側のエッジにヒータ部の熱が伝わるのを遮断するように構成する。
(もっと読む)
ロールタイプ自動包装機のフィルム折り返し異常検出装置
【課題】フィルム折り返し異常検出装置にフィルム両端部を入れ込むセッティング作業が容易に実施できると共に挟み込まれている包装フィルムに対するフィルム折り返し異常検出装置の押接力の調整が容易に実施できるロールタイプ自動包装機を提供する。
【解決手段】フィルム折り返し異常検出装置20の球体可動接点26乃至球体可動接点29は球体形状を有し、且つ右側球体支持ブラケット24と左側球体支持ブラケット25上を転がり自在状態で搭載されているため、板状固定接点23と右側球体可動接点28の間若しくは板状固定接点23と左側球体可動接点29の間に二つ折りした包装フィルムFYを容易に挟み込むことができる。また、これら球体可動接点は、任意の数や重みのステンレス球を選択することにより、板状固定接点に対する押接力の調整を容易に行うことができる。
(もっと読む)
包装ライン及び別個の製品を連続的に包装するための方法
【課題】異なる長さを有する製品のための異なる長さを有する包装品をランダムな順序で製造する。
【解決手段】第1のコンベヤに沿って設けられた多数のフィーダとを有する製品集合パスと、包装チューブを形成するための折り曲げ手段7と、包装チューブを進めるための第2のコンベヤ8と、別個の包装品を包装チューブから横切る方向に切離するためのクロス切離装置10とを有する包装モジュール5と、前記フィーダからの製品の供給を制御し、前記コンベヤの輸送速度を制御するとともに、クロス切離装置の速度を制御するための制御部であって、クロス切離装置は2つの切離要素を有し、これらの切離要素は所定の垂直ストローク長の往復垂直移動と、所定の水平ストローク長の往復水平移動の両方を行い、少なくとも水平ストローク長は短い製品及び長い製品の両方を処理するように設定可能である制御部とを備えている。
(もっと読む)
21 - 40 / 71
[ Back to top ]